
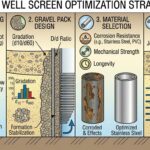
Tối ưu hóa màn hình giếng nước: Đánh đổi giữa kiểm soát cát, Hiệu suất dòng chảy, và xu hướng cắm
tháng Ba 14, 2026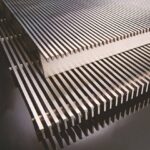
Tấm màn hình dây nêm tùy chỉnh
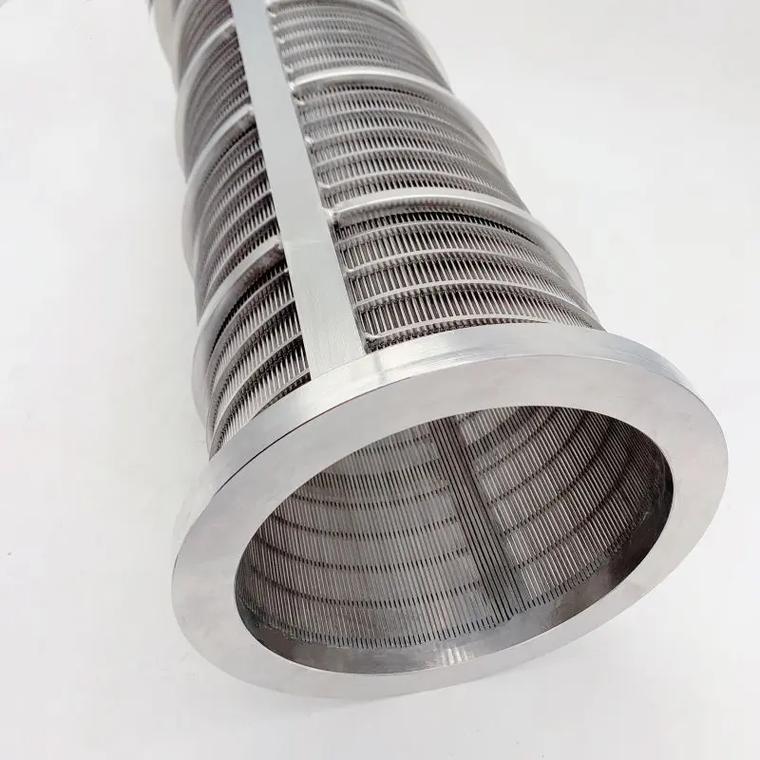
có thể 24, 2026Xi lanh màn hình dây nêm: Kỹ thuật & Hướng dẫn đặc điểm kỹ thuật
Nguồn tài nguyên chắc chắn cho quá trình lọc tải trọng cao: Kích thước, Lớp vật liệu, Các loại cốt thép, và tối ưu hóa tốc độ dòng chảy công nghiệp.
1. Nguyên lý lọc nâng cao của xi lanh dây nêm
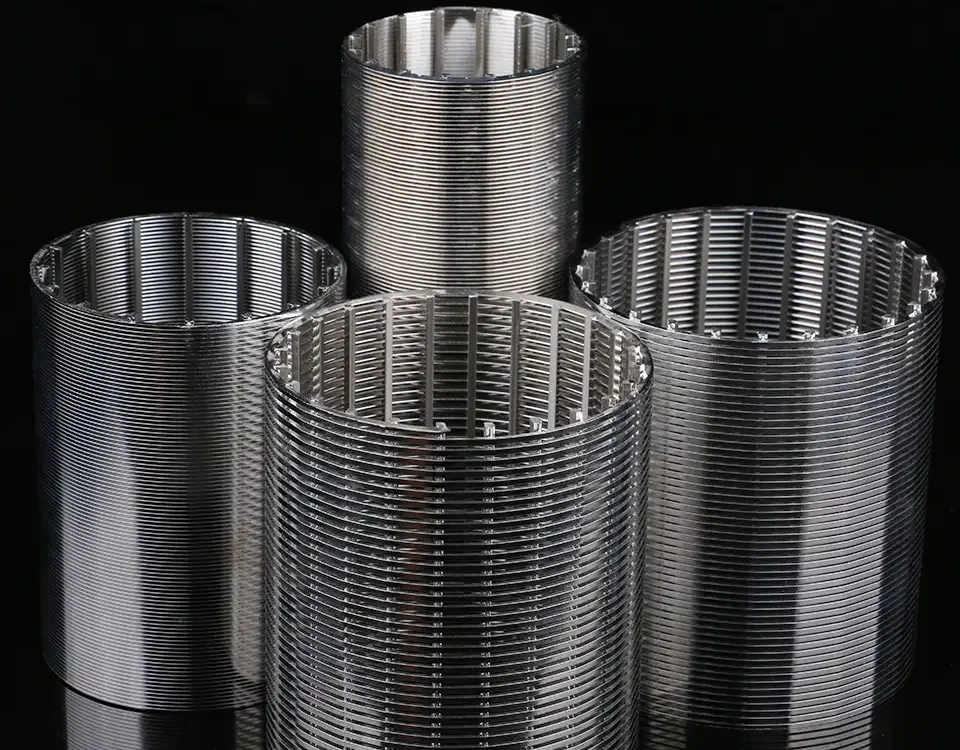
Xi lanh màn hình dây nêm đại diện cho đỉnh cao của công nghệ lọc hạng nặng. Không giống như ống đục lỗ hoặc có rãnh thông thường, những xi lanh này được chế tạo bằng cách sử dụng dây định hình hình chữ V liên tục được quấn xoắn ốc quanh các thanh đỡ dọc. Thiết kế này tạo ra một không làm tắc nghẽn “V” khẩu độ mở rộng vào bên trong, đảm bảo rằng các hạt chỉ tiếp xúc hai điểm với bề mặt.

So với lưới tiêu chuẩn hoặc ống có rãnh, xi lanh bọc dây cung cấp cao hơn đáng kể khu vực mở hiệu quả. Lợi thế hình học này giúp giảm mức tiêu thụ năng lượng bằng cách giảm độ sụt áp trên màn hình đồng thời tăng tốc độ dòng lọc trong các ứng dụng có độ nhớt cao.
Đặc điểm chức năng chính:
- Mở slot liên tục: Tối đa hóa tỷ lệ diện tích mở trên tổng bề mặt.
- Hình học tự làm sạch: Cấu hình chữ V ngăn ngừa sự bám hạt vĩnh viễn.
- Cường độ xuyên tâm cao: Có khả năng chịu được áp lực sụp đổ cực lớn.
- Độ chính xác của khe đồng nhất: Có sẵn với dung sai thấp tới ± 0,01 mm.
- Bảo trì tối thiểu: Bề mặt nhẵn tạo điều kiện thuận lợi cho việc rửa ngược/cạo.
- Hướng dòng chảy đa năng: Tối ưu hóa cho FOTI (Dòng chảy ra-vào) hoặc FITO.
2. Bảng dữ liệu kỹ thuật: Vật liệu & Giới hạn kích thước
Để đảm bảo tuổi thọ kết cấu trong môi trường địa chất thủy văn hoặc hóa học ăn mòn, trụ sàng của chúng tôi được sản xuất từ hợp kim cao cấp có độ bền cơ học cao.
Bàn 1: Khả năng tương thích cấp vật liệu
| Danh mục vật liệu | Lớp tiêu chuẩn | Môi trường lý tưởng |
|---|---|---|
| Thép không gỉ Austenit | SS 304, 316L, 321, 310S | Món ăn tổng hợp, dầu, và xử lý nước. |
| Thép song công | Duplex 2205, 2507 | clorua cao, nước muối, và khử mặn nước biển. |
| Hợp kim niken cao | Hastelloy C276, Inconel 625 | Xử lý hóa chất có tính axit và nhiệt độ cao. |
| Kim loại kỳ lạ | Hợp kim titan, Trao đổi nhiệt 400 | Hàng không vũ trụ, hàng hải, và lọc chuyên dụng cao. |
Bàn 2: hình học & Phạm vi chiều
| Tham số | Giá trị tối thiểu | Giá trị tối đa |
|---|---|---|
| Kích thước khe (Aperture) | 0.02 mm | 10.0 mm |
| Đường kính xi lanh | 100 mm | 1,200 mm |
| Chiều dài xi lanh | 50 mm | 4,000 mm (4.0 m) |
| Dung sai khe cắm | ± 0.01 mm | ± 0.05 mm |
3. Hệ thống kết nối & Hình học cạnh
Phương pháp lắp đặt quyết định cấu hình cạnh của xi lanh màn hình dây nêm. Chúng tôi cung cấp ba loại kết nối được thiết kế chính xác để tạo điều kiện tích hợp liền mạch vào các bộ lọc làm sạch tự động và màn hình trống quay.
Cạnh phẳng tiêu chuẩn
Các cạnh không được sửa đổi để hàn trực tiếp hoặc kết nối trượt. Lý tưởng cho người ít căng thẳng, đơn vị lọc tĩnh trong đó sự đơn giản là chìa khóa.
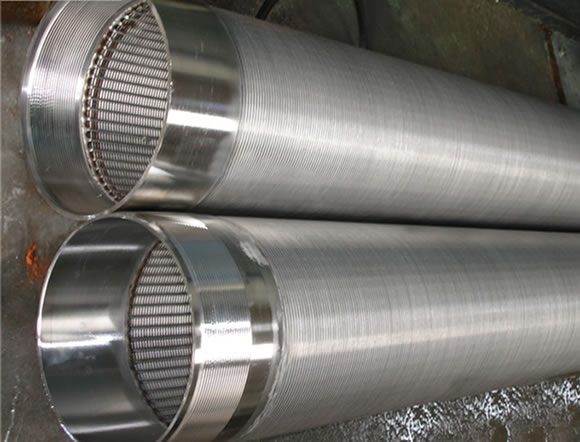
Loại vòng cuối
Có các vòng gia công hạng nặng để tăng độ ổn định cơ học. Được thiết kế cho máy nhặt rác công nghiệp áp suất cao và thiết bị rung.
Đầu nối mặt bích
Tích hợp mặt bích bắt vít hoặc kẹp (ANSI/DIN) để loại bỏ nhanh chóng, dọn dẹp, và bảo trì trong các ngành công nghiệp đòi hỏi vệ sinh cao.
4. Ma trận gia cố cho các ứng dụng tải nặng
Trong các kịch bản liên quan đến thăm dò địa chất thủy văn hoặc phát triển địa nhiệt, xi lanh tiêu chuẩn có thể phải đối mặt với nguy cơ sụp đổ. Thiết kế gia cố của chúng tôi mở rộng tính toàn vẹn của cấu trúc lên đến 400%.
| Loại cốt thép | Đặc điểm cấu trúc | Trường hợp sử dụng chính |
|---|---|---|
| Thanh cốt thép | Thanh nặng dọc bên trong | Khử nước khai thác & xử lý nước thải. |
| Loại khung | Lồng khung bên ngoài | Bộ lọc trống & thiết bị rung động cao. |
| Loại nhẫn | Vòng trong có chu vi | Địa nhiệt & thăm dò địa chất thủy văn. |
5. Kịch bản triển khai theo ngành cụ thể
Tính linh hoạt của Xi lanh màn hình dây nêm làm cho chúng trở thành tiêu chuẩn công nghiệp để tách chất lỏng-rắn trong một số lĩnh vực có tải trọng cao.
Hóa dầu & Tinh chỉnh
Được sử dụng trong lọc dầu thô và thu hồi chất xúc tác. Khả năng chống xói mòn hóa học đảm bảo thời gian hoạt động lâu dài.
Nước & Quản lý nước thải
Quan trọng đối với khử mặn nước biển và xử lý nước thải cấp ba. Lọc hiệu quả các hạt mịn mà không gây thất thoát áp suất đáng kể.
Thực phẩm & Chế biến đồ uống
Ứng dụng trong luyện đường, làm rõ nước trái cây, và lọc nhà máy bia, nơi việc làm sạch và vệ sinh dễ dàng là điều tối quan trọng.
chăn nuôi & Nông nghiệp
Lọc sơ cấp cho hệ thống xử lý chất thải chăn nuôi và các đơn vị xử lý chất thải thực phẩm hữu cơ.
6. Đảm bảo chất lượng & Kiểm tra đo lường
Mỗi Xi lanh màn hình dây nêm đều trải qua quy trình kiểm tra đa điểm nghiêm ngặt để đảm bảo tuân thủ cơ học với các tiêu chuẩn ASTM và ISO.
| Điểm kiểm tra | Giao thức thử nghiệm |
|---|---|
| Độ chính xác của khe | Kiểm tra điểm đo bằng laser và thước cặp kỹ thuật số tại 20 điểm. |
| Tính toàn vẹn của mối hàn | Kiểm tra thẩm thấu thuốc nhuộm và kiểm tra trực quan bằng kính hiển vi. |
| Độ đồng tâm | Đồng hồ đo quay số xác minh độ tròn (tiêu biểu < 0.5 mm). |
| Độ tinh khiết của vật liệu | Phân tích quang phổ (PMI) để xác nhận thành phần hóa học của hợp kim. |
Tối ưu hóa cơ sở hạ tầng lọc của bạn ngay hôm nay
Các kỹ sư của chúng tôi sẵn sàng hỗ trợ thiết kế dây nêm tùy chỉnh cho áp suất cụ thể của bạn, nhiệt độ, và yêu cầu hóa học.
Từ khóa: Wedge Wire Screen xi lanh, Kích thước khe 0.02 mm, Bộ lọc thép không gỉ 316L, Màn hình Drum Rotary, Bộ lọc cạp V-Wire, ISO 9001 Nhà sản xuất lọc.
“`
Xi lanh màn hình dây nêm: Kỹ thuật lọc tải trọng cao & Điều kiện dịch vụ khắc nghiệt
1. Tìm hiểu sâu về kỹ thuật & Khoa học vật chất
Đi bộ lên sàn nhà máy lọc dầu hoặc cơ sở xử lý nước, sự khác biệt giữa kiểm tra bảo trì định kỳ và tắt máy khẩn cấp thường nằm ở một thành phần duy nhất: phần tử lọc. Tấm đục lỗ tiêu chuẩn hoặc xi lanh lưới khóa dưới áp suất chênh lệch cao. Nhưng xi lanh màn hình dây nêm? Họ hoạt động ở một giải đấu khác. Đây không chỉ là bộ lọc; chúng là các bộ phận cấu trúc chịu tải có tác dụng lọc. Bản thân hình dạng này là một phần của hiệu quả tối giản – một dây định hình hình chữ V liên tục quấn quanh một bộ thanh đỡ dọc. Mỗi giao lộ là một mối hàn chính xác, tạo một khe phân kỳ vào trong. Đây là chìa khóa. Các hạt vượt qua khe hẹp bên ngoài sẽ thấy mình trong một kênh đang giãn nở, nghĩa là họ không thể nộp đơn. So sánh điều này với khe cắt bằng laze hoặc dệt lưới trong đó các hạt được nêm chặt hơn theo mỗi chu kỳ áp suất. Hành động chèn ép đó là nguyên nhân làm giảm tốc độ dòng chảy và đòi hỏi phải rửa ngược. Với dây nêm, đặc tính tự làm sạch được đưa vào vật lý.

Quá trình lựa chọn vật liệu cho kịch bản tải trọng cao là lúc hầu hết các đội kỹ thuật mất ngủ. Một 304 xi lanh không gỉ có thể trông giống với biến thể 316L, nhưng bỏ cái đó đi 304 vào môi trường biển giàu clorua hoặc rửa hóa chất bằng axit vi lượng, và vết nứt do ăn mòn ứng suất sẽ lan truyền từ vùng chịu ảnh hưởng nhiệt của mối hàn trong vòng vài tháng. Cá nhân tôi đã chứng kiến một 304 Màn chắn dây nêm trong ứng dụng lấy nước biển bị hỏng không phải do quá tải cơ học, nhưng do cấu trúc vi mô ở mối hàn trở nên nhạy cảm. Crôm cacbua kết tủa ở ranh giới hạt, để lại vùng nghèo crom bị ăn mòn với tốc độ 3 mm mỗi năm. Tương đương 316L, với việc bổ sung molypden và hàm lượng carbon thấp hơn, chạy suốt bảy năm mà không hề xảy ra sự cố rỗ nào. Đây là lý do tại sao một kỹ sư thu mua phải nhìn xa hơn giá mua. Chi phí thực sự là hiệu suất vòng đời trong các điều kiện phương tiện cụ thể.
Dành cho môi trường thực sự khắc nghiệt—axit sulfuric đậm đặc nóng, clo ướt, hoặc nước muối nhiệt độ cao—chúng ta chuyển sang lĩnh vực hợp kim niken và titan. Xi lanh dây nêm Hastelloy C-276 gần như huyền thoại về khả năng chống ăn mòn cục bộ. Hàm lượng molypden và vonfram cao của hợp kim giúp ổn định màng thụ động ngay cả trong điều kiện giảm. Nhưng có một sự đánh đổi. Gia công và hàn Hastelloy yêu cầu kiểm soát nhiệt đầu vào nghiêm ngặt. Vượt quá nhiệt độ giữa các lớp 200°C và bạn có nguy cơ bị phân tách các pha liên kim loại niken-molypden, làm cho dây bị giòn. Xi lanh hợp kim titan, điển hình là lớp 2 hoặc lớp 7 để lọc, cung cấp khả năng chống lại axit oxy hóa và clorua chưa từng có, nhưng titan có khả năng phản ứng cao với oxy ở nhiệt độ hàn. Nó cần che chắn khí trơ ở cả mặt trước và mặt sau của mối hàn. Một sai sót duy nhất trong dòng khí thanh lọc sẽ tạo ra ô nhiễm trường hợp alpha—một chất dễ vỡ, lớp giàu oxy bị nứt khi rung. Đây là những sắc thái giúp phân biệt hình trụ chức năng với lỗi hiện trường.
Phạm vi khẩu độ khe của 0.02 mm đến 10 mm bao gồm mọi thứ, từ thu hồi chất xúc tác tốt đến khử nước thô cho chất thải khai thác mỏ. Nhưng việc chỉ định vị trí không chỉ là duy trì kích thước hạt. Đó là về tỷ lệ phần trăm diện tích mở. Một ống có rãnh thông thường có lỗ khoan có thể đạt được 15-20% khu vực mở. Một trụ dây nêm có cùng đường kính ngoài có thể chạm vào 40-60% khu vực mở vì các khe liên tục xoắn ốc xung quanh toàn bộ chu vi mà không bị gián đoạn. Vùng mở này trực tiếp làm giảm vận tốc mặt qua màn hình. Vận tốc mặt thấp hơn có nghĩa là giảm áp suất thấp hơn đối với tốc độ dòng chảy nhất định, nghĩa trực tiếp là tiết kiệm năng lượng khi bơm. Chúng ta có thể định lượng điều này, và sau đó chúng ta sẽ đi vào tính toán. Nhưng bằng trực giác: một bộ lọc tạo ra ít lực cản hơn cho phép bơm ngược dòng hoạt động ở áp suất xả thấp hơn, tiết kiệm kilowatt giờ mỗi ngày.
Đường kính xi lanh từ 100 mm lên đến 1200 mm và chiều dài đến 4 mét là tiêu chuẩn, nhưng bí mật bẩn thỉu của ngành là kỹ thuật thực sự diễn ra trong môi trường phi tiêu chuẩn. Một 1200 Xi lanh có đường kính mm dùng cho máy làm đặc trống quay trong nhà máy giấy phải chịu được không chỉ áp suất bên trong mà còn cả tải trọng uốn do chuyển động quay của trống và trọng lượng của chất rắn đã tách nước tích tụ ở bên ngoài. Các thanh đỡ bên trong trụ dây nêm không đồng đều. Khoảng cách và đường kính của chúng được tính toán dựa trên chênh lệch áp suất và độ cứng cần thiết để ngăn dây bị lệch. Nếu thanh đỡ quá mỏng hoặc cách nhau quá xa, dây chữ V kéo dài giữa chúng bị lệch dưới áp lực. Độ lệch này mở ra khe rộng hơn thông số kỹ thuật, cho phép “chất lỏng bẩn” để bỏ qua màn hình. Đó là một thất bại thảm hại đối với hệ thống lọc. Các nhà sản xuất có kinh nghiệm thực tế biết rằng hình dạng thanh đỡ—dù là hình tam giác, Quảng trường, tròn, thanh phẳng, hoặc giọt nước—thay đổi sự phân bố ứng suất. Một thanh hình tam giác, ví dụ, tạo ra bề mặt hàn sắc nét hơn nhưng cung cấp ít diện tích bề mặt để liên kết mối hàn hơn so với thanh phẳng. Cấu hình giọt nước là sự kết hợp, được thiết kế để giảm sự nhiễu loạn dòng chảy phía sau thanh, giảm thiểu xói mòn trong các ứng dụng tốc độ cao.
2. Bảng dữ liệu vật liệu toàn diện
2.1 Thép không gỉ Austenitic (304, 316L, 321, 310S)
Đây là những chú ngựa thồ của thế giới dây nêm. Tuy nhiên, kỹ sư mua sắm phải xác minh “L” cấp cho các ứng dụng hàn. Bảng dưới đây cho thấy sự khác biệt quan trọng.
| Tham số | 304 | 316L | 321 | 310S |
|---|---|---|---|---|
| Thành phần hóa học (% trọng lượng) | C 0,08, Cr 18-20, TRONG 8-10.5, Mn 2, Và 1, P 0,045, S 0,03 | C 0,03, Cr 16-18, TRONG 10-14, Mo 2-3, Mn 2, Và 1, P 0,045, S 0,03 | C 0,08, Cr 17-19, TRONG 9-12, Mười 5xC phút, Mn 2, Và 1, P 0,045, S 0,03 | C 0,08, Cr 24-26, TRONG 19-22, Mn 2, Và 1,5, P 0,045, S 0,03 |
| Tính chất vật lý | Tỉ trọng 8.00 g/cm³, Nóng chảy 1400-1450°C, Điện trở suất 72 µΩ·m | Tỉ trọng 8.00 g/cm³, Nóng chảy 1375-1400°C, Điện trở suất 74 µΩ·m | Tỉ trọng 7.90 g/cm³, Nóng chảy 1400-1425°C, Điện trở suất 72 µΩ·m | Tỉ trọng 7.98 g/cm³, Nóng chảy 1400-1450°C, Điện trở suất 78 µΩ·m |
| Cơ khí (Ủ) | kéo 515 MPA, Năng suất 205 MPA, kéo dài. 40%, HB 201 | kéo 485 MPA, Năng suất 170 MPA, kéo dài. 40%, HB 217 | kéo 515 MPA, Năng suất 205 MPA, kéo dài. 40%, HB 217 | kéo 515 MPA, Năng suất 205 MPA, kéo dài. 40%, HB 217 |
| Chế tạo & Xử lý nhiệt | Ủ dung dịch 1010-1120°C, làm nguội nước. Nhạy cảm 450-850°C. | Ủ dung dịch 1010-1120°C, làm mát nhanh. Hàm lượng Moly yêu cầu nhiệt độ dung dịch cao hơn. | Ổn định với Ti; ủ dung dịch 1095-1120°C. Ti ngăn chặn cacbua Cr. | Hoàn toàn austenit; ủ dung dịch 1040-1150°C. Cr/Ni cao kháng pha sigma. |
| Tiêu chuẩn tương đương | TỪ 1.4301, ASTM A240, SUS304 | TỪ 1.4404, ASTM A240, SUS316L | TỪ 1.4541, ASTM A240, SUS321 | TỪ 1.4845, ASTM A240, SUS310S |
2.2 Thép song công (2205, 2507)
| Tham số | Duplex 2205 (1.4462) | siêu song công 2507 (1.4410) |
|---|---|---|
| Thành phần hóa học (% trọng lượng) | C 0,03, Cr 22-23, TRONG 4.5-6.5, Mo 3-3.5, N 0.14-0.2, Mn 2, Và 1, Gỗ 35-38 | C 0,03, Cr 24-26, TRONG 6-8, Mo 3-4, N 0.24-0.32, Mn 1,2, Gỗ >42 |
| Tính chất vật lý | Tỉ trọng 7.8 g/cm³, Nóng chảy 1420-1460°C, Điện trở suất 80 µΩ·m | Tỉ trọng 7.8 g/cm³, Nóng chảy 1390-1440°C, Điện trở suất 82 µΩ·m |
| Cơ khí (Giải pháp được ủ) | kéo 620 MPA, Năng suất 450 MPA, kéo dài. 25%, HB 290 | kéo 800 MPA, Năng suất 550 MPA, kéo dài. 25%, HB 310 |
| Chế tạo & Xử lý nhiệt | Ủ dung dịch 1020-1100°C, làm nguội nước. Tránh hiện tượng giòn ở nhiệt độ 475°C, pha sigma. Đầu vào nhiệt hàn 0.5-2.5 kJ/mm. | Ủ dung dịch 1040-1120°C, làm mát chậm hơn. Khuyến cáo sử dụng chất độn quá hợp kim. |
| Tiêu chuẩn tương đương | ASTM A789/A790, EN 10216-5, SUS 329J3L | ASTM A789/A790, NORSOK M-650, TỪ 1.4410 |
2.3 Hợp kim hiệu suất cao (Hastelloy, Titan)
| Tham số | Hastelloy C-276 | Lớp titan 2 (R50400 của Mỹ) | Lớp titan 7 (Mỹ R52400) |
|---|---|---|---|
| Thành phần hóa học (% trọng lượng) | Không có bóng., Cr 14.5-16.5, Mo 15-17, Fe 4-7, W 3-4.5, C 0,01 | Bạn hói., O 0,25, Fe 0,30, C 0,08, N 0,03, H 0,015 | Bạn hói., Pd 0.12-0.25, O 0,25, Fe 0,30, C 0,08, N 0,03 |
| Tính chất vật lý | Tỉ trọng 8.89 g/cm³, Nóng chảy 1325-1370°C, Điện trở suất 130 µΩ·m | Tỉ trọng 4.51 g/cm³, Nóng chảy 1660-1670°C, Điện trở suất 55 µΩ·m | Tỉ trọng 4.51 g/cm³, Nóng chảy 1660-1670°C, Điện trở suất 56 µΩ·m |
| Cơ khí (Ủ) | kéo 690 MPA, Năng suất 283 MPA, kéo dài. 40%, HRC 35 | kéo 345 MPA, Năng suất 275 MPA, kéo dài. 20%, HB 150 | kéo 345 MPA, Năng suất 275 MPA, kéo dài. 20%, HB 150 |
| Chế tạo & Xử lý nhiệt | Ủ dung dịch 1120-1175°C, làm nguội nước. Điều kiện sạch sẽ, đường giao nhau <150° C. | Giảm căng thẳng 480-595°C. Hàn cần gốc argon nguyên chất & khuôn mặt. Tránh ô nhiễm oxy. | Giống như lớp 2 với phép cộng Pd; tuyệt vời trong việc giảm axit. Xử lý nhiệt giống nhau. |
| Tiêu chuẩn tương đương | ASTM B574, TỪ 2.4819, Mỹ N10276 | ASTM B265, TỪ 3.7035, JIS H4600 TP270C | ASTM B265, TỪ 3.7235, BS TA7 |
3. Chế tạo & Quy trình xử lý nhiệt
Đi qua dây chuyền sản xuất trụ dây nêm, người ta nhìn thấy một chuỗi các thao tác trông có vẻ đơn giản. Nhưng ma quỷ sống trong từng chi tiết của quá trình hàn. Hoạt động quấn dây liên tục tạo ra đường hàn xoắn ốc ở mọi điểm giao nhau của dây chữ V và thanh đỡ. Đây là hàn điện trở, thường sử dụng xung tần số cao. Máy quấn dây định hình dưới sức căng, và dòng điện hàn đi qua điểm tiếp xúc. Nhiệt được tạo ra bởi điện trở của chính dây dẫn. Nếu độ căng quá thấp, dây không nằm đúng vị trí, tạo ra một khoảng trống trở thành đường dẫn rò rỉ. Nếu cao quá, dây chữ V mỏng đi, giảm mặt cắt ngang của nó và tạo ra điểm yếu sẽ bị nứt dưới tác dụng của áp suất tuần hoàn. Người vận hành có kinh nghiệm có thể cảm nhận được độ căng chính xác bằng âm thanh của đầu quấn và màu sắc của tia hàn. Bạn không thể lập trình mã đó thành mã CNC chung; đó là kiến thức xúc giác.
Sau khi cuộn dây, xi lanh được cắt theo chiều dài, và các vòng cuối hoặc mặt bích được hàn. Đây là lúc câu hỏi xử lý nhiệt trở nên quan trọng. Xi lanh 316L được ủ có thể có khả năng chống ăn mòn tuyệt vời, nhưng vùng chịu ảnh hưởng nhiệt do gắn mặt bích thép cacbon sử dụng kim loại phụ không phù hợp sẽ phá hủy đặc tính đó. Quy định đối với thép không gỉ song càng chặt chẽ hơn. sự hàn 2205 không kiểm soát nhiệt đầu vào giữa 0.5 và 2.5 kJ/mm và nhiệt độ giữa các lớp dưới 150°C sẽ kết tủa crom nitrit và pha sigma. Đây là những kim loại giòn cũng cướp đi ma trận crom xung quanh, biến màn hình song công đắt tiền của bạn thành một cái bẫy ăn mòn. Tôi nhớ một trường hợp trong đó một bộ 2205 xi lanh dây nêm cho bộ lọc phun nước dưới biển bị hỏng 11 tháng. Khám nghiệm tử thi cho thấy hàm lượng ferrite đã giảm so với yêu cầu 40-60% chỉ để 12% trong mối hàn HAZ. Nhà chế tạo đã sử dụng nhiệt lượng đầu vào là 3.8 kJ/mm và không làm mát đường trung gian. Cách khắc phục? Quá trình ủ toàn bộ dung dịch ở 1070°C sau đó làm nguội bằng nước đã khôi phục lại sự cân bằng pha, nhưng các xi lanh đã bị cong vênh quá mức cho phép. Toàn bộ lô đã bị cạo.
Đối với lớp titan 2 xi lanh, bầu không khí hàn là tất cả. Các mối hàn phải được thực hiện trong buồng được làm sạch bằng argon cho đến khi nhiệt độ kim loại giảm xuống dưới 400°C. Bất kỳ sự tiếp xúc nào với không khí trên nhiệt độ đó sẽ biến vùng hàn thành màu rơm dễ nhận biết - đó là quá trình oxy hóa. Màu xanh đậm hoặc xám biểu thị sự ô nhiễm nghiêm trọng. Lớp giòn, được gọi là trường hợp alpha, có giá trị độ cứng vượt quá 400 HV trong khi kim loại cơ bản là 150 HV. Dưới sự rung động từ máy bơm thượng nguồn, vết nứt bắt đầu ở lớp cứng và lan truyền qua mối hàn. Cách sửa chữa duy nhất là cắt lại và hàn lại toàn bộ mối nối, thường mất vài inch chiều dài xi lanh. Điều đó nói rằng, một trụ dây nêm titan được hàn đúng cách trong nhà máy thẩm thấu ngược nước biển sẽ tồn tại lâu hơn tòa nhà mà nó được lắp đặt. Tôi đã nhìn thấy Lớp 7 màn hình titan với palladium đã được sử dụng trong nước muối nóng trong 18 năm, không rỗ, không có kẽ hở ăn mòn.
4. Mô hình toán học của quá trình lọc & Thủy lực
Hãy nói về những con số, bởi vì các kỹ sư thu mua cần chứng minh các quyết định bằng dữ liệu. Phương trình cơ bản điều chỉnh dòng chảy qua lưới chắn dây nêm không phải là phương trình lỗ đơn giản, mà là một phiên bản sửa đổi của định luật Hagen-Poiseuille cho dòng chảy khe. Hãy xem xét một khe có chiều rộng \(w\) và chiều dài \(L\) (chiều dài của rãnh dọc theo trục hình trụ). Đối với hình chữ nhật gần đúng của khe chữ V, đường kính thủy lực \(D_h = 4 \lần (w \times d)/(2(w+d)) \approx 2w\). Giảm áp suất trên mỗi khe:
Đối với toàn bộ hình trụ có N khe và tổng lưu lượng Q_total, việc giảm áp suất màn hình sạch sẽ trở thành:
Tiến hóa tắc nghẽn: \( \đồng bằng p(t) = \Delta p_0 ( 1 + \alpha \cdot \frac{Q.}{MỘT_{mở}} ) \). Tỷ lệ diện tích mở:
Ứng suất cắt trong quá trình rửa ngược: \( \tau = \frac{w}{2} \cdot \frac{\đồng bằng p}{L} \) và lưu lượng rửa ngược cần thiết:
Những phương trình này cho phép các kỹ sư tối ưu hóa độ rộng khe, khoảng cách thanh hỗ trợ và dự đoán mức tiêu thụ năng lượng theo thời gian. Diện tích mở cao hơn giúp giảm thiểu tỷ lệ tắc nghẽn và kéo dài thời gian bảo trì - đây là xương sống toán học của tính ưu việt của dây nêm.
5. Các loại kết cấu & Gia cố cơ khí
Quyết định giữa tiêu chuẩn, vòng cuối, bích, thanh gia cố, khung, hoặc xi lanh kiểu vòng hoàn toàn là cơ khí. Nó không liên quan gì đến việc lọc và mọi thứ liên quan đến việc cài đặt và sinh tồn. Xi lanh loại tiêu chuẩn có mặt phẳng, các cạnh chưa được sửa đổi là những gì bạn sử dụng khi màn hình trượt vào một vỏ có bịt kín ở cuối. Bản thân nhà ở cung cấp sự hỗ trợ cấu trúc chống lại áp lực xuyên tâm. Nếu bạn cố gắng sử dụng cấu hình này trong bộ lọc cạp trong đó các lưỡi cạp tiếp xúc với bề mặt màn hình, cạnh không được hỗ trợ sẽ biến dạng. Cái cạp chạm vào cuộn dây đầu tiên, đẩy nó vào trong, và đột nhiên bạn có một khoảng cách giữa màn hình và vỏ, bỏ qua toàn bộ quá trình lọc.

Để sụp đổ dưới áp lực bên ngoài, vòng gia cố bên trong làm tăng áp lực tới hạn một cách đáng kể. Công thức tính áp suất sập của xi lanh có vòng cứng:
Ở đâu \(n_r\) là số vòng trong. Thêm 3 vòng có thể tăng cường khả năng chống sụp đổ từ 2 thanh hơn 12 quán ba. Màn hình dạng khung chịu hình phạt nặng nề nhất trong các bộ lọc trống khai thác, nơi mạng tinh thể bên ngoài hấp thụ tác động. Trụ thanh cốt thép có thanh dọc bên ngoài tăng độ cứng chống uốn thông qua định lý trục song song, ngăn ngừa độ lệch đúc hẫng trong bộ lọc rửa ngược tự động.
6. Nghiên cứu trường hợp cụ thể của ứng dụng & Thông tin chi tiết về mua sắm
Hãy xem xét một nhà máy khử muối ở Trung Đông sử dụng xi lanh màn hình dây nêm làm bộ lọc nạp cho nguyên liệu thẩm thấu ngược. Nhiệt độ nước biển là 35°C, độ mặn 45,000 trang/phút TDS, và tiềm năng ô nhiễm sinh học là cực kỳ cao. Ban đầu nhà máy sử dụng bộ lọc dạng tấm đục lỗ với 3 mm lỗ. Họ tắc nghẽn mọi 48 giờ, yêu cầu thợ lặn làm sạch chúng bằng tay. Sự sụt giảm áp suất qua cửa hút bắt đầu từ 0.1 thanh để 1.5 quán bar vào thời điểm đó, bỏ đói máy bơm cao áp. Nhà máy chuyển sang 3 xi lanh dây nêm mm được làm từ 2507 siêu song công. Hình dạng khe liên tục và độ mịn, bề mặt bên trong không hỗn loạn làm giảm điểm gắn của màng sinh học. Tần suất làm sạch giảm xuống mỗi 21 ngày. Quan trọng hơn, sự sụt giảm áp suất sạch sẽ là 0.08 quán ba, và sau đó 20 ngày nó chỉ tăng đến 0.3 quán ba. Chỉ riêng việc tiết kiệm năng lượng đã trả cho việc chuyển đổi trong 11 tháng. Kỹ sư mua sắm đưa ra quyết định đó đã giữ được công việc của mình và được thăng chức. Người mắc kẹt với tấm đục lỗ rẻ hơn? Họ được phân công lại về hậu cần.

Một trường hợp khác: xử lý nhà máy xử lý hóa chất 98% axit sunfuric ở 80°C. Vật liệu xây dựng tiêu chuẩn là than chì hoặc Teflon, nhưng những thứ đó thiếu độ bền cơ học. Nhà máy đã sử dụng máy bơm cấp liệu ly tâm có giỏ chắn lưới dây nêm để bảo vệ vòi phun khỏi bị nhiễm hạt. Ban đầu, họ đã sử dụng màn hình 316L. Tốc độ ăn mòn đã 0.5 mm mỗi năm, nhưng thất bại thực sự là hydro bị phồng rộp do phản ứng khử axit. Đã chuyển sang 310S, có hàm lượng silicon cao hơn để tạo thành lớp silica thụ động. Tốc độ ăn mòn giảm xuống 0.02 mm mỗi năm. Nhưng màn hình 310S đã bị lỗi do bị nứt sau 14 tháng. Chúng tôi phát hiện ra vấn đề là do chu kỳ nhiệt. Quá trình gặp sự cố khiến hơi axit bay ngược qua màn hình, đun nóng đến 150°C, sau đó thức ăn nguội làm nguội nó đến 80°C. Hệ số giãn nở nhiệt không khớp giữa dây 310S và thanh đỡ (cũng 310S, nhưng với hướng hạt khác với việc cán) tạo ra căng thẳng theo chu kỳ. Cách khắc phục là đổi sang xi lanh toàn Hastelloy C-276. Sự giãn nở nhiệt là đồng đều, và hợp kim có độ dẻo cao. Giá gấp 4 lần so với 310S, nhưng xi lanh đã được sử dụng trong 7 năm. Kỹ sư thu mua đã làm việc với nhà sản xuất để thực hiện lịch trình thay thế 8 năm, tiêu chuẩn hóa C-276 trên nhiều máy bơm để có được mức giá theo số lượng.
Ngành công nghiệp xi lanh màn hình dây nêm đã phát triển từ lĩnh vực kinh doanh hàng hóa sang lĩnh vực giải pháp kỹ thuật. Sản phẩm giá rẻ từ vùng giá rẻ trông giống hệt nhau trong ảnh, nhưng đang hoạt động, sự khác biệt là rõ ràng. Một xi lanh được làm từ 316L với 30% nội dung tái chế và hàn không được kiểm soát sẽ có tạp chất, độ xốp, và HAZ ăn mòn. Một xi lanh tương đương được làm từ 316L nguyên chất có chứng nhận hóa học, hàn với một quy trình đủ tiêu chuẩn, và dung dịch được ủ sẽ tồn tại. Sự khác biệt về giá có thể là 25%. Sự khác biệt về chi phí vòng đời thường là 300% hoặc hơn. Hãy lựa chọn thông minh.






{kind=link}