
Optimización de la pantalla de pozo de agua: Compensación entre control de arena, Rendimiento del flujo, y tendencia a taponarse
marzo 14, 2026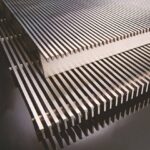
Paneles de pantalla de alambre de cuña personalizados
Mayo 24, 2026Cilindros de malla de alambre tipo cuña: Ingeniería & Guía de especificaciones
El recurso definitivo para la filtración de alta carga: Dimensiones, Grados de materiales, Tipos de refuerzo, y optimización del caudal industrial.
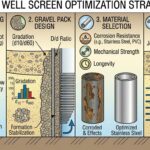
1. Principios de filtración avanzados de los cilindros de alambre tipo cuña
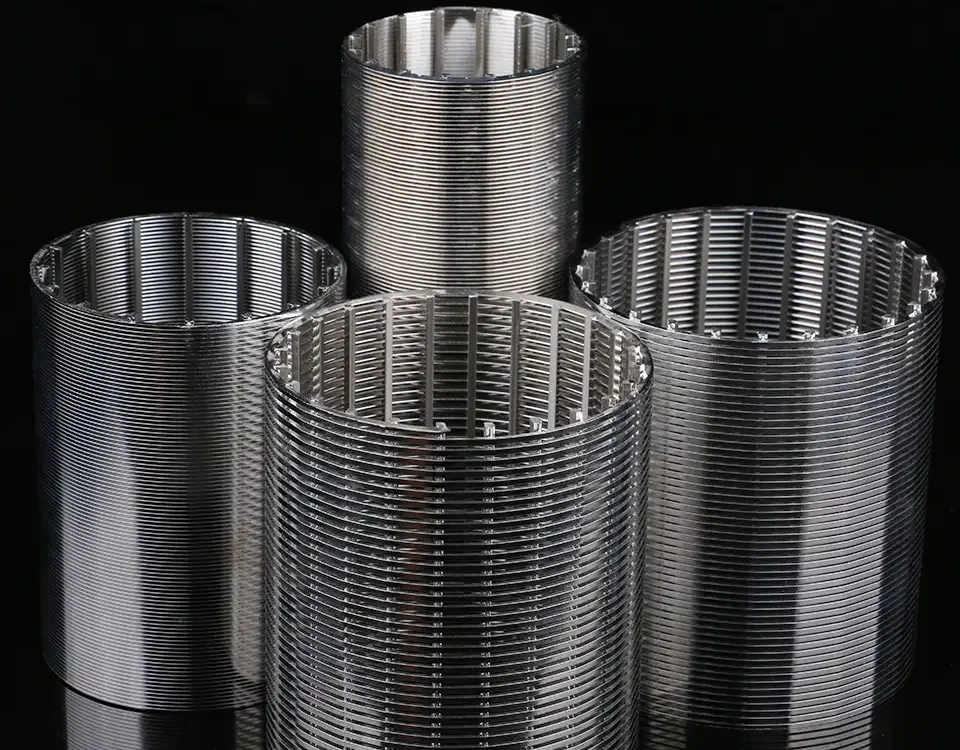
Cilindros de malla de alambre tipo cuña representan el pináculo de la tecnología de filtración de servicio pesado. A diferencia de los tubos convencionales perforados o ranurados, Estos cilindros están construidos utilizando un alambre de perfil continuo en forma de V enrollado en espiral alrededor de varillas de soporte longitudinales.. Este diseño crea una no estorbar “V” abertura que se ensancha por dentro, Asegurar que las partículas solo hagan contacto en dos puntos con la superficie..

En comparación con la malla estándar o el tubo ranurado, Los cilindros envueltos en alambre ofrecen un precio significativamente mayor. área abierta efectiva. Esta ventaja geométrica reduce el consumo de energía al reducir la caída de presión a través de la pantalla y al mismo tiempo aumenta el caudal de filtración en aplicaciones de alta viscosidad..
Características funcionales clave:
- Apertura de ranura continua: Maximiza la relación entre el área abierta y la superficie total..
- Geometría autolimpiante: El perfil en V evita el alojamiento permanente de partículas.
- Alta resistencia radial: Capaz de soportar presiones extremas de colapso.
- Precisión de ranura uniforme: Disponible con tolerancias tan bajas como ±0,01 mm.
- Mantenimiento mínimo: La superficie lisa facilita el retrolavado/raspado.
- Dirección de flujo versátil: Optimizado para FOTI (Flujo de salida a entrada) o FITO.
2. Ficha Técnica: Materiales & Límites dimensionales
Para garantizar la longevidad estructural en ambientes hidrogeológicos o químicos corrosivos., Nuestros cilindros de criba están fabricados con aleaciones de primera calidad con alta resistencia mecánica..
Mesa 1: Compatibilidad de grados de materiales
| Categoría de material | Grados estándar | Entorno ideal |
|---|---|---|
| Inoxidable austenítico | SS 304, 316L, 321, 310S | comida general, aceite, y tratamiento de agua. |
| Acero dúplex | Duplex 2205, 2507 | Alto cloruro, salina, y desalinización de agua de mar. |
| Aleaciones con alto contenido de níquel | Hastelloy C276, Inconel 625 | Procesamiento químico extremadamente ácido y de alta temperatura.. |
| Metales exóticos | Aleación de titanio, Monel 400 | Aeroespacial, marítimo, y filtración altamente especializada. |
Mesa 2: Geométrico & Rangos dimensionales
| Parámetro | Valor mínimo | Valor máximo |
|---|---|---|
| Tamaño de ranura (Abertura) | 0.02 mm | 10.0 mm |
| Diámetro del cilindro | 100 mm | 1,200 mm |
| Longitud del cilindro | 50 mm | 4,000 mm (4.0 m) |
| Tolerancia de ranura | ± 0.01 mm | ± 0.05 mm |
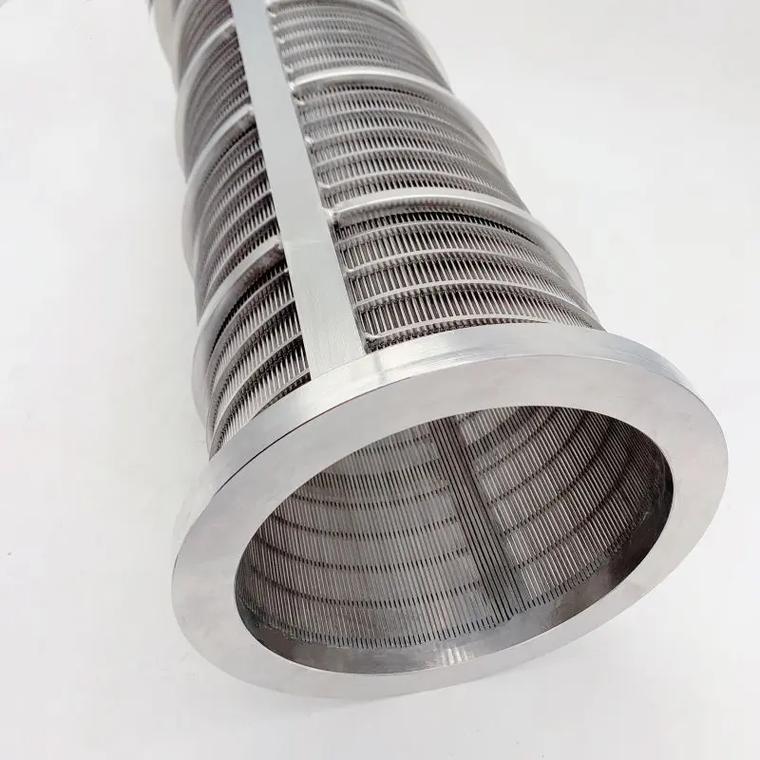
3. Sistemas de conectores & Geometría de borde
El método de instalación dicta la configuración del borde del cilindro de malla de alambre tipo cuña.. Proporcionamos tres tipos de conexión diseñados con precisión para facilitar una integración perfecta en filtros de limpieza automática y cribas de tambor giratorio..
Borde plano estándar
Bordes no modificados para soldadura directa o conexiones deslizantes.. Ideal para poco estrés., Unidades de filtración estática donde la simplicidad es clave..
Tipo de anillo final
Cuenta con anillos mecanizados de alta resistencia para mayor estabilidad mecánica.. Diseñado para recolectores industriales de alta presión y equipos vibratorios..
Conector de brida
Bridas integradas para atornillar o sujetar (ANSI/DIN) para una rápida eliminación, limpieza, y mantenimiento en industrias de alto saneamiento.
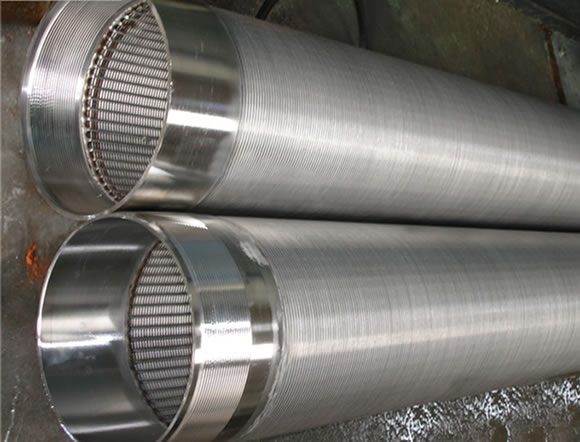
4. Matriz de refuerzo para aplicaciones de carga pesada
En escenarios que involucren exploración hidrogeológica o desarrollo geotérmico, Los cilindros estándar pueden enfrentar riesgo de colapso. Nuestros diseños reforzados extienden la integridad estructural hasta 400%.
| Tipo de refuerzo | Característica estructural | Caso de uso principal |
|---|---|---|
| Varilla de refuerzo | Barras pesadas longitudinales internas | Deshidratación minera & tratamiento de aguas residuales. |
| Tipo de marco | Jaula de exoesqueleto externo | Filtros de tambor & equipo de alta vibración. |
| Tipo de anillo | Anillos internos circunferenciales | geotérmica & exploración hidrogeológica. |
5. Escenarios de implementación sectoriales
La versatilidad de Cilindros de malla de alambre tipo cuña los convierte en el estándar industrial para la separación líquido-sólido en varios sectores de alta carga.
Petroquímico & refinación
Utilizado en filtración de petróleo crudo y recuperación de catalizadores.. La capacidad de resistir la erosión química garantiza un tiempo de funcionamiento operativo a largo plazo..
Agua & Gestión de aguas residuales
Fundamental para la desalinización de agua de mar y el tratamiento terciario de aguas residuales. Filtra eficazmente partículas finas sin una pérdida de carga significativa.
Alimentos & Procesamiento de bebidas
Aplicaciones en el refinado de azúcar, clarificación de jugo, y filtración en cervecerías donde la fácil limpieza e higiene son primordiales.
Ganado & Agricultura
Filtración primaria para sistemas de tratamiento de desechos ganaderos y unidades de eliminación de desechos de alimentos orgánicos..
6. Seguro de calidad & Inspección metrológica
Cada cilindro de criba de alambre tipo cuña se somete a un riguroso proceso de inspección multipunto para garantizar el cumplimiento mecánico de las normas ASTM e ISO..
| Punto de inspección | Protocolo de prueba |
|---|---|
| Precisión de la ranura | Metrología láser y comprobaciones puntuales de calibradores digitales en 20 agujas. |
| Integridad de la soldadura | Pruebas de tintes penetrantes e inspección visual microscópica.. |
| Concentricidad | Verificación de redondez con comparador rotacional (típicamente < 0.5 mm). |
| Pureza de los materiales | Análisis espectrográfico (PMI) para confirmar la composición química de las aleaciones. |
Optimice su infraestructura de filtración hoy
Nuestros ingenieros están listos para ayudarlo con diseños de alambre de cuña personalizados para su presión específica., temperatura, y requisitos químicos.
Palabras clave: Wedge Wire Cilindro de pantalla, Tamaño de ranura 0.02 mm, Filtro de acero inoxidable 316L, Pantalla de tambor rotatorio, Filtro raspador de alambre en V, YO ASI 9001 Fabricante de filtración.
“`
Cilindros de malla de alambre tipo cuña: Ingeniería para filtración de alta carga & Condiciones de servicio extremas
1. Buceo técnico profundo & Ciencia material
Caminar sobre el piso de una refinería o una instalación de tratamiento de agua., La diferencia entre una revisión de mantenimiento de rutina y una parada de emergencia a menudo se reduce a un solo componente.: el elemento de filtración. Las placas perforadas estándar o los cilindros de malla se pandean bajo altas presiones diferenciales. Pero los cilindros de criba de alambre en forma de cuña? Operan en una liga diferente.. Estos no son solo filtros; son miembros estructurales que soportan carga y que filtran. La geometría en sí es una muestra de eficiencia brutalista: un alambre de perfil continuo en forma de V enrollado alrededor de un conjunto de varillas de soporte longitudinales.. Cada intersección es una soldadura de precisión., creando una ranura que diverge hacia adentro. esta es la clave. Las partículas que pasan por el estrecho espacio externo se encuentran en un canal en expansión., lo que significa que no pueden alojarse. Compare esto con una ranura cortada con láser o un tejido de malla donde las partículas se aprietan más con cada ciclo de presión.. Esa acción de cuña es lo que mata los caudales y requiere un retrolavado.. Con alambre de cuña, La característica de autolimpieza está integrada en la física..

El proceso de selección de materiales para un escenario de alta carga es donde la mayoría de los equipos de ingeniería pierden el sueño.. UN 304 El cilindro de acero inoxidable puede parecer idéntico a una variante 316L, pero deja eso 304 en un ambiente marino rico en cloruros o en un lavado químico con trazas de ácidos, y el agrietamiento por corrosión bajo tensión se propagará desde la zona afectada por el calor de la soldadura en unos meses.. Personalmente he sido testigo de una 304 La pantalla de alambre en forma de cuña en una aplicación de toma de agua de mar no falla debido a una sobrecarga mecánica., pero debido a que la microestructura en la unión de soldadura se sensibilizó. Carburos de cromo precipitados en los límites de grano., dejando una zona empobrecida en cromo que se corroía a un ritmo de 3 mm por año. El equivalente 316L, con su adición de molibdeno y menor contenido de carbono, corrió durante siete años sin ningún incidente en boxes. Por eso un ingeniero de adquisiciones debe mirar más allá del precio de compra.. El costo real es el rendimiento del ciclo de vida en condiciones de medios específicas..
Para ambientes verdaderamente agresivos: ácido sulfúrico concentrado caliente, cloro húmedo, o salmueras de alta temperatura: pasamos al ámbito de las aleaciones de níquel y titanio. Los cilindros de alambre en forma de cuña Hastelloy C-276 son casi míticos por su resistencia a la corrosión localizada.. El alto contenido de molibdeno y tungsteno de la aleación estabiliza la película pasiva incluso en condiciones reductoras.. Pero hay una compensación. El mecanizado y soldadura de Hastelloy requiere un estricto control del aporte de calor. Exceda los 200 °C de temperatura entre pasadas y corre el riesgo de segregación de fases intermetálicas de níquel-molibdeno, que fragiliza el alambre. Cilindros de aleación de titanio., típicamente grado 2 o Grado 7 para filtración, Ofrecen una resistencia inigualable a los ácidos y cloruros oxidantes., pero el titanio es altamente reactivo con el oxígeno a las temperaturas de soldadura.. Necesita protección de gas inerte tanto en la parte delantera como trasera de la soldadura.. Un solo error en el flujo del gas de purga crea contaminación de caso alfa: una frágil, Capa rica en oxígeno que se agrieta con la vibración.. Estos son los matices que separan un cilindro funcional de una falla en campo.
El rango de apertura de la ranura de 0.02 mm a 10 mm cubre todo, desde la recuperación fina de catalizadores hasta la deshidratación gruesa de relaves mineros. Pero especificar la ranura no se trata sólo de la retención del tamaño de las partículas.. Se trata del porcentaje de área abierta.. Un tubo ranurado convencional con agujeros perforados podría lograr 15-20% área abierta. Un cilindro de alambre en forma de cuña con el mismo diámetro exterior puede golpear 40-60% área abierta porque la ranura continua gira en espiral alrededor de toda la circunferencia sin interrupción. Esta área abierta reduce directamente la velocidad de la cara a través de la pantalla.. Una velocidad frontal más baja significa una caída de presión más baja para un caudal determinado, lo que se traduce directamente en ahorros de energía en la bomba. Podemos cuantificar esto, y luego entraremos en las matemáticas. Pero intuitivamente: un filtro que crea menos resistencia permite que la bomba aguas arriba funcione a una presión de descarga más baja, ahorrando kilovatios-hora todos los días.
Diámetros de cilindro desde 100 mm hasta 1200 mm y longitudes a 4 Los metros son estándar., pero el sucio secreto de la industria es que la verdadera ingeniería ocurre en entornos no estándar.. UN 1200 El cilindro de mm de diámetro para un espesador de tambor giratorio en una fábrica de papel tiene que soportar no solo la presión interna sino también la carga de flexión de la rotación del tambor y el peso de los sólidos deshidratados que se acumulan en el exterior.. Las varillas de soporte dentro del cilindro de alambre en forma de cuña no son uniformes.. Su espaciamiento y diámetro se calculan en función de la presión diferencial y la rigidez requerida para evitar la deflexión del alambre.. Si una varilla de soporte es demasiado delgada o está demasiado separada, El cable en V que se extiende entre ellos se desvía bajo presión.. Esta desviación abre la ranura más que la especificación., lo que permite “fluido sucio” para pasar por alto la pantalla. Esa es una falla catastrófica para un sistema de filtración.. Los fabricantes con experiencia saben que el perfil de la barra de soporte, ya sea triangular, cuadrado, redondo, pletina, o gota de agua: cambia la distribución del estrés.. una varilla triangular, por ejemplo, Crea una interfaz de soldadura más nítida pero ofrece menos superficie para la unión de soldadura en comparación con una barra plana.. El perfil de la gota de agua es un híbrido., Diseñado para reducir la turbulencia del flujo detrás de la varilla., Minimizar la erosión en aplicaciones de alta velocidad..
2. Tablas completas de datos de materiales
2.1 Aceros inoxidables austeníticos (304, 316L, 321, 310S)
Estos son los caballos de batalla del mundo del alambre en cuña. sin emabargo, Los ingenieros de adquisiciones deben verificar la “L” grado para aplicaciones soldadas. La siguiente tabla muestra las diferencias críticas..
| Parámetro | 304 | 316L | 321 | 310S |
|---|---|---|---|---|
| Composición química (% en peso) | C≤0,08, cr 18-20, En 8-10.5, Mn≤2, y ≤1, P≤0,045, S≤0,03 | C≤0,03, cr 16-18, En 10-14, Mes 2-3, Mn≤2, y ≤1, P≤0,045, S≤0,03 | C≤0,08, cr 17-19, En 9-12, Diez 5xC min, Mn≤2, y ≤1, P≤0,045, S≤0,03 | C≤0,08, cr 24-26, En 19-22, Mn≤2, Y ≤1,5, P≤0,045, S≤0,03 |
| Propiedades físicas | Densidad 8.00 gramos/cm³, Fusión 1400-1450°C, Resistividad 72 µΩ·m | Densidad 8.00 gramos/cm³, Fusión 1375-1400°C, Resistividad 74 µΩ·m | Densidad 7.90 gramos/cm³, Fusión 1400-1425°C, Resistividad 72 µΩ·m | Densidad 7.98 gramos/cm³, Fusión 1400-1450°C, Resistividad 78 µΩ·m |
| Mecánico (recocido) | Resistencia a la tracción 515 MPA, Producir 205 MPA, elong. 40%, HB≤201 | Resistencia a la tracción 485 MPA, Producir 170 MPA, elong. 40%, HB≤217 | Resistencia a la tracción 515 MPA, Producir 205 MPA, elong. 40%, HB≤217 | Resistencia a la tracción 515 MPA, Producir 205 MPA, elong. 40%, HB≤217 |
| Fabricación & Tratamiento térmico | Recocido en solución 1010-1120°C, apagar el agua. Sensibilización 450-850°C. | Recocido en solución 1010-1120°C, enfriamiento rápido. El contenido de molibdeno requiere una temperatura de solución más alta.. | Estabilizado con Ti; recocido en solución 1095-1120°C. Ti previene el carburo de Cr. | Totalmente austenítico; recocido en solución 1040-1150°C. Alto Cr/Ni resiste la fase sigma. |
| Estándares equivalentes | DIN 1.4301, ASTM A240, SUS304 | DIN 1.4404, ASTM A240, SUS316L | DIN 1.4541, ASTM A240, SUS321 | DIN 1.4845, ASTM A240, SUS310S |
2.2 Aceros dúplex (2205, 2507)
| Parámetro | Duplex 2205 (1.4462) | Súper Dúplex 2507 (1.4410) |
|---|---|---|
| Composición química (% en peso) | C≤0,03, cr 22-23, En 4.5-6.5, Mes 3-3.5, norte 0.14-0.2, Mn≤2, y ≤1, Madera 35-38 | C≤0,03, cr 24-26, En 6-8, Mes 3-4, norte 0.24-0.32, Mn≤1,2, Madera >42 |
| Propiedades físicas | Densidad 7.8 gramos/cm³, Fusión 1420-1460°C, Resistividad 80 µΩ·m | Densidad 7.8 gramos/cm³, Fusión 1390-1440°C, Resistividad 82 µΩ·m |
| Mecánico (Solución recocida) | Resistencia a la tracción 620 MPA, Producir 450 MPA, elong. 25%, HB≤290 | Resistencia a la tracción 800 MPA, Producir 550 MPA, elong. 25%, HB≤310 |
| Fabricación & Tratamiento térmico | Recocido en solución 1020-1100°C, apagar el agua. Evite la fragilidad a 475°C, fase sigma. Entrada de calor de soldadura 0.5-2.5 kJ/mm. | Recocido en solución 1040-1120°C, enfriamiento más lento. Se recomienda relleno sobrealeado. |
| Estándares equivalentes | ASTM A789/A790, EN 10216-5, SUS 329J3L | ASTM A789/A790, NORSOK M-650, DIN 1.4410 |
2.3 Aleaciones de alto rendimiento (Hastelloy, Titanio)
| Parámetro | Hastelloy C-276 | Grado de titanio 2 (EE.UU. R50400) | Grado de titanio 7 (EE.UU. R52400) |
|---|---|---|---|
| Composición química (% en peso) | Ni bal., cr 14.5-16.5, Mes 15-17, fe 4-7, W. 3-4.5, C≤0,01 | Eres calvo., O≤0,25, Fe≤0,30, C≤0,08, norte≤0,03, H≤0,015 | Eres calvo., PD 0.12-0.25, O≤0,25, Fe≤0,30, C≤0,08, norte≤0,03 |
| Propiedades físicas | Densidad 8.89 gramos/cm³, Fusión 1325-1370°C, Resistividad 130 µΩ·m | Densidad 4.51 gramos/cm³, Fusión 1660-1670°C, Resistividad 55 µΩ·m | Densidad 4.51 gramos/cm³, Fusión 1660-1670°C, Resistividad 56 µΩ·m |
| Mecánico (recocido) | Resistencia a la tracción 690 MPA, Producir 283 MPA, elong. 40%, HRC≤35 | Resistencia a la tracción 345 MPA, Producir 275 MPA, elong. 20%, HB ≤150 | Resistencia a la tracción 345 MPA, Producir 275 MPA, elong. 20%, HB ≤150 |
| Fabricación & Tratamiento térmico | Recocido en solución 1120-1175°C, apagar el agua. Condiciones limpias, entrepaso <150° C. | Alivio del estrés 480-595°C. La soldadura requiere raíz de argón puro & rostro. Evite la contaminación por oxígeno. | Igual que el grado 2 con adición de Pd; excelente en ácidos reductores. Tratamiento térmico idéntico. |
| Estándares equivalentes | ASTM B574, DIN 2.4819, EE. UU. N10276 | ASTM B265, DIN 3.7035, JIS H4600 TP270C | ASTM B265, DIN 3.7235, BS TA7 |
3. Fabricación & Protocolos de tratamiento térmico
Caminando por una línea de fabricación de cilindros de alambre en forma de cuña, se ve una secuencia de operaciones que parece engañosamente simple. Pero el diablo vive en los detalles del proceso de soldadura.. La operación de bobinado continuo crea una costura de soldadura helicoidal en cada intersección del alambre en V y la varilla de soporte.. Esta es la soldadura por resistencia., Normalmente se utiliza un pulso de alta frecuencia.. La máquina enrolla el alambre perfilado bajo tensión., y una corriente de soldadura pasa a través del punto de contacto. El calor es generado por la resistencia eléctrica del propio cable.. Si la tensión es demasiado baja, el cable no encaja correctamente, creando una brecha que se convierte en un camino de fuga. si es demasiado alto, el cable V se adelgaza, reduciendo su sección transversal y creando un punto débil que se agrietará bajo carga de presión cíclica. Un operador experimentado puede sentir la tensión correcta por el sonido del cabezal de bobinado y el color del destello de soldadura.. No puedes programar eso en un código CNC genérico.; es conocimiento táctil.
Después de enrollar, el cilindro se corta a medida, y los anillos terminales o bridas están soldados. Aquí es donde la cuestión del tratamiento térmico se vuelve crítica.. Un cilindro de 316L recocido podría tener una excelente resistencia a la corrosión, pero la zona afectada por el calor al unir una brida de acero al carbono usando metal de relleno inadecuado destruye esa propiedad. La regla para el acero inoxidable dúplex es aún más estricta. Soldadura 2205 sin controlar el aporte de calor entre 0.5 y 2.5 kJ/mm y una temperatura entre pasadas inferior a 150 °C precipitarán el nitruro de cromo y la fase sigma.. Estos son intermetálicos frágiles que también roban cromo a la matriz circundante., convirtiendo su costosa pantalla dúplex en una trampa contra la corrosión. Recuerdo un caso en el que un conjunto de 2205 Los cilindros de alambre en forma de cuña para un filtro de inyección de agua submarina fallaron en 11 meses. La autopsia reveló que el contenido de ferrita había disminuido del nivel requerido. 40-60% a solo 12% en la ZAC de soldadura. El fabricante había utilizado un aporte de calor de 3.8 kJ/mm y sin enfriamiento entre pasadas. La solución? Un recocido de solución completa a 1070 °C seguido de un enfriamiento con agua restauró el equilibrio de fases., pero los cilindros estaban deformados más allá de la tolerancia. Todo el lote fue raspado..
Para grado de titanio 2 cilindros, la atmósfera de soldadura lo es todo. Las soldaduras deben realizarse en una cámara retropurgada con argón hasta que la temperatura del metal descienda por debajo de 400°C.. Cualquier exposición al aire por encima de esa temperatura hace que la zona de soldadura adquiera un color pajizo revelador: eso es oxidación.. Azul oscuro o gris indica contaminación catastrófica. La capa frágil, llamado caso alfa, tiene valores de dureza superiores 400 HV mientras el metal base está 150 Hv. Bajo vibración de una bomba aguas arriba, Las grietas se inician en la capa dura y se propagan a través de la soldadura.. La única reparación es recortar y volver a soldar toda la unión., A menudo se pierden varias pulgadas de longitud del cilindro.. dicho eso, un cilindro de alambre de cuña de titanio debidamente soldado en una planta de ósmosis inversa de agua de mar durará más que el edificio en el que está instalado. He visto grado 7 pantallas de titanio con paladio que han estado en servicio de salmuera caliente durante 18 años, sin picaduras, sin corrosión por grietas.
4. Modelado matemático de la filtración & Hidráulica
Hablemos de números, porque los ingenieros de adquisiciones necesitan justificar las decisiones con datos. La ecuación fundamental que gobierna el flujo a través de una pantalla de alambre tipo cuña no es la simple ecuación del orificio., sino más bien una versión modificada de la ley de Hagen-Poiseuille para el flujo de rendijas. Considere una sola ranura de ancho \(w\) y longitud \(L\) (la longitud de la ranura a lo largo del eje del cilindro). Para una aproximación rectangular de la ranura en V, diámetro hidráulico \(D_h = 4 \veces (w \times d)/(2(w+d)) \approx 2w\). Caída de presión por ranura:
Para todo el cilindro con N ranuras y caudal total Q_total, la caída de presión de la pantalla limpia se vuelve:
Evolución del bloqueo: \( \delta p(t) = \Delta p_0 ( 1 + \alpha \cdot \frac{q t}{A_{abierto}} ) \). La relación de área abierta:
Esfuerzo cortante durante el retrolavado: \( \tau = \frac{w}{2} \cdot \frac{\delta p}{L} \) y flujo de retrolavado requerido:
Estas ecuaciones permiten a los ingenieros optimizar el ancho de la ranura., Espaciado de varillas de soporte y predicción del consumo de energía a lo largo del tiempo.. Un área abierta más alta minimiza la tasa de incrustaciones y extiende los intervalos de servicio: esta es la columna vertebral matemática de la superioridad del alambre en forma de cuña.
5. Tipos estructurales & Refuerzo Mecánico
La decisión entre un estándar, anillo final, brida, varilla reforzada, marco, o cilindro anular es puramente mecánico. No tiene nada que ver con la filtración y sí con la instalación y la supervivencia.. Un cilindro de tipo estándar con plano, bordes sin modificar es lo que se usa cuando la pantalla se desliza dentro de una carcasa con un sello final. La propia carcasa proporciona el soporte estructural contra la presión radial.. Si intenta utilizar esta configuración en un filtro raspador donde las cuchillas raspadoras hacen contacto con la superficie de la pantalla, el borde sin soporte se deformará. El rascador golpea la primera envoltura de alambre., lo empuja hacia adentro, y de repente tienes un espacio entre la pantalla y la carcasa que pasa por alto todo el proceso de filtración.

Por colapso bajo presión externa., Los anillos de refuerzo internos aumentan drásticamente la presión crítica.. La fórmula de la presión de colapso para un cilindro reforzado con anillos.:
Dónde \(n_r\) es el número de anillos internos. Añadiendo 3 Los anillos pueden aumentar la resistencia al colapso de 2 barra a más 12 bar. Las cribas de tipo marco reciben el mayor castigo en los filtros de tambor para minería, donde la red externa absorbe el impacto. Los cilindros de vástago reforzados con varillas longitudinales externas aumentan la rigidez a la flexión mediante el teorema de los ejes paralelos, Prevención de la deflexión del voladizo en filtros de retrolavado automático..
6. Estudios de casos específicos de aplicaciones & Información sobre adquisiciones
Considere una planta desalinizadora en el Medio Oriente que utiliza cilindros de malla de alambre tipo cuña como filtros de entrada para la alimentación de ósmosis inversa.. La temperatura del agua de mar es de 35°C., salinidad 45,000 ppm TDS, y el potencial de contaminación biológica es extremo. Originalmente la planta utilizaba filtros de placas perforadas con 3 mm agujeros. Ellos obstruyeron cada 48 horas, Requerir que un buzo los limpie manualmente.. La caída de presión a través de la admisión pasó de 0.1 barra a 1.5 bar en ese momento, hacer morir de hambre a las bombas de alta presión. La planta cambió a 3 Cilindros de alambre con ranura de mm hechos de 2507 súper dúplex. La geometría de ranura continua y la suave, La superficie interna no turbulenta redujo el punto de unión de las biopelículas.. La frecuencia de limpieza se redujo a cada 21 días. Más importante aún, la caída de presión limpia fue 0.08 bar, y después 20 días solo subió a 0.3 bar. El ahorro de energía por sí solo pagó la conversión en 11 meses. El ingeniero de adquisiciones que tomó esa decisión mantuvo su trabajo y obtuvo un ascenso.. El que se quedó con la chapa perforada más barata? Fueron reasignados a logística..

Otro caso: una planta de procesamiento de productos químicos 98% ácido sulfúrico a 80°C. Los materiales estándar de construcción son grafito o teflón., pero esos carecen de resistencia mecánica. La planta utilizó una bomba de alimentación centrífuga con una cesta de alambre tipo cuña para proteger las boquillas de la contaminación por partículas.. Inicialmente, Usaron pantallas 316L.. Las tasas de corrosión fueron 0.5 mm por año, pero el verdadero fracaso fue la formación de ampollas de hidrógeno debido a la reacción de reducción ácida.. Cambiado a 310S, que tiene un mayor contenido de silicio para formar una capa de sílice pasiva. La tasa de corrosión cayó a 0.02 mm por año. Pero las pantallas del 310S fallaron al agrietarse después 14 meses. Descubrimos que el problema era el ciclo térmico.. El proceso tuvo una condición alterada que expulsó vapor ácido a través de la pantalla., calentándolo a 150°C, luego la alimentación en frío lo apagó a 80°C. El coeficiente de expansión térmica no coincide entre el cable 310S y las varillas de soporte. (también 310S, pero con una orientación de grano diferente a la del laminado) tensiones cíclicas creadas. La solución fue cambiar a un cilindro totalmente Hastelloy C-276.. La expansión térmica es uniforme., y la aleación tiene alta ductilidad. El costo fue 4 veces mayor que el del 310S., pero el cilindro ha estado en servicio durante 7 años. El ingeniero de adquisiciones trabajó con el fabricante para implementar un cronograma de reemplazo de 8 años, estandarizar el C-276 en múltiples bombas para obtener precios por volumen.
La industria de los cilindros de criba de alambre tipo cuña ha evolucionado de un negocio de productos básicos a un campo de soluciones de ingeniería.. Los productos baratos de regiones económicas parecen idénticos en una fotografía, pero en funcionamiento, la diferencia es marcada. Un cilindro hecho de 316L con 30% El contenido reciclado y la soldadura no controlada tendrán inclusiones., porosidad, y una ZAT que se corroe. Un cilindro equivalente fabricado con 316L virgen con una química certificada., soldado con un procedimiento calificado, y la solución recocida sobrevivirá. La diferencia de precio puede ser 25%. La diferencia en el costo del ciclo de vida es a menudo 300% o más. Toma la decisión inteligente.






{kind=link}