

Cilindri per schermatura in filo metallico a cuneo
aprile 29, 2026
Schermi per pozzetti di filo metallico a cuneo
Giugno 13, 2026
Pannelli dello schermo di Wedge Wire:
Il compendio tecnico definitivo per i pannelli a schermo piatto industriali Wedge Wire, Piastre vibranti con setaccio, e substrati di filtrazione superficiale ad alta precisione: Matrici di dimensioni complete, Metriche di flusso idraulico, e geometrie del profilo completo.
2. Matrici materiali
3. Profili strutturali
4. Tolleranze geometriche
5. Formule per aree aperte
6. Applicazioni
7. Domande frequenti tecniche
1. Panoramica del sistema & Caratteristiche Meccaniche Funzionali
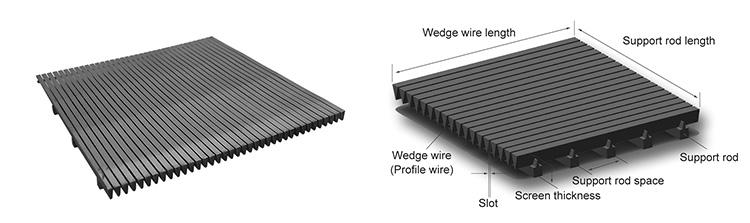
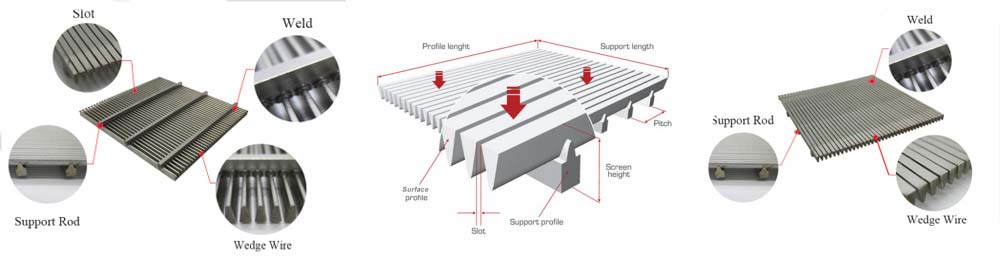
Industriale cuneo filo schermo pannelli, designato anche nei quadri di fluidodinamica avanzata come schermi piatti a filo cuneo o pannelli filtranti piatti personalizzati, rappresentano mezzi di filtrazione superficiale strutturale altamente ingegnerizzati. Questi pannelli specializzati sono costruiti allineando con precisione gli anelli continui a forma di V del profilo metallico su profili di supporto orientati trasversalmente. Ciascuna giunzione intersecante del filo a cuneo e della sottostruttura di supporto è strutturalmente legata mediante saldatura a resistenza avanzata (Saldatura a resistenza elettrica – ERW) o processi di fusione ad induzione ad alta frequenza.
Questo metodo di fabbricazione continua crea un materiale altamente rigido, pannello planare singolare caratterizzato da tolleranze di fessura uniformi e da una sezione strutturale non intasabile. Il profilo della superficie a forma di V presenta un taglio tagliente, bordo di apertura stretto che si allarga verso l'interno. Questa configurazione unica garantisce che le particelle entrino nella fessura, vengono immediatamente liberati dalla corrente fluidodinamica o dalle forze di vibrazione meccanica, prevenendo efficacemente la cecità vincolante e strutturale.
Attributi chiave delle prestazioni operative:
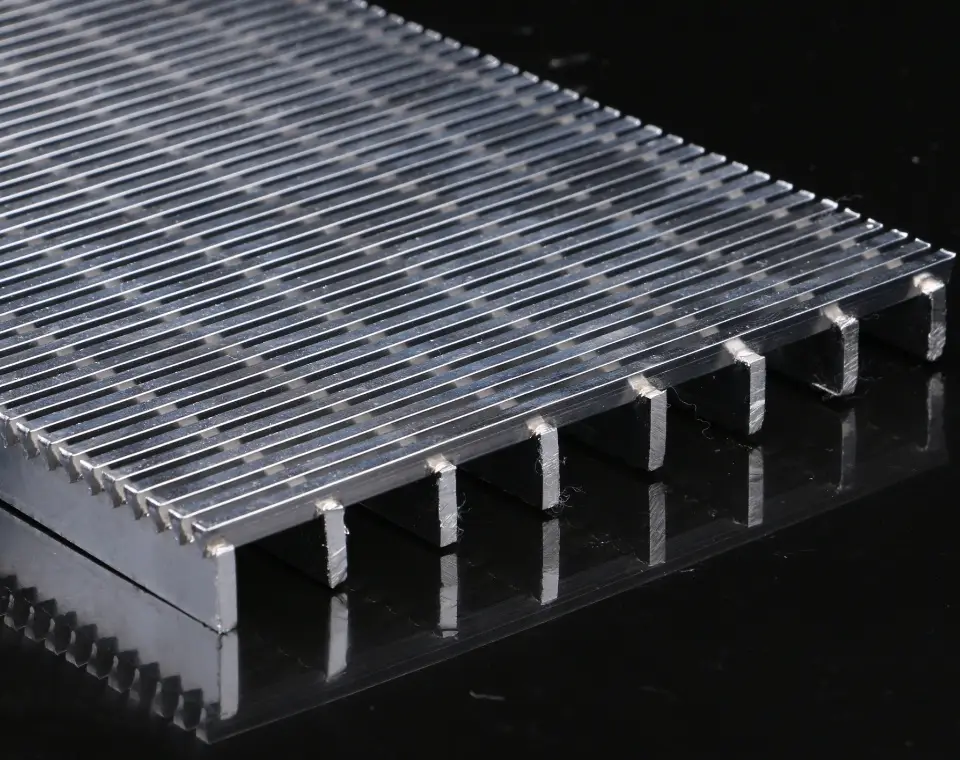
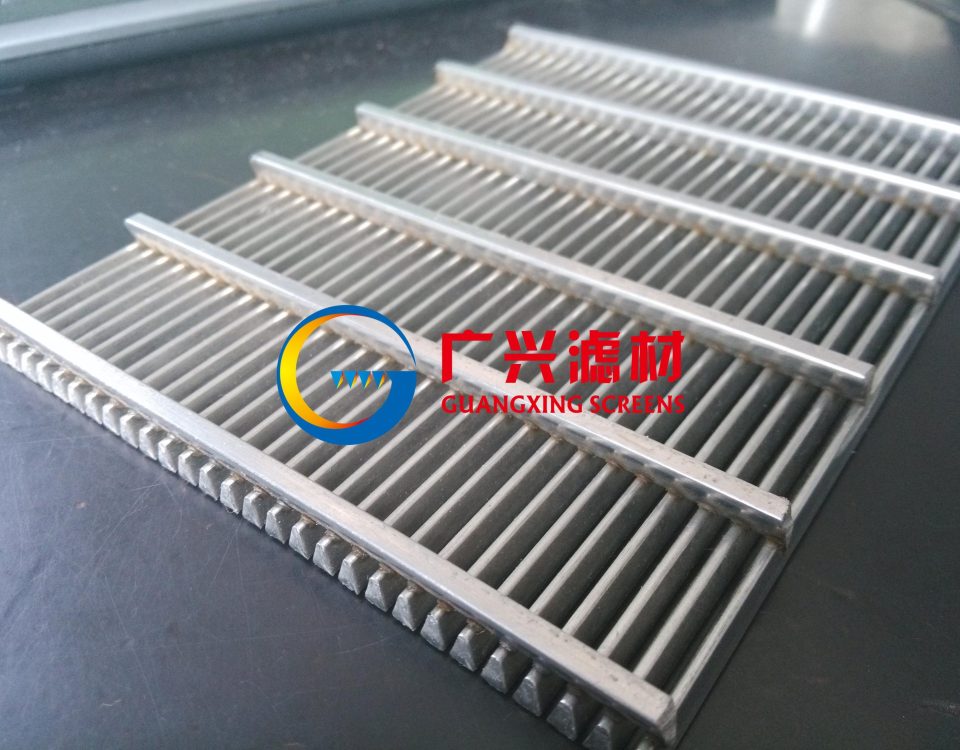
A differenza dei tradizionali schermi in rete metallica tessuta o delle semplici piastre forate, i gruppi di cavi a cuneo piatti personalizzati presentano un eccezionale rapporto resistenza/peso combinato con un'area di filtrazione aperta. Il completamente liscio, la geometria continua della superficie riduce le perdite per attrito attraverso l'interfaccia del processo, consentendo un'elevata efficienza di controlavaggio e semplici operazioni di sanificazione chimica.
Tavolo 1: Specificazione principale & Confini dell'ingegneria
| Metrica di ingegneria | Limiti della capacità di produzione standard |
|---|---|
| Substrati primari | In acciaio inox 304, 304L, 316, 316L, 321, Duplex 2205, Super duplex, Leghe Hastelloy, Titanio |
| Apertura (Slot) Ambito | $20\ \mu\text{m}$ A $3000\ \mu\text{m}$ (Micro-slot personalizzati disponibili fino a $10\ \mu\text{m}$) |
| Larghezza massima del piatto | Fino a $6000\text{ mm}$ larghezza strutturale continua senza cuciture secondarie |
| Lunghezza massima piatta | Fino a $6000\text{ mm}$ campata longitudinale in base ai parametri del profilo strutturale |
| Precisione della saldatura | Saldatura automatizzata a resistenza elettrica (ERW) fusione multipunto |
| Varianti di finitura finale | Cornici angolari integrate, Barre piatte, Rinforzi laterali, o tagli grezzi senza cornice |
2. Profili di leghe metallurgiche & Matrici di composizione chimica
La selezione della lega metallurgica corretta è fondamentale per garantire la durata dei pannelli filtranti a filo cuneiforme in ambienti di lavorazione impegnativi. Nelle applicazioni che coinvolgono prodotti chimici industriali corrosivi, troie minerarie altamente acide, o circuiti di desalinizzazione sul mare, la composizione chimica dell'acciaio inossidabile o delle leghe speciali determina direttamente la durata dello schermo.
Leghe a basso contenuto di carbonio (PER ESEMPIO., 304L, 316L) aiutano a prevenire la precipitazione di carburo di cromo lungo le zone ad alto calore durante la saldatura a resistenza, preservando la massima resistenza alla vaiolatura. Le tabelle seguenti delineano i profili degli elementi chimici strutturali e le proprietà meccaniche richieste per le applicazioni di processo pesanti.
Tavolo 2: Standard di composizione chimica per leghe a schermo piatto (%)
| Grado di lega | Carbonio (C) | Cromo (Cr) | Nichel (In) | Molibdeno (Mo) | Manganese (Mn) | Silicio (E) |
|---|---|---|---|---|---|---|
| SS 304 | ≤ 0.08 | 18.00 – 20.00 | 8.00 – 10.50 | – | ≤ 2.00 | ≤ 0.75 |
| SS304L | ≤ 0.030 | 18.00 – 20.00 | 8.00 – 12.00 | – | ≤ 2.00 | ≤ 0.75 |
| SS 316 | ≤ 0.08 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| SS316L | ≤ 0.030 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| Duplex 2205 | ≤ 0.030 | 22.00 – 23.00 | 4.50 – 6.50 | 3.00 – 3.50 | ≤ 2.00 | ≤ 1.00 |
Tavolo 3: Resistenza meccanica & Prestazioni della soglia fisica
| Designazione della lega | Resistenza alla trazione (MPA) | Forza di snervamento 0.2% (MPA) | Allungamento in 50mm (%) |
|---|---|---|---|
| SS 304 / 304L | ≥ 515 | ≥ 205 | ≥ 40% |
| SS 316 / 316L | ≥ 485 | ≥ 170 | ≥ 40% |
| Duplex 2205 Equilibrato | ≥ 655 | ≥ 450 | ≥ 25% |
3. Geometrie dei profili strutturali & Combinazioni di sezioni trasversali
I limiti di carico meccanico e le caratteristiche di controlavaggio di un filtro a pannello piatto dipendono fortemente dall'accoppiamento dimensionale dei fili superficiali del cuneo e delle aste di supporto sottostanti. La modifica di queste dimensioni strutturali consente la produzione di assemblaggi ottimizzati per la vagliatura di fluidi leggeri o pesanti, smistamento delle rocce ad alte vibrazioni.
Tavolo 4: Filo a cuneo tecnico (Profilo di superficie) Selezione dimensionale
| Modello di profilo | Larghezza del profilo (mm) | Altezza del profilo (mm) | Area della sezione trasversale ($\text{mm}^2$) | Casi d'uso funzionali primari |
|---|---|---|---|---|
| WW-05 | 0.50 | 1.50 | 0.75 | Sistemi di liquami ultrafini micron; letti filtranti chimici. |
| WW-07 | 0.75 | 1.50 | 1.12 | Vasi a scambio ionico; schermi precisi per l'estrazione dell'amido. |
| WW-10 | 1.00 | 2.00 | 2.00 | Trattamento standard dell'acqua di processo; prese d'acqua comunali. |
| Guerra Mondiale-15 | 1.50 | 2.00 | 3.00 | Anelli di dimensionamento della pasta e della carta; classificazione generale dei fluidi. |
| WW-20 | 2.00 | 3.00 | 6.00 | Pannelli pesanti di drenaggio della miniera; pavimenti di smistamento ad alto impatto. |
| WW-30 | 3.00 | 5.00 | 15.00 | Il setaccio vibrante si piega; sistemi di classificazione degli aggregati pesanti. |
Tavolo 5: Opzioni del profilo dell'asta di supporto e vincoli geometrici
| Codice Asta di Supporto | Tipo di profilo asta | Larghezza della base (mm) | Profondità strutturale (mm) | Intervallo di spaziatura del passo (mm) |
|---|---|---|---|---|
| SR-Flat-1 | Barra piatta rettangolare | 2.00 | 10.00 | 15.0 – 50.0 |
| SR-Flat-2 | Barra piatta rettangolare | 3.00 | 12.00 | 20.0 – 75.0 |
| SR-Trappola-1 | Profilo trapezoidale | 2.00 | 3.00 | 10.0 – 30.0 |
| SR-Trappola-2 | Profilo trapezoidale | 3.00 | 5.00 | 15.0 – 40.0 |
| SR-Rotondo | Asta cilindrica | $\Phi\ 3.00$ | $\Phi\ 3.00$ | 10.0 – 25.0 |
4. Tolleranze geometriche & Standard di verifica metrologica
L'uniformità precisa delle fessure è essenziale per mantenere punti di taglio accurati del particolato e prevenire la contaminazione del sistema a valle. In applicazioni a bassa pressione o vibrovagliatura pesante, variazioni nella larghezza della fessura possono alterare la portata o consentire il passaggio di particelle sovradimensionate.
I nostri processi di produzione mantengono un rigoroso controllo metrologico sulle deviazioni degli slot utilizzando configurazioni avanzate di verifica laser ottica durante la produzione. La tabella seguente illustra le tolleranze standard del controllo qualità per gruppi specifici di larghezza delle fessure.
Tavolo 6: Tolleranze degli standard di qualità per le aperture delle fessure
| Intervallo di apertura dello slot target | Limite di deviazione media | Confine della deviazione standard ($\sigma$) |
|---|---|---|
| $0.025\text{ mm}$ A $1.00\text{ mm}$ | ≤± 0.025 mm | 0.025 mm |
| ≥ $1.00\text{ mm}$ A $2.50\text{ mm}$ | ≤± 0.050 mm | 0.050 mm |
| ≥ $2.50\text{ mm}$ A $10.00\text{ mm}$ | ≤± 0.075 mm | 0.075 mm |
5. Calcolo matematico del rapporto di area aperta (OA)
Il rapporto totale dell'area aperta ($OA$) di un pannello piatto a cuneo ne determina i limiti di portata idraulica, velocità di avvicinamento del fluido, e variabili generali della caduta di pressione ($\Delta P$). I progettisti si affidano a questa metrica percentuale per dimensionare accuratamente i contenitori dei filtri e prevenire la cavitazione della pompa.
La formula matematica utilizzata per determinare la percentuale di area aperta di qualsiasi layout standard di pannello piatto con cavi a cuneo è espressa come segue:
Il set di dati di riferimento riportato di seguito fornisce percentuali di area aperta precalcolate per le coppie comuni di larghezza del filo e dimensione della fessura.
Tavolo 7: Matrice delle percentuali di area aperta precalcolata
| Larghezza del profilo del filo a cuneo | Larghezza slot target (mm) | Rapporto area aperta risultante (%) | Classe di portata idraulica |
|---|---|---|---|
| 0.50 mm (WW-05) | 0.10 mm | 16.66% | Classe di microvelocità |
| 0.75 mm (WW-07) | 0.25 mm | 25.00% | Classe di processo moderato |
| 1.00 mm (WW-10) | 0.50 mm | 33.33% | Classe di portata standard |
| 1.00 mm (WW-10) | 1.00 mm | 50.00% | Classe ad alto rendimento |
| 2.00 mm (WW-20) | 3.00 mm | 60.00% | Classe di scarica massima |
6. Architettura di distribuzione del settore industriale & Contesti di elaborazione
Le strutture a schermo piatto a filo cuneo sono utilizzate in molteplici settori di lavorazione ad alta capacità grazie alla loro robustezza strutturale e alle caratteristiche autopulenti. La matrice seguente definisce i principali campi applicativi e i loro tipici contesti operativi.
Tavolo 8: Applicazioni intersettoriali & Parametri di processo mirati
| Settore Industriale | Posizione di integrazione dell'attrezzatura specifica | Tipico intervallo di slot utilizzato |
|---|---|---|
| Sistemi di trattamento dell'acqua | Fermi per mezzi a scambio ionico, letti filtranti a carbone attivo, sottodreni con filtro a sabbia, e schermi di aspirazione della desalinizzazione. | $150\ \mu\text{m} – 200\ \mu\text{m}$ |
| Minerale & Lavorazione del carbone | Agitatori vibranti, ponti di disidratazione dei liquami, vaschette di recupero supporti pesanti, e pavimenti di dimensionamento run-of-mine. | $0.50\text{ mm} – 3.00\text{ mm}$ |
| Polpa di, Carta, & Fibra | Mazzi di classificazione delle fibre, recipienti per la filtrazione del liquore nero, vagli addensanti a gravità, e rifiutare i cancelli di smistamento. | $100\ \mu\text{m} – 500\ \mu\text{m}$ |
| Cibo & Elaborazione delle bevande | Più forte fa i falsi fondi per la preparazione della birra, schermi di lavaggio dell'amido di mais, estrattori di succo di canna da zucchero, e tavoli per la cernita delle verdure. | $300\ \mu\text{m} – 1.00\text{ mm}$ |
7. Domande frequenti tecniche complete & Guida all'ingegneria sul campo
Q1: Quali sono le tolleranze dimensionali standard per gli slot per schermo piatto personalizzati?
A: La precisione della fessura scala con il gruppo di dimensioni dell'apertura. Per slot sottili ($0.025\text{ mm}$ A $1.0\text{ mm}$), la deviazione media è mantenuta all'interno $\pm 0.025\text{ mm}$ con una deviazione standard di $0.025\text{ mm}$. Aperture medie ($1.0\text{ mm}$ A $2.5\text{ mm}$) presentano una variazione media massima di $\pm 0.050\text{ mm}$, mentre gli slot di processo di grandi dimensioni ($\ge 2.5\text{ mm}$) operare entro a $\pm 0.075\text{ mm}$ finestra.
Q2: Ci sono catalogati, dimensioni standard degli scaffali disponibili per la spedizione immediata?
A: No. A causa del vasto numero di possibili combinazioni che coinvolgono i profili in filo metallico, tipi di aste di supporto, dimensioni del passo, gradi di lega, e stili di cornice, tutti i gruppi di schermatura a cuneo sono realizzati su misura. Ogni pannello è progettato per soddisfare i requisiti meccanici e chimici della sua specifica posizione di processo.
Q3: Come vengono determinate le dimensioni standard delle fessure per i sistemi di aspirazione municipali o industriali?
A: Le dimensioni standard sono dettate dagli obiettivi dell'applicazione o dalle normative ambientali regionali. Per esempio, gli schermi per la protezione dei pesci in Canada in genere richiedono a $2.54\text{ mm}$ limite di slot, mentre le normative statunitensi spesso specificano a $3.175\text{ mm}$ soglia. Per la conservazione di supporti generici (PER ESEMPIO., trappole ad anello di carbonio o filtri a sabbia), la regola pratica è selezionare un'ampiezza di apertura pari alla metà del diametro della particella più piccola del supporto.
Q4: Quali sono i tempi di consegna standard per la produzione di ordini complessi di pannelli personalizzati?
A: I cicli di produzione standard generalmente variano tra 15 A 30 giorni a seconda del volume del componente e della complessità geometrica. Per arresti critici di impianti o esigenze di manutenzione di emergenza, le opzioni di produzione accelerata possono consegnare pannelli completati all'interno 7 A 10 giorni. Potrebbero essere necessari ordini altamente complessi che coinvolgono profili di telaio intricati o leghe rare 30 A 40 giorni.
Q5: Quali procedure di controllo qualità si applicano se un componente presenta variazioni dopo la consegna sul campo?
A: Il nostro programma di gestione della qualità garantisce la verifica delle tracce di materiale per tutti i lotti spediti. Se un assieme presenta un difetto dimensionale o metallurgico durante la messa in servizio sul campo, gli operatori devono solo fornire i codici identificativi del lotto e i fogli di controllo dimensionale per avviare il nostro processo di sostituzione rapida.
⚠️ CONSULENZA PER LA PROGETTAZIONE DEI CARICHI STRUTTURALI:
I pannelli piatti utilizzati in circuiti di controlavaggio ad alta pressione o in applicazioni di screening vibrante pesante devono avere una distanza di supporto adeguata. Campate estese sotto carichi ciclici pesanti possono portare a fatica meccanica lungo i giunti ERW. Assicurarsi che la spaziatura delle travi strutturali corrisponda ai limiti di pressione massimi specificati nei disegni tecnici.
Ottimizza i parametri di filtrazione con i pannelli Wedge Wire di precisione
Garantire una separazione affidabile del particolato, prestazioni di flusso elevate, e lunga durata strutturale integrando le nostre configurazioni di pannelli filtranti piatti su misura.
Database della documentazione tecnica Rif: WW-FLAT-PANEL-QC2026 | Approvato per l'indicizzazione della ricerca globale e la distribuzione tecnica.
8. Capacità idrodinamiche avanzate del flusso passante & Comportamento fluido
Per prevenire turbolenze strutturali e ottimizzare l'efficienza del trattamento idraulico, i pannelli di schermatura a filo piatto a cuneo si basano su una precisa meccanica fluidodinamica. Quando un liquame o una corrente liquida grezza incontra il profilo della superficie a forma di V, la sezione trasversale in espansione della fessura crea una caduta di pressione localizzata immediatamente dietro il bordo dell'apertura. Questa accelerazione fluida riduce al minimo la perdita di carico e aiuta a trascinare i solidi sospesi fini attraverso la matrice delle fessure senza causare attrito o accumulo sulle pareti.
Quando si calcola l'idraulica del sistema per contenitori di filtri industriali per carichi pesanti o prese a gravità aperta, gli ingegneri devono determinare la velocità di avvicinamento del fluido ($v_a$) e la velocità di uscita dalla fessura ($v_e$). Il mantenimento di un equilibrio ottimale previene l'impatto delle particelle lungo le facce in acciaio inossidabile e prolunga il ciclo di vita operativa dei gruppi di controlavaggio.
Tavolo 9: Valutazioni della velocità del flusso idraulico & Coefficienti di perdita di carico
| Gruppo di modelli con larghezza slot | Velocità di avvicinamento massima ($v_a$, SM) | Velocità dello slot di picco ($v_e$, SM) | Coefficiente di scarico ($C_d$) |
|---|---|---|---|
| $50\ \mu\text{m} – 100\ \mu\text{m}$ | 0.15 – 0.30 | 0.95 – 1.20 | 0.62 – 0.65 |
| $150\ \mu\text{m} – 300\ \mu\text{m}$ | 0.35 – 0.60 | 1.40 – 1.85 | 0.65 – 0.68 |
| $500\ \mu\text{m} – 1000\ \mu\text{m}$ | 0.75 – 1.20 | 2.10 – 2.80 | 0.70 – 0.74 |
| $\ge 1500\ \mu\text{m}$ Grandi aperture | 1.50 – 2.50 | 3.20 – 4.50 | 0.75 – 0.78 |
9. Analisi delle sollecitazioni meccaniche & Limiti di carico strutturale
Letti filtranti piatti utilizzati negli agitatori per la classificazione dei minerali, apparecchiature di disidratazione vibrante, o le camere del fluido in linea ad alta pressione devono resistere a carichi statici e dinamici severi. La valutazione dell'integrità strutturale del pannello comporta l'analisi del momento di inerzia ($I$) del profilo di filo a cuneo scelto accanto al modulo di sezione ($Z$) del suo gruppo di supporto.
Quando i pannelli sono sottoposti a intensi shock meccanici, carichi aggregati concentrati, o forti transitori di pressione, la scelta della spaziatura appropriata delle aste di supporto è fondamentale. Una spaziatura adeguata mantiene la deflessione del pannello entro le tolleranze ingegneristiche strutturali consentite ($\le L/400$), aiutando a prevenire microfessurazioni nelle zone interessate dal calore delle singole saldature a resistenza.
Tavolo 10: Capacità di carico strutturale vs. Spaziatura del centro dell'asta di supporto
| Tipo di profilo di superficie | Spaziatura del passo dell'asta di supporto | Delta pressione massima consentita ($\Delta P$, bar) | Limite di carico uniforme ultimo ($\text{kN/m}^2$) |
|---|---|---|---|
| WW-05 Mini | 15.0 mm Centro | 6.5 Sbarra | 12.50 |
| Norma della Seconda Guerra Mondiale | 25.0 mm Centro | 10.0 Sbarra | 24.80 |
| Norma della Seconda Guerra Mondiale | 50.0 mm Centro | 4.2 Sbarra | 9.15 |
| WW-20 Pesante | 25.0 mm Centro | 25.0 Sbarra | 65.00 |
| Maxi scudo della WW-30 | 30.0 mm Centro | 38.5 Sbarra | 110.20 |
10. Inquadratura dei confini del pannello personalizzata & Profili dei bordi
L'integrazione di pannelli filtranti piatti personalizzati in macchinari industriali o vasche di lavorazione esistenti richiede un'attenzione particolare alla finitura dei bordi. Il profilo di delimitazione esterno ha un duplice scopo: agisce come una superficie di tenuta meccanica per impedire il bypass del fluido e fornisce rigidità strutturale per resistere alla torsione sotto dilatazione termica o carichi di materiali pesanti.
A seconda dei requisiti di sistema, gli schermi piatti possono essere fabbricati con greggio, Profili perimetrali senza cornice o integrati in assemblaggi lavorati pesanti. Per ambienti di lavorazione chimica e alimentare, tutti i giunti dei bordi sono continuamente saldati a tenuta per eliminare spazi e fessure dove potrebbero accumularsi micro-sedimenti fini o materiale biologico.
Tavolo 11: Profili strutturali per il trattamento dei bordi & Capacità di tenuta
| Codice stile cornice | Dettagli sulla configurazione del bordo meccanico | Valutazione dell'integrità della sigillatura |
|---|---|---|
| FR-Angolo-90 | Struttura integrata in ferro angolare strutturale a 90 gradi, saldati ad angolo lungo il perimetro del pannello. Ideale per vagli vibranti drop-in. | Elevata tenuta strutturale |
| FR-Flat-Bar | Rivestimento laterale con barra piatta pesante ($3\text{ mm}$ A $8\text{ mm}$ spesso) saldati a punto lungo i terminali dell'asta di supporto. Massimizza l'area aperta attiva. | Bordo fluido standard |
| Canale FR-C | Avvolgimento perimetrale formato del canale a C che racchiude sia i profili di superficie che le strutture di supporto. Progettato per rack di cartucce estraibili. | Sigillo ermetico a bypass zero |
| FR-Raw-Flush | Configurazione senza cornice con profili di superficie rifiniti con precisione al laser da linee piatte a bordi. Progettato per telai di serraggio personalizzati. | Dipende dai morsetti esterni |
11. Finiture superficiali post-raffinazione & Trattamenti di passivazione
La resistenza di un pannello filtrante piano in acciaio inox alla corrosione localizzata, come vaiolatura e ossidazione interstiziale, è notevolmente migliorato dalla raffinazione della superficie post-saldatura. L'intenso calore localizzato generato durante la saldatura a resistenza elettrica multipunto può ridurre il cromo superficiale, che può portare a micro-vaiolature in ambienti contenenti ioni cloruro.
Per ripristinare lo strato protettivo passivo di ossido di cromo, gli assemblaggi completati sono sottoposti a bagni di passivazione chimica specializzati o fasi di elettrolucidatura. Questi trattamenti di raffinazione migliorano la resistenza alla corrosione e ottimizzano la levigatezza della superficie, contribuendo a ridurre l'adesione delle particelle e ad aumentare l'efficienza dei cicli di controlavaggio meccanico.
Tavolo 12: Specifiche di finitura chimica & Metriche di rugosità
| Classifica di finitura | Protocollo di elaborazione & Specifiche di chimica | Media della rugosità target ($R_a, \mu\text{m}$) |
|---|---|---|
| Bagno di decapaggio acido | Immersione in una soluzione bilanciata di nitrico ($\text{HNO}_3$) e idrofluoridrico ($\text{HF}$) acidi. Rimuove la tinta della saldatura e la contaminazione superficiale del ferro. | 1.20 – 1.60 |
| Passivazione nitrica | Il trattamento tramite a 20% concentrazione $\text{HNO}_3$ bagno a temperatura controllata. Ripristina il film passivo di ossido di cromo senza alterarne le dimensioni. | 0.80 – 1.10 |
| Ciclo di elettrolucidatura | Processo di dissoluzione elettrochimica anodica in una matrice di acido fosforico/solforico. Scioglie i picchi superficiali microscopici, fornendo uno speculare, finitura a specchio. | ≤ 0.30 – 0.45 |
12. Manutenzione preventiva & Pulizia delle strutture
Mentre la configurazione geometrica dei pannelli in filo metallico resiste all'accecamento, sono necessari programmi di manutenzione regolari per prevenire incrostazioni minerali o incrostazioni biologiche durante il funzionamento continuo in mezzi fluidi aggressivi. Gli ingegneri dell'impianto dovrebbero monitorare le variabili della caduta di pressione attraverso il letto filtrante per ottimizzare l'efficienza del sistema e identificare quando è necessario un ciclo di pulizia.
Distacco del carbonato di calcio, composti organici appiccicosi, e le paste fibrose richiedono protocolli di pulizia specifici per ripristinare il rapporto di area aperta di base senza causare danni meccanici ai profili del filo.
Tavolo 13: Pulizia di manutenzione & Linee guida per la rigenerazione chimica
| Classificazione delle incrostazioni | Bonifica mirata & Metodo di azione fluida | Limiti massimi di pressione operativa |
|---|---|---|
| Scala minerale (Carbonati) | Lavaggio chimico in situ utilizzando a 5% A 10% soluzione di acido citrico o risciacquo con acido fosforico inibito. Scarica gli accumuli minerali in modo pulito. | Immersione statica; pressione della pompa pari a zero. |
| Accecamento del nucleo fibroso | Controlavaggio idraulico ad alta pressione applicato dalla direzione interna/inversa del pannello. Dirige i getti d'acqua perpendicolarmente nelle fessure. | Contropressione dinamica fino a 4.5 Barmax. |
| Melme biologiche | Trattamento d'urto con ipoclorito di sodio ($\text{NaOCl}$) o iniezioni di ozono. Rompe le strutture organiche appiccicose per una facile pulizia in controlavaggio. | Pressione di ricircolo del circuito ambiente. |
Tutti i progetti idraulici, calcoli del carico, e la selezione degli slot deve essere verificata rispetto alle specifiche di progettazione meccanica del contenitore dell'apparecchiatura o del recipiente di processo. I fattori di sicurezza strutturale devono seguire i codici di fabbricazione internazionali, incluso AWS D1.6 per strutture in acciaio inossidabile.



{kind=link}
{kind=link}