

Cilindros de malla de alambre tipo cuña
abril 29, 2026
Filtros de pozo de alambre de cuña
Junio 13, 2026
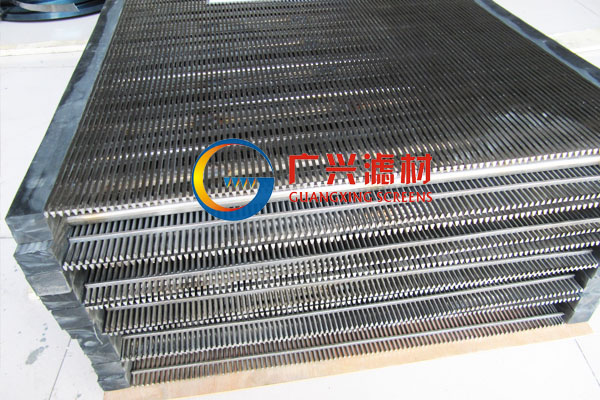
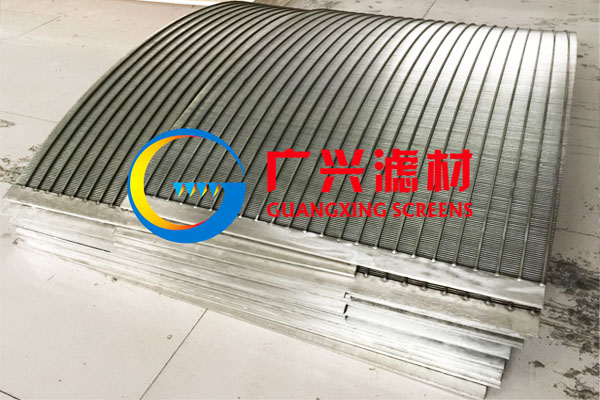
Wedge Wire paneles de la pantalla:
El compendio técnico definitivo para paneles industriales de pantalla plana de alambre tipo cuña, Placas de tamiz vibratorias, y sustratos de filtración de superficies de alta precisión: Matrices de dimensiones integrales, Métricas de flujo hidráulico, y geometrías de perfil completas.
2. Matrices de materiales
3. Perfiles Estructurales
4. Tolerancias geométricas
5. Fórmulas de área abierta
6. Aplicaciones
7. Preguntas técnicas frecuentes
1. Descripción general del sistema & Características mecánicas funcionales
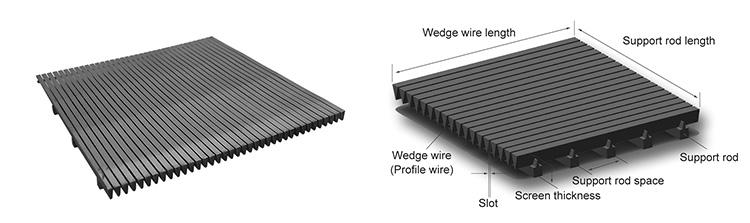
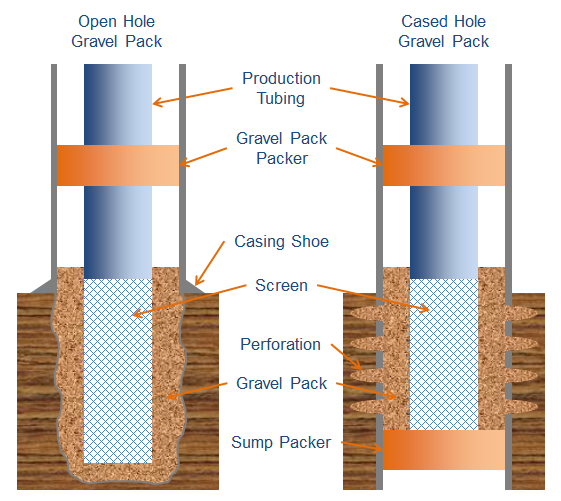
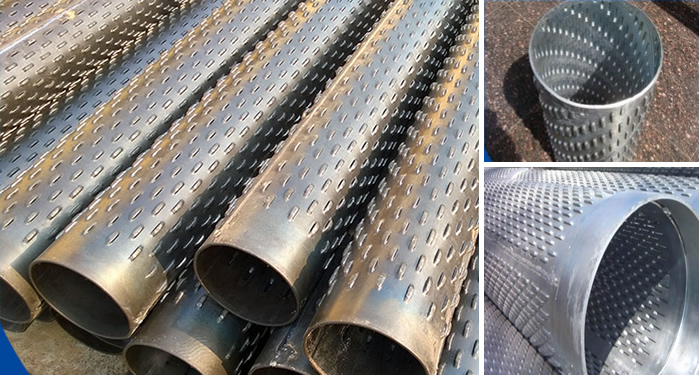
Industrial paneles de pantalla de alambre de la cuña, también designado en marcos avanzados de dinámica de fluidos como pantallas planas de alambre de cuña o paneles de filtro planos personalizados, representan medios de filtración de superficie estructural de alta ingeniería. Estos paneles especializados se construyen alineando con precisión bucles continuos de perfil de alambre en forma de V sobre perfiles de soporte orientados transversalmente.. Cada unión que se cruza entre el alambre en forma de cuña y la subestructura de soporte se une estructuralmente mediante soldadura de resistencia avanzada. (Soldadura por resistencia eléctrica – REG) o procesos de fusión por inducción de alta frecuencia.
Este método de fabricación continua crea una estructura altamente rígida., Panel plano singular caracterizado por tolerancias de ranura uniformes y una sección transversal estructural que no se obstruye.. El perfil de la superficie en forma de V presenta un afilado, Borde de apertura estrecho que se amplía hacia el interior.. Esta configuración única garantiza que a medida que las partículas ingresan a la ranura, Se eliminan inmediatamente mediante la corriente fluidodinámica o las fuerzas de vibración mecánica., Previniendo eficazmente la ceguera estructural y vinculante..
Atributos clave del desempeño operativo:
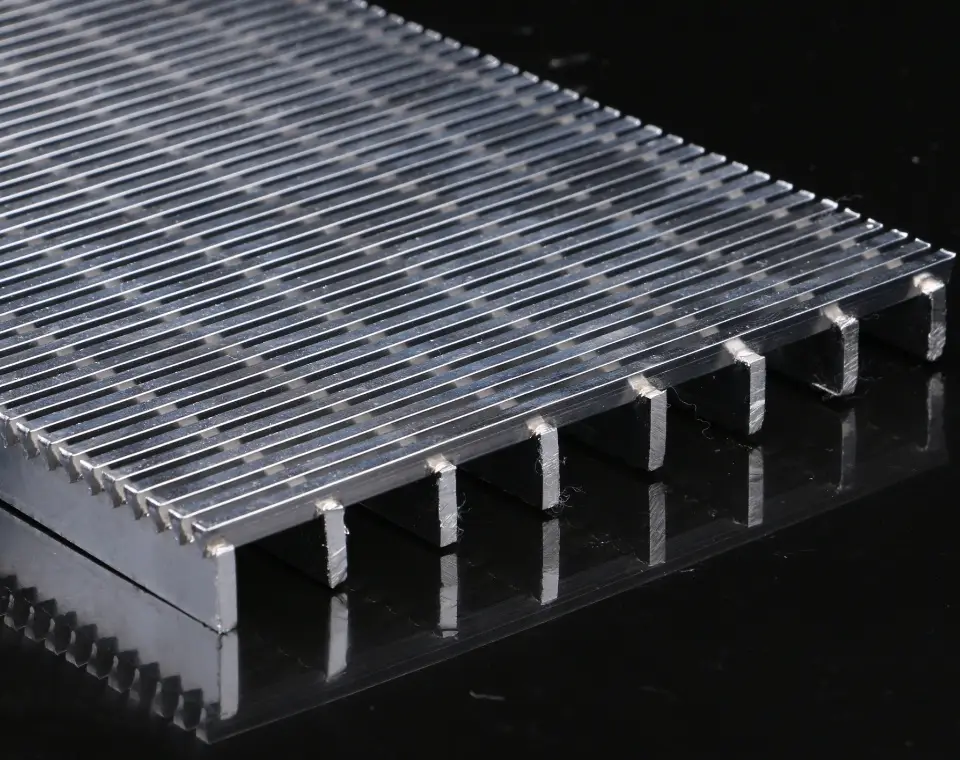
A diferencia de las cribas de malla de alambre tejidas convencionales o las simples placas perforadas, Los conjuntos de alambre de cuña plana personalizados exhiben una excepcional relación resistencia-peso combinada con un área de filtración abierta.. El completamente liso, la geometría de la superficie continua reduce las pérdidas por fricción en la interfaz del proceso, permitiendo una alta eficiencia de retrolavado y barridos simples de saneamiento químico.
Mesa 1: Especificación maestra & Límites de la ingeniería
| Métrica de ingeniería | Límites de capacidad de fabricación estándar |
|---|---|
| Sustratos primarios | Acero inoxidable 304, 304L, 316, 316L, 321, Duplex 2205, Súper Dúplex, Aleaciones de Hastelloy, Titanio |
| Abertura (Ranura de) Alcance | $20\ \mu\text{m}$ Para $3000\ \mu\text{m}$ (Microranuras personalizadas disponibles hasta $10\ \mu\text{m}$) |
| Ancho plano máximo | Hasta $6000\text{ mm}$ ancho estructural continuo sin costuras secundarias |
| Longitud plana máxima | Hasta $6000\text{ mm}$ luz longitudinal basada en parámetros del perfil estructural |
| Precisión de soldadura | Soldadura por resistencia eléctrica automatizada (REG) fusión multipunto |
| Variantes de acabado final | Marcos angulares integrados, Barras planas, Refuerzos laterales, o cortes en bruto sin marco |
2. Perfiles de aleaciones metalúrgicas & Matrices de composición química
Seleccionar la aleación metalúrgica correcta es crucial para garantizar la durabilidad de los paneles filtrantes de alambre tipo cuña en entornos de procesamiento exigentes.. En aplicaciones que involucran productos químicos industriales corrosivos., lodos mineros altamente ácidos, o circuitos de desalinización junto al mar, La composición química del acero inoxidable o de la aleación especial determina directamente la vida útil de la pantalla..
Aleaciones bajas en carbono (P.EJ., 304L, 316L) Ayuda a prevenir la precipitación de carburo de cromo a lo largo de las zonas de alto calor durante la soldadura por resistencia., preservando la máxima resistencia a las picaduras. Las tablas a continuación describen los perfiles de elementos químicos estructurales y las propiedades mecánicas requeridas para aplicaciones de procesos de servicio pesado..
Mesa 2: Estándares de composición química para aleaciones de pantalla plana (%)
| Grado de aleación | Carbón (C) | Cromo (cr) | Níquel (En) | Molibdeno (Mes) | Manganeso (Minnesota) | Silicio (Y) |
|---|---|---|---|---|---|---|
| SS 304 | ≤ 0.08 | 18.00 – 20.00 | 8.00 – 10.50 | – | ≤ 2.00 | ≤ 0.75 |
| Acero inoxidable 304L | ≤ 0.030 | 18.00 – 20.00 | 8.00 – 12.00 | – | ≤ 2.00 | ≤ 0.75 |
| SS 316 | ≤ 0.08 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| Acero inoxidable 316L. | ≤ 0.030 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| Duplex 2205 | ≤ 0.030 | 22.00 – 23.00 | 4.50 – 6.50 | 3.00 – 3.50 | ≤ 2.00 | ≤ 1.00 |
Mesa 3: Resistencia mecánica & Rendimiento de umbral físico
| Designación de aleación | Resistencia a la tracción (MPA) | Fuerza de producción 0.2% (MPA) | Elongación en 50mm (%) |
|---|---|---|---|
| SS 304 / 304L | ≥ 515 | ≥ 205 | ≥ 40% |
| SS 316 / 316L | ≥ 485 | ≥ 170 | ≥ 40% |
| Duplex 2205 Equilibrado | ≥ 655 | ≥ 450 | ≥ 25% |
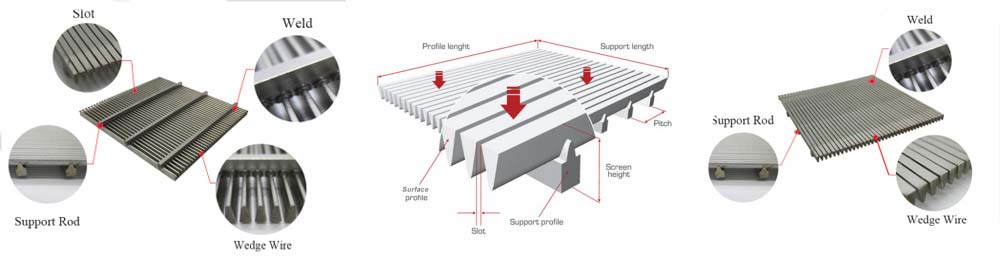
3. Geometrías de perfiles estructurales & Combinaciones de secciones transversales
Los límites de carga mecánica y las características de retrolavado de un filtro de panel plano dependen en gran medida del emparejamiento dimensional de los cables de la superficie de la cuña y las varillas de soporte subyacentes.. La modificación de estas dimensiones estructurales permite la producción de conjuntos optimizados para el cribado de fluidos ligeros o pesados., clasificación de rocas de alta vibración.
Mesa 4: Alambre de cuña técnica (Perfil de superficie) Selección dimensional
| Modelo de perfil | Ancho del perfil (mm) | Altura del perfil (mm) | Área transversal ($\text{mm}^2$) | Casos de uso funcional primario |
|---|---|---|---|---|
| WW-05 | 0.50 | 1.50 | 0.75 | Sistemas de lodos de micras ultrafinas; lechos filtrantes químicos. |
| WW-07 | 0.75 | 1.50 | 1.12 | Recipientes de intercambio iónico; cribas precisas de extracción de almidón. |
| Guerra Mundial-10 | 1.00 | 2.00 | 2.00 | Tratamiento de agua de proceso estándar; tomas de agua municipales. |
| Guerra Mundial-15 | 1.50 | 2.00 | 3.00 | Bucles de dimensionamiento de pulpa y papel.; clasificación general de fluidos. |
| Guerra Mundial-20 | 2.00 | 3.00 | 6.00 | Paneles de deshidratación de minas pesadas; pisos de clasificación de alto impacto. |
| Guerra Mundial-30 | 3.00 | 5.00 | 15.00 | Curvas de tamiz vibratorio; sistemas de clasificación de agregados pesados. |
Mesa 5: Opciones de perfil de varilla de soporte y restricciones geométricas
| Código de varilla de soporte | Tipo de perfil de varilla | Ancho de la base (mm) | Profundidad estructural (mm) | Rango de espaciado de tono (mm) |
|---|---|---|---|---|
| SR-Plano-1 | Barra plana rectangular | 2.00 | 10.00 | 15.0 – 50.0 |
| SR-Plano-2 | Barra plana rectangular | 3.00 | 12.00 | 20.0 – 75.0 |
| SR-Trampa-1 | Perfil trapezoidal | 2.00 | 3.00 | 10.0 – 30.0 |
| SR-Trampa-2 | Perfil trapezoidal | 3.00 | 5.00 | 15.0 – 40.0 |
| Ronda SR | Varilla de pasador cilíndrico | $\Phi\ 3.00$ | $\Phi\ 3.00$ | 10.0 – 25.0 |
4. Tolerancias geométricas & Normas de verificación metrológica
La uniformidad de las ranuras de precisión es esencial para mantener puntos de corte de partículas precisos y prevenir la contaminación del sistema aguas abajo.. En aplicaciones de baja presión o cribado vibratorio pesado, Las variaciones en el ancho de la ranura pueden alterar los caudales o permitir el paso de partículas de gran tamaño..
Nuestros procesos de fabricación mantienen un estricto control metrológico sobre las desviaciones de las ranuras mediante configuraciones avanzadas de verificación láser óptica durante la producción.. La siguiente tabla describe las tolerancias de control de calidad estándar en grupos de anchos de ranura específicos..
Mesa 6: Tolerancias estándar de calidad para aberturas de ranuras
| Rango de apertura de la ranura objetivo | Límite de desviación media | Límite de desviación estándar ($\sigma$) |
|---|---|---|
| $0.025\text{ mm}$ Para $1.00\text{ mm}$ | ≤ ± 0.025 mm | 0.025 mm |
| ≥ $1.00\text{ mm}$ Para $2.50\text{ mm}$ | ≤ ± 0.050 mm | 0.050 mm |
| ≥ $2.50\text{ mm}$ Para $10.00\text{ mm}$ | ≤ ± 0.075 mm | 0.075 mm |
5. Cálculo matemático de la proporción de áreas abiertas (OA)
La proporción total de áreas abiertas ($OA$) de un panel plano de alambre en forma de cuña dicta sus límites de rendimiento hidráulico, velocidades de aproximación del fluido, y variables generales de caída de presión ($\Delta P$). Los diseñadores confían en esta métrica porcentual para dimensionar los recipientes de filtrado con precisión y evitar la cavitación de la bomba..
La fórmula matemática utilizada para determinar el porcentaje de área abierta de cualquier diseño de panel plano de alambre en forma de cuña estándar se expresa de la siguiente manera:
El conjunto de datos de referencia a continuación proporciona porcentajes de área abierta precalculados en pares de dimensiones de ranura y ancho de cable comunes..
Mesa 7: Matriz de porcentajes de área abierta precalculada
| Ancho del perfil del alambre de cuña | Ancho de ranura objetivo (mm) | Relación de área abierta resultante (%) | Clase de clasificación de flujo hidráulico |
|---|---|---|---|
| 0.50 mm (WW-05) | 0.10 mm | 16.66% | Clase de microvelocidad |
| 0.75 mm (WW-07) | 0.25 mm | 25.00% | Clase de proceso moderado |
| 1.00 mm (Guerra Mundial-10) | 0.50 mm | 33.33% | Clase de flujo estándar |
| 1.00 mm (Guerra Mundial-10) | 1.00 mm | 50.00% | Clase de alto rendimiento |
| 2.00 mm (Guerra Mundial-20) | 3.00 mm | 60.00% | Clase de descarga máxima |
6. Arquitectura de implementación del sector industrial & Contextos de procesamiento
Las estructuras de pantalla plana de alambre tipo cuña se utilizan en múltiples industrias de procesamiento de alta capacidad debido a su robustez estructural y atributos de autolimpieza.. La siguiente matriz define los campos de aplicación clave y sus contextos operativos típicos..
Mesa 8: Aplicaciones intersectoriales & Parámetros de proceso específicos
| Sector Industrial | Puesto de integración de equipos específicos | Rango de ranura típico empleado |
|---|---|---|
| Sistemas de tratamiento de agua | Retenedores de medios de intercambio iónico, lechos filtrantes de carbón activado, drenajes inferiores del filtro de arena, y cribas de toma de desalinización. | $150\ \mu\text{m} – 200\ \mu\text{m}$ |
| Mineral & Procesamiento de carbón | Agitadores vibratorios, plataformas de deshidratación de purines, bandejas de recuperación de medios pesados, y pisos de dimensionamiento de minas en bruto. | $0.50\text{ mm} – 3.00\text{ mm}$ |
| Pulpa de, Papel, & Fibra | Plataformas de clasificación de fibras., recipientes de filtración de licor negro, pantallas espesadoras por gravedad, y rechazar puertas de clasificación. | $100\ \mu\text{m} – 500\ \mu\text{m}$ |
| Alimentos & Procesamiento de bebidas | Más ruidosos son los fondos falsos para la elaboración de cerveza., mamparas de lavado de almidón de maíz, extractores de jugo de caña de azúcar, y mesas de selección de verduras. | $300\ \mu\text{m} – 1.00\text{ mm}$ |
7. Preguntas frecuentes técnicas completas & Guía de ingeniería de campo
Q1: ¿Cuáles son las tolerancias dimensionales estándar para ranuras de pantalla plana personalizadas??
UN: Escalas de precisión de ranura con el grupo de dimensiones de apertura. Para ranuras finas ($0.025\text{ mm}$ Para $1.0\text{ mm}$), la desviación media se mantiene dentro $\pm 0.025\text{ mm}$ con una desviación estándar de $0.025\text{ mm}$. Aperturas medias ($1.0\text{ mm}$ Para $2.5\text{ mm}$) exhiben una variación media máxima de $\pm 0.050\text{ mm}$, mientras que las grandes ranuras de proceso ($\ge 2.5\text{ mm}$) operar dentro de un $\pm 0.075\text{ mm}$ ventana.
Q2: ¿Están catalogados?, Tamaños de estantes estándar disponibles para envío inmediato.?
UN: No. Debido a la gran cantidad de combinaciones potenciales que involucran perfiles de alambre, tipos de varillas de soporte, dimensiones de paso, grados de aleación, y estilos de marco, Todos los conjuntos de cribas de alambre tipo cuña se fabrican a medida.. Cada panel está diseñado para cumplir con los requisitos mecánicos y químicos de su posición de proceso específica..
Q3: ¿Cómo se determinan los tamaños de ranura estándar para sistemas de admisión municipales o industriales??
UN: Las dimensiones estándar están dictadas por los objetivos de la aplicación o las regulaciones ambientales regionales.. Por ejemplo, Las pantallas de protección de peces en Canadá generalmente requieren una $2.54\text{ mm}$ límite de espacio, mientras que las regulaciones estadounidenses a menudo especifican un $3.175\text{ mm}$ límite. Para retención de medios genéricos (P.EJ., trampas de bucle de carbón o filtros de arena), La regla general es seleccionar un ancho de apertura igual a la mitad del diámetro de la partícula más pequeña del medio..
Q4: ¿Cuáles son los plazos de entrega estándar para la fabricación de pedidos complejos de paneles personalizados??
UN: Los ciclos de producción estándar generalmente oscilan entre 15 Para 30 días dependiendo del volumen del componente y la complejidad geométrica. Para paradas críticas de plantas o necesidades de mantenimiento de emergencia, Las opciones de producción aceleradas pueden entregar paneles completos dentro de 7 Para 10 días. Los pedidos muy complejos que implican perfiles de estructura complejos o aleaciones raras pueden requerir 30 Para 40 días.
Q5: ¿Qué procedimientos de control de calidad se aplican si un componente muestra una variación después de la entrega en campo??
UN: Nuestro programa de gestión de calidad garantiza la verificación de trazas de materiales para todos los lotes enviados.. Si un conjunto muestra un defecto dimensional o metalúrgico durante la puesta en servicio en campo, Los operadores solo necesitan proporcionar los códigos de identificación de lotes y las hojas de inspección dimensional para iniciar nuestro proceso de reemplazo rápido..
⚠️ ASESORÍA EN DISEÑO DE CARGAS ESTRUCTURALES:
Los paneles planos implementados en circuitos de retrolavado de alta presión o aplicaciones de cribado vibratorio pesado deben tener un espacio de soporte adecuado. Los tramos extendidos bajo cargas cíclicas intensas pueden provocar fatiga mecánica a lo largo de las juntas ERW.. Asegúrese de que el espaciado de las vigas estructurales coincida con los límites de presión máxima especificados en sus dibujos de ingeniería..
Optimice sus parámetros de filtración con paneles de alambre tipo cuña diseñados con precisión
Garantice una separación fiable de partículas, rendimiento de alto flujo, y una larga vida útil estructural mediante la integración de nuestras configuraciones de paneles de filtro planos personalizados.
Referencia de base de datos de documentación técnica: WW-PANEL-PLANO-QC2026 | Aprobado para indexación de búsqueda global y distribución de ingeniería.
8. Capacidades avanzadas de flujo hidrodinámico & Comportamiento fluido
Para prevenir la turbulencia estructural y optimizar la eficiencia del procesamiento hidráulico., Los paneles de malla de alambre de cuña plana se basan en una mecánica dinámica de fluidos precisa. Cuando una corriente de lodo o líquido crudo encuentra el perfil de superficie en forma de V, la sección transversal en expansión de la ranura crea una caída de presión localizada inmediatamente detrás del borde de la abertura. Esta aceleración del fluido minimiza la pérdida de carga y ayuda a atraer sólidos finos suspendidos a través de la matriz de ranura sin causar fricción o acumulación en la pared..
Al calcular el sistema hidráulico para recipientes de filtrado industriales de servicio pesado o tomas de gravedad abiertas, Los ingenieros deben determinar la velocidad de aproximación del fluido. ($v_a$) y velocidad de salida de la ranura ($v_e$). Mantener un equilibrio óptimo evita el impacto de partículas a lo largo de las caras de acero inoxidable y extiende el ciclo de vida operativo de los conjuntos de retrolavado..
Mesa 9: Clasificaciones de velocidad de flujo hidráulico & Coeficientes de pérdida de carga
| Grupo de modelos de ancho de ranura | Velocidad máxima de aproximación ($v_a$, EM) | Velocidad máxima de ranura ($v_e$, EM) | Coeficiente de descarga ($C_d$) |
|---|---|---|---|
| $50\ \mu\text{m} – 100\ \mu\text{m}$ | 0.15 – 0.30 | 0.95 – 1.20 | 0.62 – 0.65 |
| $150\ \mu\text{m} – 300\ \mu\text{m}$ | 0.35 – 0.60 | 1.40 – 1.85 | 0.65 – 0.68 |
| $500\ \mu\text{m} – 1000\ \mu\text{m}$ | 0.75 – 1.20 | 2.10 – 2.80 | 0.70 – 0.74 |
| $\ge 1500\ \mu\text{m}$ Grandes aperturas | 1.50 – 2.50 | 3.20 – 4.50 | 0.75 – 0.78 |
9. Análisis de tensión mecánica & Límites de carga estructural
Lechos filtrantes planos desplegados en agitadores de clasificación de minerales, equipo de deshidratación vibratoria, o las cámaras de fluido en línea de alta presión deben soportar cargas estáticas y dinámicas severas. Evaluar la integridad estructural del panel implica analizar el momento de inercia ($I$) del perfil de alambre cuña elegido junto con el módulo de sección ($Z$) de su asamblea de apoyo.
Cuando los paneles están sometidos a intensos golpes mecánicos., cargas agregadas concentradas, o transitorios de presión severos, seleccionar el espaciado apropiado de las barras de soporte es fundamental. El espaciado adecuado mantiene la deflexión del panel dentro de las tolerancias de ingeniería estructural permitidas. ($\le L/400$), ayudando a prevenir microfisuras en las zonas afectadas por el calor de soldaduras de resistencia individuales.
Mesa 10: Capacidad de carga estructural vs.. Espaciado entre centros de varillas de soporte
| Tipo de perfil de superficie | Espaciado de paso de varilla de soporte | Presión delta máxima permitida ($\Delta P$, bar) | Límite de carga uniforme final ($\text{kN/m}^2$) |
|---|---|---|---|
| WW-05 Mini | 15.0 mm Centro | 6.5 Bar | 12.50 |
| Estándar WW-10 | 25.0 mm Centro | 10.0 Bar | 24.80 |
| Estándar WW-10 | 50.0 mm Centro | 4.2 Bar | 9.15 |
| WW-20 Pesado | 25.0 mm Centro | 25.0 Bar | 65.00 |
| Escudo Maxi WW-30 | 30.0 mm Centro | 38.5 Bar | 110.20 |
10. Marco de límites de panel personalizado & Perfiles de borde
La integración de paneles de filtro planos personalizados en maquinaria industrial o tanques de procesamiento existentes requiere una cuidadosa atención al acabado de los bordes.. El perfil del límite exterior tiene un doble propósito: Actúa como una superficie de sellado mecánico para evitar el desvío de fluido y proporciona rigidez estructural para resistir la torsión bajo expansión térmica o cargas de materiales pesados..
Dependiendo de los requisitos del sistema, Las pantallas planas se pueden fabricar con materias primas., Perfiles de borde sin marco o integrados en conjuntos mecanizados pesados.. Para entornos de procesamiento químico y de calidad alimentaria, Todas las juntas de los bordes están selladas continuamente para eliminar espacios y grietas donde podrían acumularse microsedimentos finos o materia biológica..
Mesa 11: Perfiles de tratamiento de bordes estructurales & Capacidades de sellado
| Código de estilo de marco | Detalles de configuración del borde mecánico | Clasificación de integridad del sellado |
|---|---|---|
| FR-ángulo-90 | Marco de hierro con ángulo estructural integrado de 90 grados, Soldado en ángulo alrededor del perímetro del panel.. Ideal para cribas vibratorias empotradas. | Alto sello estructural |
| Barra plana FR | Revestimiento lateral de barra plana pesada ($3\text{ mm}$ Para $8\text{ mm}$ grueso) Soldado por puntos a lo largo de los terminales de la varilla de soporte.. Maximiza el área abierta activa. | Borde fluido estándar |
| Canal FR-C | Envoltura perimetral de canal en C formada que encierra tanto los perfiles de superficie como las estructuras de soporte.. Diseñado para bastidores de cartuchos deslizables. | Sello hermético de derivación cero |
| FR-Raw-Flush | Configuración sin marco con perfiles de superficie recortados con láser con precisión desde el plano hasta el borde. Diseñado para marcos de sujeción personalizados. | Dependiente de las abrazaderas exteriores |
11. Acabados de superficie posteriores al refinado & Tratamientos de pasivación
La resistencia de un panel filtrante plano de acero inoxidable a la corrosión localizada, como picaduras y oxidación de grietas, Se mejora significativamente mediante el refinado de la superficie posterior a la soldadura.. El intenso calor localizado generado durante la soldadura por resistencia eléctrica multipunto puede agotar el cromo de la superficie., lo que puede provocar micropicaduras en entornos que contienen iones de cloruro.
Para restaurar la capa protectora pasiva de óxido de cromo., Los ensamblajes terminados se someten a baños de pasivación química especializados o etapas de electropulido.. Estos tratamientos de refinado mejoran la resistencia a la corrosión y optimizan la suavidad de la superficie., ayudando a reducir la adhesión de partículas y aumentar la eficiencia de los ciclos mecánicos de retrolavado..
Mesa 12: Especificaciones de acabado químico & Métricas de rugosidad
| Clasificación de acabado | Protocolo de procesamiento & Especificaciones químicas | Promedio de rugosidad objetivo ($R_a, \mu\text{m}$) |
|---|---|---|
| Baño de decapado ácido | Inmersión en una solución equilibrada de nítrico. ($\text{HNO}_3$) y fluorhídrico ($\text{HF}$) ácidos. Elimina el tinte de soldadura y la contaminación superficial del hierro.. | 1.20 – 1.60 |
| Pasivación nítrica | Tratamiento a través de un 20% concentración $\text{HNO}_3$ baño a temperatura controlada. Restaura la película pasiva de óxido de cromo sin alterar las dimensiones.. | 0.80 – 1.10 |
| Bucle de electropulido | Proceso de disolución electroquímica anódica en una matriz de ácido fosfórico/sulfúrico.. Disuelve picos superficiales microscópicos., proporcionando un especular, acabado tipo espejo. | ≤ 0.30 – 0.45 |
12. Mantenimiento preventivo & Limpieza de marcos
Mientras que la configuración geométrica de los paneles de alambre en forma de cuña resiste el cegamiento, Se necesitan programas de mantenimiento regulares para evitar incrustaciones minerales o incrustaciones biológicas cuando se opera continuamente en medios fluidos agresivos.. Los ingenieros de la planta deben monitorear las variables de caída de presión en todo el lecho del filtro para optimizar la eficiencia del sistema e identificar cuándo se requiere un ciclo de limpieza..
Incrustaciones de carbonato de calcio, compuestos orgánicos pegajosos, y las pulpas fibrosas requieren protocolos de limpieza específicos para restaurar la relación de área abierta inicial sin causar daños mecánicos a los perfiles de alambre..
Mesa 13: Limpieza de mantenimiento & Pautas de regeneración química
| Clasificación de incrustaciones | Remediación dirigida & Método de acción fluida | Límites máximos de presión de funcionamiento |
|---|---|---|
| Escala de minerales (carbonatos) | Lavado químico in situ utilizando un 5% Para 10% solución de ácido cítrico o enjuague con ácido fosfórico inhibido. Descarga limpiamente las acumulaciones de minerales.. | Inmersión estática; presión de bomba cero. |
| Cegamiento del núcleo fibroso | Retrolavado hidráulico de alta presión aplicado desde la dirección interior/inversa del panel. Dirige los chorros de agua perpendicularmente a las ranuras.. | Contrapresión dinámica hasta 4.5 barmax. |
| Limos biológicos | Tratamiento de choque con hipoclorito de sodio. ($\text{NaOCl}$) o inyecciones de ozono. Rompe las estructuras orgánicas pegajosas para facilitar la limpieza a contracorriente.. | Presión de recirculación del circuito ambiental. |
Todos los diseños hidráulicos, cálculos de carga, y las selecciones de ranuras deben verificarse con las especificaciones de diseño mecánico del contenedor del equipo o recipiente de proceso.. Los factores de seguridad estructural deben seguir los códigos de fabricación internacionales., incluyendo AWS D1.6 para estructuras de acero inoxidable.



{kind=link}
{kind=link}