
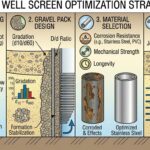
Ottimizzazione dello screening dei pozzi d'acqua: Compromesso tra il controllo della sabbia, Prestazioni del flusso, e tendenza all'ostruzione
marzo 14, 2026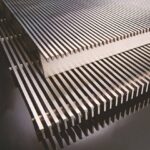
Pannelli schermanti a cuneo personalizzati
Maggio 24, 2026Cilindri per schermatura in filo metallico a cuneo: Ingegneria & Guida alle specifiche
La risorsa definitiva per la filtrazione ad alto carico: Dimensioni, Gradi dei materiali, Tipi di rinforzo, e ottimizzazione della portata industriale.
1. Principi di filtrazione avanzati dei cilindri Wedge Wire
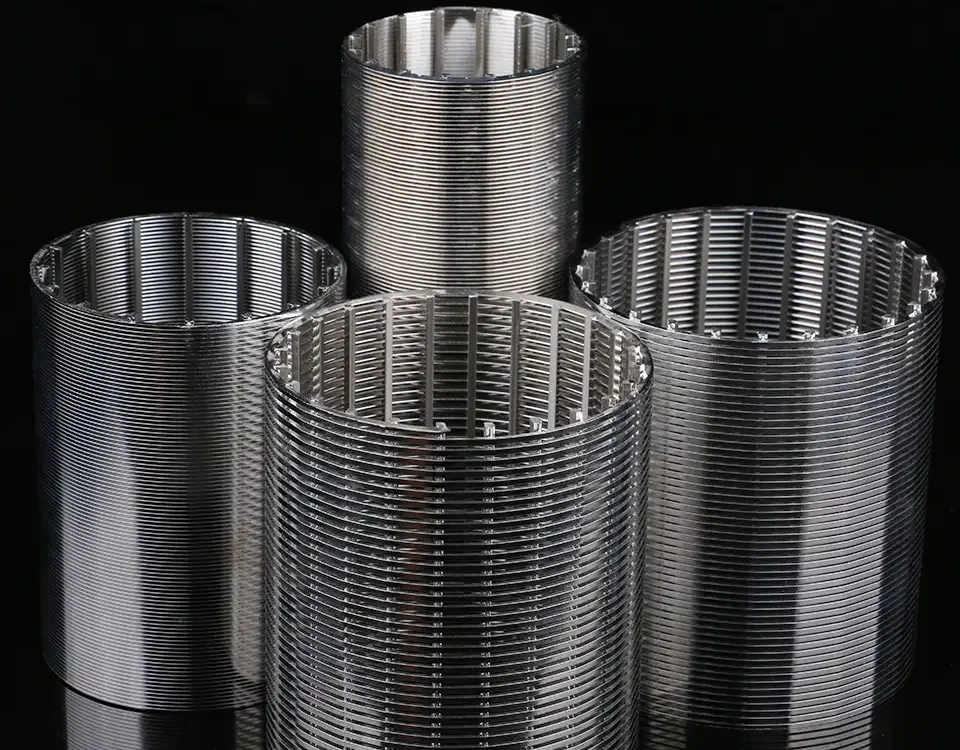
Cilindri per schermatura in filo metallico a cuneo rappresentano l'apice della tecnologia di filtrazione per carichi pesanti. A differenza dei tradizionali tubi perforati o fessurati, tali cilindri sono costruiti utilizzando un filo continuo con profilo a V avvolto a spirale attorno ad aste longitudinali di sostegno. Questo design crea a inintasabili “V” apertura che si allarga interiormente, garantendo che le particelle entrino in contatto solo su due punti con la superficie.

Rispetto ai tubi standard a rete o scanalati, i cilindri avvolti in filo metallico offrono un rendimento significativamente più elevato spazio aperto efficace. Questo vantaggio geometrico riduce il consumo energetico diminuendo la caduta di pressione attraverso lo schermo e contemporaneamente aumentando la portata di filtrazione nelle applicazioni ad alta viscosità.
Caratteristiche funzionali chiave:
- Apertura continua della fessura: Massimizza il rapporto tra area aperta e superficie totale.
- Geometria autopulente: Il profilo a V impedisce l'alloggiamento permanente delle particelle.
- Elevata resistenza radiale: In grado di resistere a pressioni di collasso estreme.
- Precisione uniforme delle scanalature: Disponibili con tolleranze fino a ±0,01 mm.
- Manutenzione minima: La superficie liscia facilita il controlavaggio/raschiatura.
- Direzione del flusso versatile: Ottimizzato per FOTI (Flusso dall'esterno all'interno) o FITO.
2. Scheda Tecnica: Materiali & Limiti dimensionali
Per garantire la longevità strutturale in ambienti idrogeologici o chimici corrosivi, i nostri cilindri retinati sono realizzati con leghe di prima qualità ad elevata resistenza meccanica.
Tavolo 1: Compatibilità del grado dei materiali
| Categoria materiale | Gradi standard | Ambiente ideale |
|---|---|---|
| Acciaio inossidabile austenitico | SS 304, 316L, 321, 310S | Cibo generale, olio, e trattamento delle acque. |
| Acciaio duplex | Duplex 2205, 2507 | Alto contenuto di cloruro, salino, e desalinizzazione dell'acqua di mare. |
| Leghe ad alto contenuto di nichel | Hastelloy C276, Inconel 625 | Elaborazione chimica estremamente acida e ad alta temperatura. |
| Metalli esotici | Lega di titanio, Monel 400 | Aerospaziale, marittimo, e filtrazione altamente specializzata. |
Tavolo 2: Geometrico & Intervalli dimensionali
| Parametro | Valore minimo | Valore massimo |
|---|---|---|
| Formato della scanalatura (Apertura) | 0.02 mm | 10.0 mm |
| Diametro del cilindro | 100 mm | 1,200 mm |
| Lunghezza del cilindro | 50 mm | 4,000 mm (4.0 m) |
| Tolleranza scanalatura | ± 0.01 mm | ± 0.05 mm |
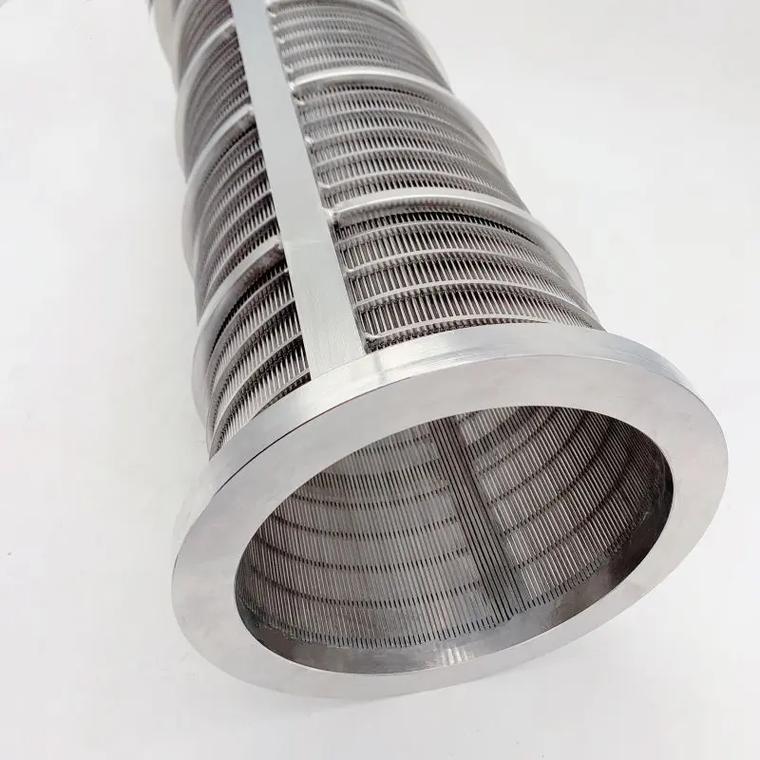
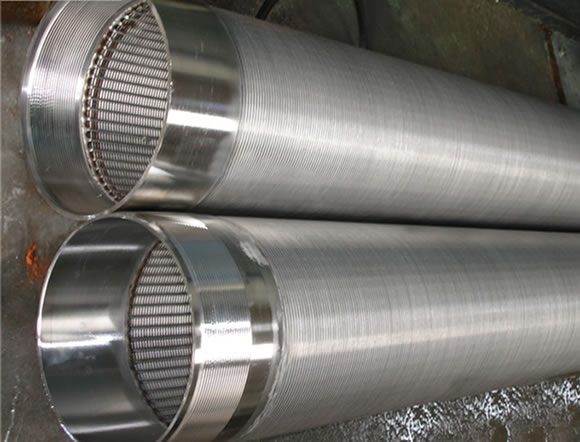
3. Sistemi di connettori & Geometria del bordo
Il metodo di installazione determina la configurazione del bordo del cilindro della rete metallica a cuneo. Forniamo tre tipi di connessione progettati con precisione per facilitare l'integrazione perfetta nei filtri a pulizia automatica e nei vagli a tamburo rotante.
Bordo piatto standard
Bordi non modificati per saldatura diretta o connessioni slip-fit. Ideale per chi è a basso stress, unità di filtrazione statica dove la semplicità è fondamentale.
Tipo di anello terminale
Presenta anelli lavorati per impieghi gravosi per una maggiore stabilità meccanica. Progettato per depuratori industriali ad alta pressione e apparecchiature vibranti.
Connettore flangiato
Flange di serraggio o di serraggio integrate (ANSI/DIN) per una rapida rimozione, pulizia, e manutenzione nelle industrie ad alto contenuto igienico-sanitario.
4. Matrice di rinforzo per applicazioni con carichi pesanti
In scenari che coinvolgono l’esplorazione idrogeologica o lo sviluppo geotermico, le bombole standard possono essere esposte al rischio di collasso. I nostri design rinforzati estendono l'integrità strutturale fino a 400%.
| Tipo di rinforzo | Caratteristica strutturale | Caso d'uso primario |
|---|---|---|
| Asta di rinforzo | Barre pesanti longitudinali interne | Disidratazione mineraria & trattamento delle acque reflue. |
| Tipo di telaio | Gabbia esoscheletrica esterna | Filtri a tamburo & apparecchiature ad alte vibrazioni. |
| Tipo di anello | Anelli interni circonferenziali | Geotermico & esplorazione idrogeologica. |
5. Scenari di implementazione specifici del settore
La versatilità di Cilindri per schermatura in filo metallico a cuneo li rende lo standard industriale per la separazione liquido-solido in diversi settori ad alto carico.
Petrolchimico & raffinazione
Utilizzato nella filtrazione del petrolio greggio e nel recupero del catalizzatore. La capacità di resistere all'erosione chimica garantisce tempi di attività operativi a lungo termine.
acqua & Gestione delle acque reflue
Fondamentale per la desalinizzazione dell'acqua di mare e il trattamento terziario delle acque reflue. Filtra efficacemente le particelle fini senza significative perdite di carico.
Cibo & Elaborazione delle bevande
Applicazioni nella raffinazione dello zucchero, chiarificazione del succo, e filtrazione dei birrifici dove la facile pulizia e l'igiene sono fondamentali.
Bestiame & Agricoltura
Filtrazione primaria per impianti di trattamento reflui zootecnici e unità di smaltimento rifiuti alimentari organici.
6. Garanzia di qualità & Ispezione metrologica
Ogni cilindro per retinatura a cuneo è sottoposto a un rigoroso processo di ispezione multipunto per garantire la conformità meccanica agli standard ASTM e ISO.
| Punto di ispezione | Protocollo di test |
|---|---|
| Precisione della scanalatura | Metrologia laser e controlli a campione con calibri digitali 20 punti. |
| Integrità della saldatura | Test con liquidi penetranti e ispezione visiva al microscopio. |
| Concentricità | Verifica della rotondità con comparatore rotazionale (in genere < 0.5 mm). |
| Purezza materiale | Analisi spettrografica (PMI) per confermare la composizione chimica delle leghe. |
Ottimizza oggi stesso la tua infrastruttura di filtrazione
I nostri ingegneri sono pronti ad assistervi con progetti di cavi a cuneo personalizzati per la vostra pressione specifica, temperatura, e requisiti chimici.
Parole chiave: Wedge Wire Cilindro schermo, Formato della scanalatura 0.02 mm, Filtro in acciaio inossidabile 316L, Schermo tamburo rotante, Filtro raschia-filo a V, ISO 9001 Produttore di filtri.
“`
Cilindri per schermatura in filo metallico a cuneo: Ingegneria per la filtrazione ad alto carico & Condizioni di servizio estreme
1. Approfondimento tecnico & Scienza materiale
Camminare sul pavimento di una raffineria o di un impianto di trattamento delle acque, la differenza tra un controllo di manutenzione ordinaria e uno spegnimento di emergenza spesso si riduce a un singolo componente: l'elemento filtrante. Le piastre forate standard o i cilindri in rete si deformano sotto elevate pressioni differenziali. Ma cilindri con schermatura a cuneo? Operano in un campionato diverso. Questi non sono solo filtri; sono elementi strutturali portanti che filtrano. La geometria stessa è un esempio di efficienza brutalista: un filo continuo con profilo a forma di V avvolto attorno a una serie di aste di supporto longitudinali. Ogni intersezione è una saldatura di precisione, creando una fessura che diverge verso l'interno. Questa è la chiave. Le particelle che oltrepassano lo stretto spazio esterno si ritrovano in un canale in espansione, nel senso che non possono alloggiare. Confrontalo con una fessura tagliata al laser o una trama a rete in cui le particelle si incastrano più strettamente ad ogni ciclo di pressione. Questa azione di incuneamento è ciò che uccide le portate e rende necessario il controlavaggio. Con filo a cuneo, la caratteristica autopulente è incorporata nella fisica.

Il processo di selezione dei materiali per uno scenario con carico elevato è quello in cui la maggior parte dei team di ingegneri perde il sonno. A 304 il cilindro inossidabile potrebbe sembrare identico a una variante 316L, ma lascia perdere 304 in un ambiente marino ricco di cloruri o in un lavaggio chimico con acidi in traccia, e la tensocorrosione si propagherà dalla zona interessata dal calore della saldatura entro pochi mesi. Ho assistito personalmente a 304 Lo schermo metallico a cuneo in un'applicazione di presa dell'acqua di mare non si guasta a causa di un sovraccarico meccanico, ma perché la microstruttura nella giunzione di saldatura si è sensibilizzata. I carburi di cromo precipitano ai bordi dei grani, lasciando una zona impoverita di cromo che si è corrosa a una velocità di 3 mm all'anno. L'equivalente 316L, con la sua aggiunta di molibdeno e un minor contenuto di carbonio, ha funzionato per sette anni senza incidenti di pitting. Questo è il motivo per cui un ingegnere degli acquisti deve guardare oltre il prezzo di acquisto. Il costo reale è rappresentato dalle prestazioni del ciclo di vita in condizioni specifiche dei media.
Per ambienti veramente aggressivi: acido solforico concentrato caldo, cloro umido, o salamoie ad alta temperatura: entriamo nel regno delle leghe di nichel e del titanio. I cilindri a filo cuneo Hastelloy C-276 sono quasi mitici nella loro resistenza alla corrosione localizzata. L’alto contenuto di molibdeno e tungsteno della lega stabilizza il film passivo anche in condizioni riducenti. Ma c’è un compromesso. La lavorazione e la saldatura dell'Hastelloy richiedono un rigoroso controllo dell'apporto di calore. Se si supera la temperatura di interpass di 200°C si corre il rischio di segregazione delle fasi intermetalliche di nichel-molibdeno, che infragilisce il filo. Cilindri in lega di titanio, tipicamente Grado 2 o Grado 7 per filtrazione, offrono una resistenza senza pari agli acidi ossidanti e ai cloruri, ma il titanio è altamente reattivo con l'ossigeno alle temperature di saldatura. Necessita di protezione con gas inerte sia sulla parte anteriore che su quella posteriore della saldatura. Un singolo errore nel flusso del gas di spurgo crea una contaminazione del caso alfa: un fragile, strato ricco di ossigeno che si rompe sotto le vibrazioni. Queste sono le sfumature che separano un cilindro funzionante da un guasto sul campo.
L'intervallo di apertura dello slot di 0.02 mm a 10 mm copre tutto, dal recupero fine del catalizzatore alla disidratazione grossolana degli sterili minerari. Ma specificare lo slot non riguarda solo il mantenimento della dimensione delle particelle. Riguarda la percentuale di area aperta. Potrebbe bastare un tubo scanalato convenzionale con fori praticati 15-20% area aperta. Un cilindro di filo a cuneo con lo stesso diametro esterno può colpire 40-60% spazio aperto perché la fessura continua si sviluppa a spirale su tutta la circonferenza senza interruzioni. Questa area aperta riduce direttamente la velocità del viso attraverso lo schermo. Una velocità frontale inferiore significa una caduta di pressione inferiore per una data portata, che si traduce direttamente in un risparmio energetico della pompa. Possiamo quantificarlo, e più tardi entreremo nel vivo dei conti. Ma intuitivamente: un filtro che crea meno resistenza consente alla pompa a monte di funzionare con una pressione di scarico inferiore, risparmiando kilowattora ogni singolo giorno.
Diametri cilindri da 100 mm fino a 1200 mm e lunghezze fino a 4 i contatori sono standard, ma lo sporco segreto del settore è che la vera ingegneria avviene nel non-standard. A 1200 Il cilindro di diametro mm per un ispessitore a tamburo rotante in una cartiera deve resistere non solo alla pressione interna ma anche al carico di flessione derivante dalla rotazione del tamburo e al peso dei solidi disidratati che si accumulano all'esterno. Le aste di supporto all'interno del cilindro del filo a cuneo non sono uniformi. La loro spaziatura e diametro sono calcolati in base alla pressione differenziale e alla rigidità richiesta per evitare la flessione del filo. Se un'asta di supporto è troppo sottile o distanziata troppo, il filo a V che si estende tra di loro si flette sotto pressione. Questa deflessione apre la fessura più larga rispetto alle specifiche, permettendo “fluido sporco” per bypassare lo schermo. Si tratta di un guasto catastrofico per un sistema di filtraggio. I produttori con esperienza reale sanno che il profilo dell'asta di supporto è triangolare, piazza, girare, barra piatta, o goccia d'acqua: modifica la distribuzione dello stress. Una canna triangolare, Per esempio, crea un'interfaccia di saldatura più nitida ma offre una superficie inferiore per la saldatura rispetto a una barra piatta. Il profilo della goccia d'acqua è un ibrido, progettato per ridurre la turbolenza del flusso dietro lo stelo, riducendo al minimo l’erosione nelle applicazioni ad alta velocità.
2. Tabelle complete dei dati sui materiali
2.1 Acciai inossidabili austenitici (304, 316L, 321, 310S)
Questi sono i cavalli di battaglia del mondo dei cavi cuneiformi. Tuttavia, gli ingegneri degli appalti devono verificare il “L” grado per applicazioni saldate. La tabella seguente mostra le differenze critiche.
| Parametro | 304 | 316L | 321 | 310S |
|---|---|---|---|---|
| Composizione chimica (% in peso) | C ≤ 0,08, Cr 18-20, In 8-10.5, Mn ≤2, E ≤1, P ≤ 0,045, S ≤ 0,03 | C ≤ 0,03, Cr 16-18, In 10-14, Mo 2-3, Mn ≤2, E ≤1, P ≤ 0,045, S ≤ 0,03 | C ≤ 0,08, Cr 17-19, In 9-12, Dieci 5xC min, Mn ≤2, E ≤1, P ≤ 0,045, S ≤ 0,03 | C ≤ 0,08, Cr 24-26, In 19-22, Mn ≤2, E ≤1,5, P ≤ 0,045, S ≤ 0,03 |
| Proprietà fisiche | Densità 8.00 g/cm³, Fusione 1400-1450°C, Resistività 72 µΩ·m | Densità 8.00 g/cm³, Fusione 1375-1400°C, Resistività 74 µΩ·m | Densità 7.90 g/cm³, Fusione 1400-1425°C, Resistività 72 µΩ·m | Densità 7.98 g/cm³, Fusione 1400-1450°C, Resistività 78 µΩ·m |
| Meccanica (Ricotto) | Resistenza alla trazione 515 MPA, Prodotto 205 MPA, Allungare. 40%, HB ≤201 | Resistenza alla trazione 485 MPA, Prodotto 170 MPA, Allungare. 40%, HB ≤217 | Resistenza alla trazione 515 MPA, Prodotto 205 MPA, Allungare. 40%, HB ≤217 | Resistenza alla trazione 515 MPA, Prodotto 205 MPA, Allungare. 40%, HB ≤217 |
| Produzione & Trattamento termico | Ricottura in soluzione 1010-1120°C, spegnimento dell'acqua. Sensibilizzazione 450-850°C. | Ricottura in soluzione 1010-1120°C, raffreddamento rapido. Il contenuto di molibdeno richiede una temperatura della soluzione più elevata. | Stabilizzato con Ti; soluzione di ricottura 1095-1120°C. Il Ti previene il carburo di cromo. | Completamente austenitico; ricottura in soluzione 1040-1150°C. L'alto contenuto di Cr/Ni resiste alla fase sigma. |
| Standard equivalenti | DA 1.4301, ASTM A240, SUS304 | DA 1.4404, ASTM A240, SUS316L | DA 1.4541, ASTM A240, SUS321 | DA 1.4845, ASTM A240, SUS310S |
2.2 Acciai duplex (2205, 2507)
| Parametro | Duplex 2205 (1.4462) | Super duplex 2507 (1.4410) |
|---|---|---|
| Composizione chimica (% in peso) | C ≤ 0,03, Cr 22-23, In 4.5-6.5, Mo 3-3.5, N 0.14-0.2, Mn ≤2, E ≤1, Legna 35-38 | C ≤ 0,03, Cr 24-26, In 6-8, Mo 3-4, N 0.24-0.32, Mn ≤1,2, Legna >42 |
| Proprietà fisiche | Densità 7.8 g/cm³, Fusione 1420-1460°C, Resistività 80 µΩ·m | Densità 7.8 g/cm³, Fusione 1390-1440°C, Resistività 82 µΩ·m |
| Meccanica (Soluzione ricotta) | Resistenza alla trazione 620 MPA, Prodotto 450 MPA, Allungare. 25%, HB ≤290 | Resistenza alla trazione 800 MPA, Prodotto 550 MPA, Allungare. 25%, HB ≤310 |
| Produzione & Trattamento termico | Ricottura in soluzione 1020-1100°C, spegnimento dell'acqua. Evitare l'infragilimento a 475°C, fase sigma. Apporto termico della saldatura 0.5-2.5 kJ/mm. | Ricottura in soluzione 1040-1120°C, raffreddamento più lento. Si consiglia un riempitivo sovralegato. |
| Standard equivalenti | ASTM A789/A790, IT 10216-5, SUS329J3L | ASTM A789/A790, NORSOK M-650, DA 1.4410 |
2.3 Leghe ad alte prestazioni (Hastelloy, Titanio)
| Parametro | Hastelloy C-276 | Grado di titanio 2 (Stati Uniti R50400) | Grado di titanio 7 (Stati Uniti R52400) |
|---|---|---|---|
| Composizione chimica (% in peso) | Niente palla., Cr 14.5-16.5, Mo 15-17, Fe 4-7, W 3-4.5, C ≤ 0,01 | Ti bal., O ≤ 0,25, Fe ≤ 0,30, C ≤ 0,08, N ≤ 0,03, H ≤ 0,015 | Ti bal., Pd 0.12-0.25, O ≤ 0,25, Fe ≤ 0,30, C ≤ 0,08, N ≤ 0,03 |
| Proprietà fisiche | Densità 8.89 g/cm³, Fusione 1325-1370°C, Resistività 130 µΩ·m | Densità 4.51 g/cm³, Fusione 1660-1670°C, Resistività 55 µΩ·m | Densità 4.51 g/cm³, Fusione 1660-1670°C, Resistività 56 µΩ·m |
| Meccanica (Ricotto) | Resistenza alla trazione 690 MPA, Prodotto 283 MPA, Allungare. 40%, HRC ≤35 | Resistenza alla trazione 345 MPA, Prodotto 275 MPA, Allungare. 20%, HB ≤150 | Resistenza alla trazione 345 MPA, Prodotto 275 MPA, Allungare. 20%, HB ≤150 |
| Produzione & Trattamento termico | Ricottura in soluzione 1120-1175°C, spegnimento dell'acqua. Condizioni pulite, interpass <150° C. | Allevia lo stress 480-595°C. La saldatura richiede radice di argon pura & viso. Evitare la contaminazione da ossigeno. | Uguale al Grado 2 con aggiunta Pd; eccellente nel ridurre gli acidi. Trattamento termico identico. |
| Standard equivalenti | ASTM B574, DA 2.4819, USA N10276 | ASTM B265, DA 3.7035, JISH4600TP270C | ASTM B265, DA 3.7235, BSTA7 |
3. Produzione & Protocolli di trattamento termico
Camminando attraverso una linea di produzione di cilindri a filo cuneiforme, si vede una sequenza di operazioni che sembra ingannevolmente semplice. Ma il diavolo vive nei dettagli del processo di saldatura. L'operazione di avvolgimento continuo crea un cordone di saldatura elicoidale in ogni intersezione del filo a V e dell'asta di supporto. Questa è la saldatura a resistenza, tipicamente utilizzando un impulso ad alta frequenza. La macchina avvolge il filo profilato sotto tensione, e una corrente di saldatura passa attraverso il punto di contatto. Il calore è generato dalla resistenza elettrica del filo stesso. Se la tensione è troppo bassa, il filo non è posizionato correttamente, creando un divario che diventa un percorso di perdita. Se troppo alto, il filo a V si assottiglia, riducendone la sezione trasversale e creando un punto debole che si romperà sotto il carico di pressione ciclico. Un operatore esperto può avvertire la corretta tensione dal suono della testa di avvolgimento e dal colore della bava di saldatura. Non è possibile programmarlo in un codice CNC generico; è conoscenza tattile.
Dopo l'avvolgimento, il cilindro viene tagliato a misura, e gli anelli terminali o le flange sono saldati. È qui che la questione del trattamento termico diventa critica. Un cilindro 316L ricotto potrebbe avere un'eccellente resistenza alla corrosione, ma la zona interessata dal calore derivante dal fissaggio di una flangia in acciaio al carbonio utilizzando un metallo d'apporto inappropriato distrugge tale proprietà. La regola per l’acciaio inossidabile duplex è ancora più severa. Saldatura 2205 senza controllare l'apporto di calore tra 0.5 e 2.5 kJ/mm e una temperatura di interpass inferiore a 150°C faranno precipitare il nitruro di cromo e la fase sigma. Questi sono fragili intermetallici che rubano anche il cromo alla matrice circostante, trasformando il tuo costoso schermo duplex in una trappola per la corrosione. Ricordo un caso in cui una serie di 2205 I cilindri a cuneo per un filtro di iniezione dell'acqua sottomarina si sono guastati 11 mesi. L'autopsia ha rivelato che il contenuto di ferrite era sceso rispetto a quello richiesto 40-60% a solo 12% nella saldatura HAZ. Il costruttore aveva utilizzato un apporto di calore di 3.8 kJ/mm e nessun raffreddamento interpass. La soluzione? Una ricottura in soluzione completa a 1070°C seguita da raffreddamento in acqua ha ripristinato l'equilibrio di fase, ma i cilindri erano deformati oltre la tolleranza. L'intero lotto è stato raschiato.
Per grado di titanio 2 cilindri, l'atmosfera di saldatura è tutto. Le saldature devono essere eseguite in una camera controlavata con argon finché la temperatura del metallo non scende sotto i 400°C. Qualsiasi esposizione all'aria al di sopra di tale temperatura trasforma la zona di saldatura in un colore paglierino rivelatore: si tratta di ossidazione. Il blu scuro o il grigio indicano una contaminazione catastrofica. Lo strato fragile, chiamato caso alfa, ha valori di durezza superiori 400 HV mentre il metallo di base lo è 150 HV. Sotto vibrazione da una pompa a monte, le crepe iniziano nello strato duro e si propagano attraverso la saldatura. L'unica riparazione è ritagliare e risaldare l'intero giunto, spesso perdendo diversi pollici di lunghezza del cilindro. Detto questo, un cilindro a cuneo di titanio adeguatamente saldato in un impianto di osmosi inversa con acqua di mare durerà più a lungo dell’edificio in cui è installato. Ho visto Grade 7 schermi in titanio con palladio che sono stati in servizio con salamoia calda per 18 anni, nessuna vaiolatura, nessuna corrosione interstiziale.
4. Modellazione matematica della filtrazione & Idraulica
Parliamo di numeri, perché gli ingegneri degli acquisti devono giustificare le decisioni con i dati. L'equazione fondamentale che governa il flusso attraverso una rete metallica a cuneo non è la semplice equazione dell'orifizio, ma piuttosto una versione modificata della legge di Hagen-Poiseuille per il flusso a fessura. Considera una singola fessura di larghezza \(con) e lunghezza \(L\) (la lunghezza della fessura lungo l'asse del cilindro). Per un'approssimazione rettangolare della scanalatura a V, diametro idraulico \(D_h = 4 \volte (w volte d)/(2(w+d)) \circa 2 settimane). Caduta di pressione per fessura:
Per l'intero cilindro con N feritoie e portata totale Q_totale, la caduta di pressione dello schermo pulito diventa:
Evoluzione del blocco: \( \Delta p(T) = \Delta p_0 ( 1 + \alpha \cdot \frac{Qt}{UN_{aprire}} ) \). Il rapporto area aperta:
Sollecitazione di taglio durante il controlavaggio: \( \tau = \frac{w}{2} \cdot \frac{\Delta p}{L} \) e il flusso di controlavaggio richiesto:
Queste equazioni consentono agli ingegneri di ottimizzare la larghezza della fessura, supportare la spaziatura delle aste e prevedere il consumo di energia nel tempo. Una maggiore area aperta riduce al minimo il tasso di incrostazione e prolunga gli intervalli di manutenzione: questa è la spina dorsale matematica della superiorità del filo a cuneo.
5. Tipi strutturali & Rinforzo meccanico
La decisione tra uno standard, anello terminale, flangia, asta rinforzata, telaio, o il cilindro ad anello è puramente meccanico. Non ha nulla a che fare con la filtrazione e tutto a che fare con l'installazione e la sopravvivenza. Un cilindro di tipo standard con piano, i bordi non modificati sono ciò che usi quando lo schermo scorre in un alloggiamento con una guarnizione terminale. L'alloggiamento stesso fornisce il supporto strutturale contro la pressione radiale. Se si tenta di utilizzare questa configurazione in un filtro raschiatore in cui le lame del raschiatore entrano in contatto con la superficie dello schermo, il bordo non supportato si deformerà. Il raschiatore colpisce il primo avvolgimento del filo, lo spinge verso l'interno, e all'improvviso si crea uno spazio tra lo schermo e l'alloggiamento che bypassa l'intero processo di filtraggio.

Per collasso sotto pressione esterna, gli anelli di rinforzo interni aumentano notevolmente la pressione critica. La formula della pressione di collasso per un cilindro irrigidito con anello:
Dove \(n_r) è il numero di anelli interni. Aggiunta 3 gli anelli possono aumentare la resistenza al collasso da 2 barra oltre 12 bar. Gli schermi a telaio sono quelli che subiscono le maggiori sollecitazioni nei filtri a tamburo minerari, dove il reticolo esterno assorbe l'impatto. I cilindri con stelo rinforzato con steli longitudinali esterni aumentano la rigidità alla flessione tramite il teorema degli assi paralleli, impedendo la deflessione del cantilever nei filtri con controlavaggio automatico.
6. Casi di studio specifici per l'applicazione & Approfondimenti sugli appalti
Consideriamo un impianto di desalinizzazione in Medio Oriente che utilizza cilindri con grigliatura a cuneo come filtri di aspirazione per l'alimentazione ad osmosi inversa. La temperatura dell'acqua del mare è di 35°C, salinità 45,000 ppm TDS, e il potenziale di incrostazione biologica è estremo. L'impianto originariamente utilizzava filtri a piastre forate con 3 fori da mm. Si sono intasati ogni 48 ore, richiedendo a un subacqueo di pulirli manualmente. La caduta di pressione attraverso l'aspirazione è passata da 0.1 barra a 1.5 bar in quel periodo, affamando le pompe ad alta pressione. L'impianto è passato a 3 Cilindri di filo a cuneo con fessura da mm realizzati da 2507 super duplex. La geometria della fessura continua e quella liscia, la superficie interna non turbolenta riduce il punto di attacco dei biofilm. La frequenza della pulizia è scesa a ogni 21 giorni. Ancora più importante, la caduta di pressione pulita era 0.08 bar, e dopo 20 giorni è solo aumentato 0.3 bar. Solo il risparmio energetico ha pagato la conversione in 11 mesi. L'ingegnere degli appalti che ha preso quella decisione ha mantenuto il lavoro e ha ottenuto una promozione. Quello che ha scelto la lamiera forata più economica? Sono stati riassegnati alla logistica.

Un altro caso: un impianto di trattamento chimico 98% acido solforico a 80°C. I materiali standard di costruzione sono grafite o teflon, ma quelli mancano di resistenza meccanica. L'impianto utilizzava una pompa di alimentazione centrifuga con un cestello a griglia metallica a cuneo per proteggere gli ugelli dalla contaminazione da particelle. Inizialmente, hanno usato schermi 316L. I tassi di corrosione erano 0.5 mm all'anno, ma il vero fallimento fu la formazione di bolle di idrogeno derivanti dalla reazione di riduzione dell'acido. Passato al 310S, che ha un contenuto di silicio più elevato per formare uno strato di silice passiva. Il tasso di corrosione è sceso a 0.02 mm all'anno. Ma gli schermi del 310S cominciavano a cedere rompendosi 14 mesi. Abbiamo scoperto che il problema era il ciclo termico. Il processo presentava una condizione alterata che respingeva i vapori acidi attraverso lo schermo, riscaldandolo a 150°C, poi l'alimentazione fredda lo ha spento a 80°C. La mancata corrispondenza del coefficiente di dilatazione termica tra il filo 310S e le aste di supporto (anche 310S, ma con orientamento della fibra diverso dalla laminazione) creato stress ciclici. La soluzione era passare a un cilindro interamente Hastelloy C-276. La dilatazione termica è uniforme, e la lega ha un'elevata duttilità. Il costo era 4 volte quello del 310S, ma il cilindro è stato in servizio per 7 anni. L'ingegnere responsabile degli acquisti ha collaborato con il produttore per implementare un programma di sostituzione di 8 anni, standardizzazione sul C-276 su più pompe per ottenere prezzi in base al volume.
L'industria dei cilindri per retini a cuneo si è evoluta da un business di materie prime a un campo di soluzioni ingegneristiche. I prodotti economici provenienti dalle regioni a basso costo sembrano identici in una fotografia, ma in funzione, la differenza è netta. Un cilindro realizzato in 316L con 30% il contenuto riciclato e la saldatura non controllata avranno inclusioni, porosità, e una HAZ che si corrode. Un cilindro equivalente realizzato in 316L vergine con una chimica certificata, saldato con procedimento qualificato, e la soluzione ricotta sopravviverà. La differenza di prezzo potrebbe essere 25%. La differenza nel costo del ciclo di vita è spesso 300% o più. Fai la scelta intelligente.






{kind=link}