

Cilindros de tela de arame em cunha
abril 29, 2026
Telas de poço de arame em cunha
Junho de 13, 2026
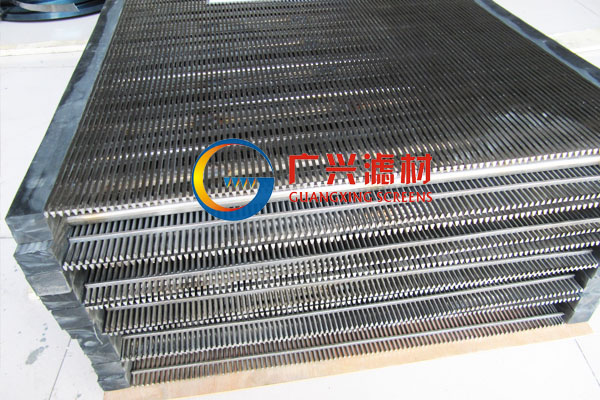
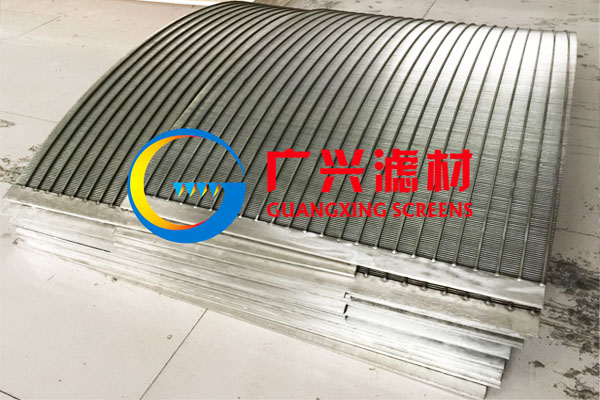
Os painéis de tela de arame em cunha:
O compêndio técnico definitivo para painéis de tela plana de arame industrial em cunha, Placas de peneira vibratória, e substratos de filtração de superfície de alta precisão: Matrizes de dimensão abrangentes, Métricas de Fluxo Hidráulico, e geometrias de perfil completas.
2. Matrizes de Materiais
3. Perfis Estruturais
4. Tolerâncias Geométricas
5. Fórmulas de área aberta
6. Aplicações
7. Perguntas frequentes técnicas
1. Visão geral do sistema & Características Mecânicas Funcionais
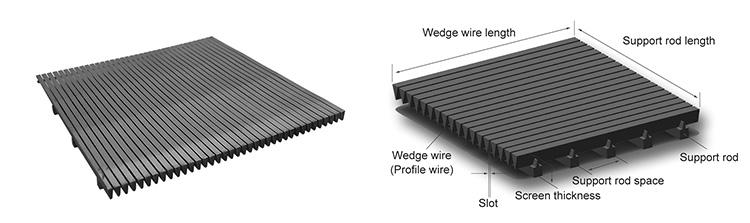
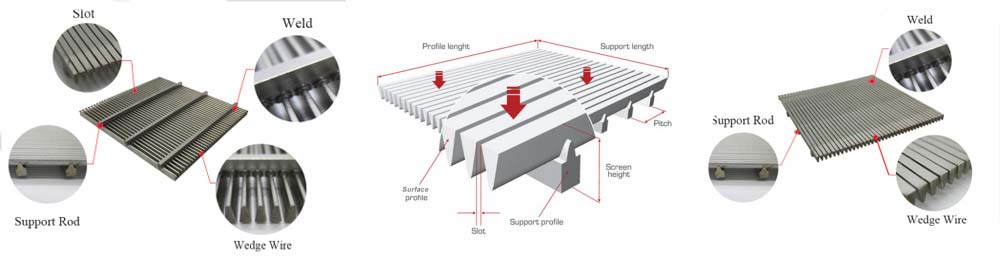
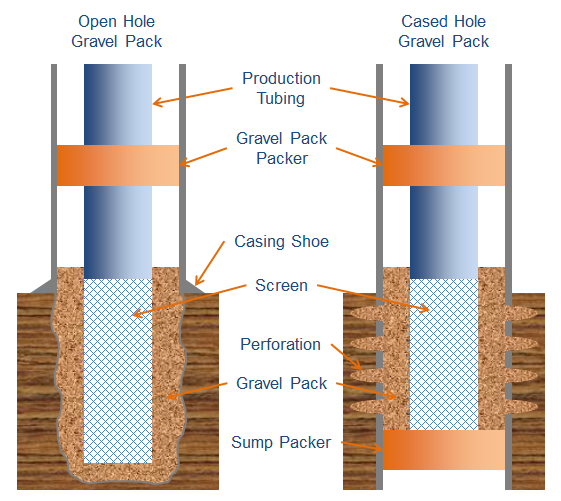
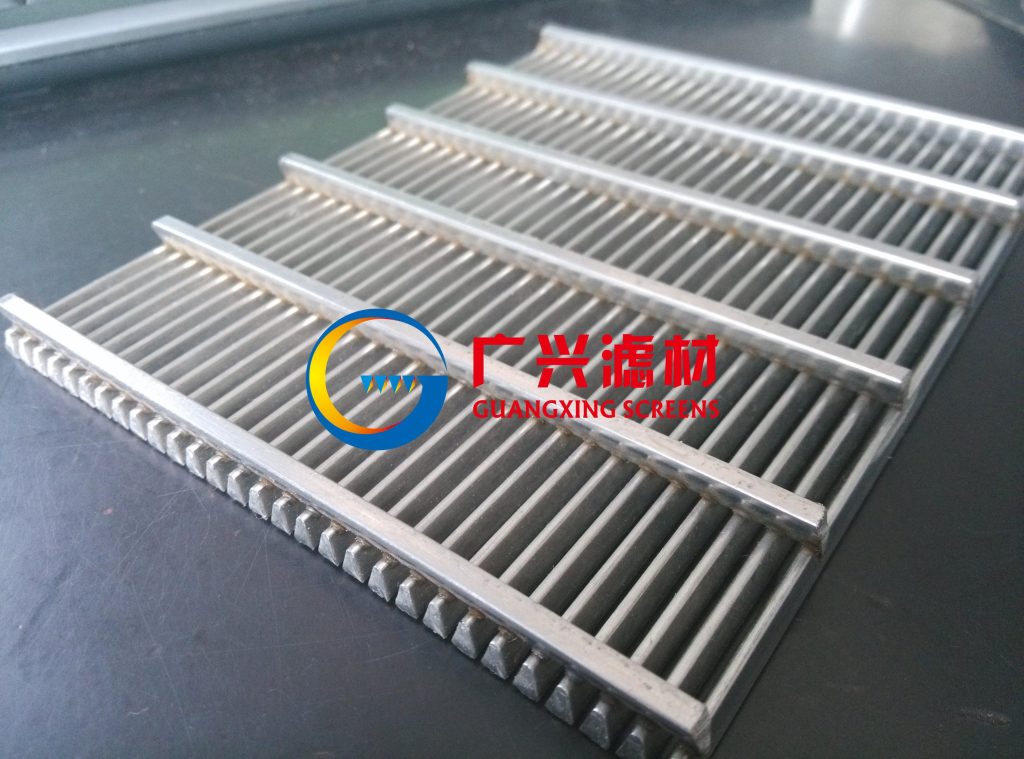
Industrial painéis de tela de fio da Cunha, também designado em estruturas avançadas de dinâmica de fluidos como telas planas de fio de cunha ou painéis de filtro planos personalizados, representam meios de filtração de superfície estrutural altamente projetados. Esses painéis especializados são construídos alinhando com precisão laços contínuos de perfil de arame em forma de V sobre perfis de suporte orientados transversalmente. Cada junção de interseção do fio em cunha e da subestrutura de suporte é estruturalmente ligada usando soldagem por resistência avançada (Soldagem por resistência elétrica – ERW) ou processos de fusão por indução de alta frequência.
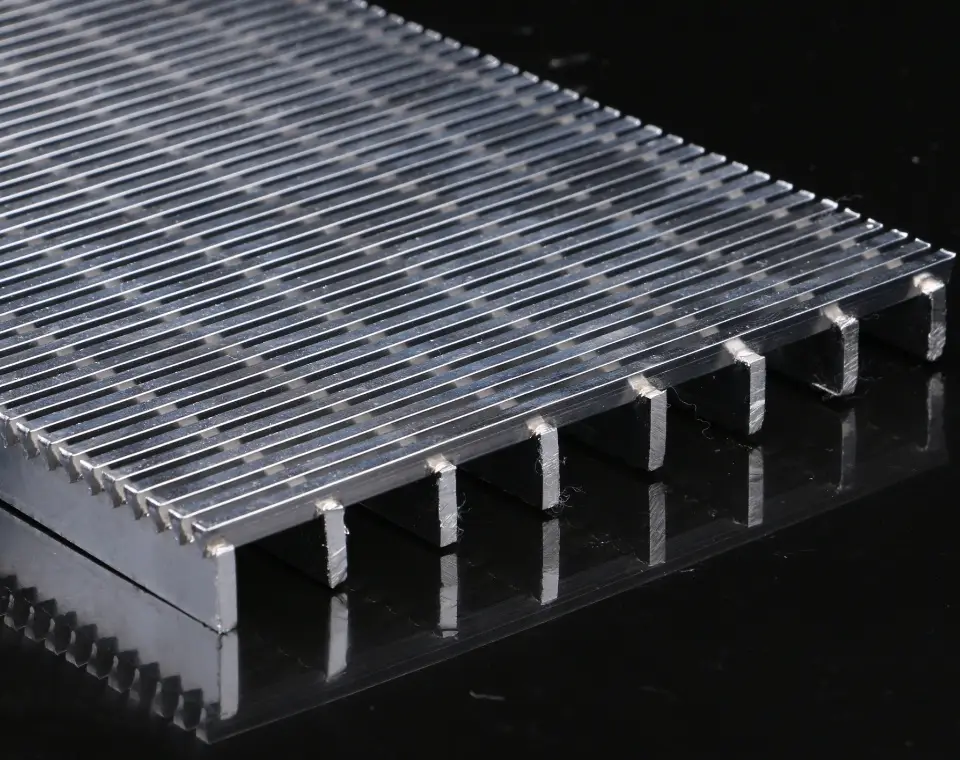
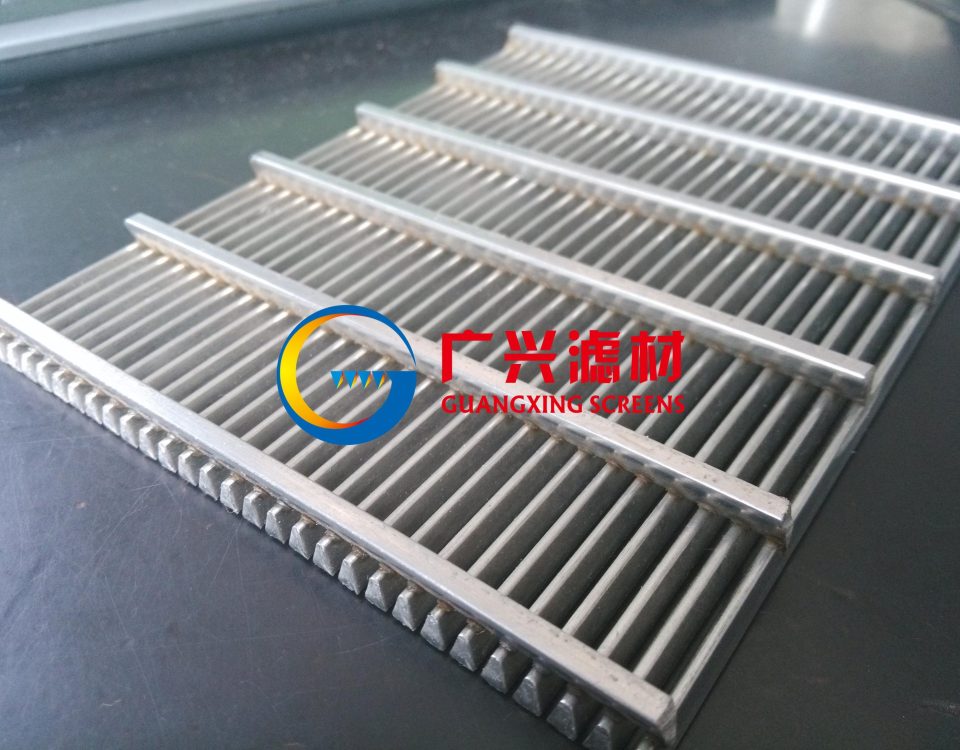
Este método de fabricação contínua cria uma estrutura altamente rígida, painel plano singular caracterizado por tolerâncias de ranhura uniformes e uma seção transversal estrutural sem obstruções. O perfil de superfície em forma de V apresenta um perfil afiado, borda de abertura estreita que se alarga para dentro. Esta configuração única garante que, à medida que as partículas entram na ranhura, eles são imediatamente eliminados pela corrente dinâmica de fluidos ou pelas forças de vibração mecânica, prevenindo eficazmente a cegueira vinculativa e estrutural.
Principais atributos de desempenho operacional:
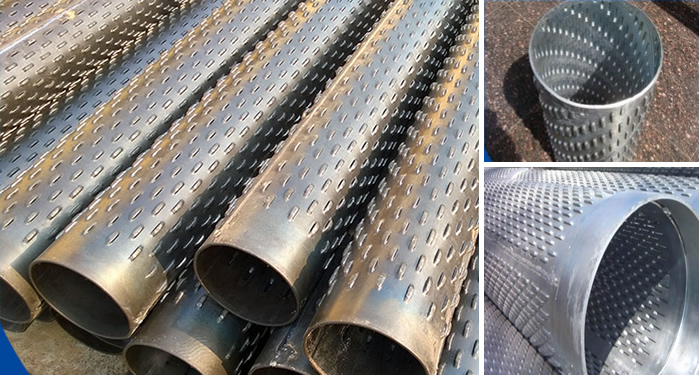
Ao contrário das telas convencionais de malha de arame ou placas perfuradas simples, conjuntos de fio de cunha plana personalizados exibem uma excepcional relação resistência-peso combinada com uma área de filtração aberta. O completamente liso, a geometria de superfície contínua reduz as perdas por atrito em toda a interface do processo, permitindo alta eficiência de retrolavagem e varreduras simples de saneamento químico.
Mesa 1: Especificação Mestre & Limites de Engenharia
| Métrica de Engenharia | Limites de capacidade de fabricação padrão |
|---|---|
| Substratos Primários | Aço inoxidável 304, 304L, 316, 316L, 321, Duplex 2205, Superduplex, Ligas Hastelloy, Titânio |
| Abertura (Slot) Escopo | $20\ \mu\text{m}$ Para $3000\ \mu\text{m}$ (Micro-slots personalizados disponíveis até $10\ \mu\text{m}$) |
| Largura plana máxima | Até $6000\text{ mm}$ largura estrutural contínua sem costuras secundárias |
| Comprimento plano máximo | Até $6000\text{ mm}$ vão longitudinal com base nos parâmetros do perfil estrutural |
| Precisão de soldagem | Soldagem por resistência elétrica automatizada (ERW) fusão multiponto |
| Variantes de acabamento final | Quadros angulares integrados, Barras planas, Reforços laterais, ou cortes brutos sem moldura |
2. Perfis de Liga Metalúrgica & Matrizes de Composição Química
Selecionar a liga metalúrgica correta é crucial para garantir a durabilidade dos painéis de filtro de arame em cunha em ambientes de processamento exigentes. Em aplicações que envolvem produtos químicos industriais corrosivos, vadias mineiras altamente ácidas, ou circuitos de dessalinização à beira-mar, a composição química do aço inoxidável ou liga especial determina diretamente a vida útil da tela.
Ligas de baixo carbono (Por exemplo, 304L, 316L) ajudam a evitar a precipitação de carboneto de cromo ao longo das zonas de alto calor durante a soldagem por resistência, preservando a máxima resistência à corrosão. As tabelas abaixo descrevem os perfis dos elementos químicos estruturais e as propriedades mecânicas necessárias para aplicações de processos pesados.
Mesa 2: Padrões de composição química para ligas de tela plana (%)
| Grau de liga | Carbono (C) | Cromo (Cr) | Níquel (Em) | Molibdênio (Mo) | Manganês (Mn) | Silício (E) |
|---|---|---|---|---|---|---|
| SS 304 | ≤ 0.08 | 18.00 – 20.00 | 8.00 – 10.50 | – | ≤ 2.00 | ≤ 0.75 |
| SS304L | ≤ 0.030 | 18.00 – 20.00 | 8.00 – 12.00 | – | ≤ 2.00 | ≤ 0.75 |
| SS 316 | ≤ 0.08 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| SS316L | ≤ 0.030 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| Duplex 2205 | ≤ 0.030 | 22.00 – 23.00 | 4.50 – 6.50 | 3.00 – 3.50 | ≤ 2.00 | ≤ 1.00 |
Mesa 3: Força mecânica & Desempenho do Limite Físico
| Designação de liga | Resistência à tracção (MPA) | Força de rendimento 0.2% (MPA) | Alongamento em 50mm (%) |
|---|---|---|---|
| SS 304 / 304L | ≥ 515 | ≥ 205 | ≥ 40% |
| SS 316 / 316L | ≥ 485 | ≥ 170 | ≥ 40% |
| Duplex 2205 Equilibrado | ≥ 655 | ≥ 450 | ≥ 25% |
3. Geometrias de perfis estruturais & Combinações de seções transversais
Os limites de carga mecânica e as características de retrolavagem de um filtro de tela plana dependem fortemente do emparelhamento dimensional de seus fios de superfície em cunha e das hastes de suporte subjacentes.. A modificação dessas dimensões estruturais permite a produção de conjuntos otimizados para peneiramento de fluidos leves ou pesados., classificação de rochas de alta vibração.
Mesa 4: Fio de Cunha Técnica (Perfil de superfície) Seleção Dimensional
| Modelo de perfil | Largura do perfil (mm) | Altura do perfil (mm) | Área transversal ($\text{mm}^2$) | Casos de uso funcionais primários |
|---|---|---|---|---|
| Guerra Mundial-05 | 0.50 | 1.50 | 0.75 | Sistemas de pasta de mícrons ultrafinos; camas de filtro químico. |
| Guerra Mundial-07 | 0.75 | 1.50 | 1.12 | Vasos de troca iônica; telas precisas de extração de amido. |
| Guerra Mundial-10 | 1.00 | 2.00 | 2.00 | Tratamento de água de processo padrão; entradas de água municipais. |
| Guerra Mundial-15 | 1.50 | 2.00 | 3.00 | Loops de dimensionamento de celulose e papel; classificação geral de fluidos. |
| Guerra Mundial 20 | 2.00 | 3.00 | 6.00 | Painéis de desidratação de minas pesadas; pisos de triagem de alto impacto. |
| Guerra Mundial-30 | 3.00 | 5.00 | 15.00 | Curvas de peneira vibratória; sistemas de classificação de agregados pesados. |
Mesa 5: Opções de perfil de haste de suporte e restrições geométricas
| Código da haste de suporte | Tipo de perfil de haste | Largura básica (mm) | Profundidade Estrutural (mm) | Faixa de espaçamento de passo (mm) |
|---|---|---|---|---|
| SR-Plano-1 | Barra plana retangular | 2.00 | 10.00 | 15.0 – 50.0 |
| SR-Plano-2 | Barra plana retangular | 3.00 | 12.00 | 20.0 – 75.0 |
| SR-Armadilha-1 | Perfil trapezoidal | 2.00 | 3.00 | 10.0 – 30.0 |
| SR-Armadilha-2 | Perfil trapezoidal | 3.00 | 5.00 | 15.0 – 40.0 |
| Rodada SR | Haste cilíndrica | $\Phi\ 3.00$ | $\Phi\ 3.00$ | 10.0 – 25.0 |
4. Tolerâncias Geométricas & Padrões de Verificação Metrológica
A uniformidade precisa dos slots é essencial para manter pontos de corte precisos de partículas e evitar a contaminação do sistema a jusante. Em aplicações de baixa pressão ou peneiramento vibratório pesado, variações na largura da fenda podem alterar as taxas de fluxo ou permitir a passagem de partículas superdimensionadas.
Nossos processos de fabricação mantêm controle metrológico rigoroso sobre desvios de slots usando configurações avançadas de verificação de laser óptico durante a produção. A tabela abaixo descreve as tolerâncias de controle de qualidade padrão em grupos específicos de largura de slot.
Mesa 6: Tolerâncias padrão de qualidade para aberturas de slots
| Faixa de abertura do slot alvo | Limite de Desvio Médio | Limite de desvio padrão ($\sigma$) |
|---|---|---|
| $0.025\text{ mm}$ Para $1.00\text{ mm}$ | ≤ ± 0.025 mm | 0.025 mm |
| ≥ $1.00\text{ mm}$ Para $2.50\text{ mm}$ | ≤ ± 0.050 mm | 0.050 mm |
| ≥ $2.50\text{ mm}$ Para $10.00\text{ mm}$ | ≤ ± 0.075 mm | 0.075 mm |
5. Cálculo matemático da proporção de área aberta (OA)
A proporção total de área aberta ($OA$) de um painel plano de arame em cunha determina seus limites de rendimento hidráulico, velocidades de aproximação de fluido, e variáveis gerais de queda de pressão ($\Delta P$). Os projetistas confiam nesta métrica percentual para dimensionar os vasos do filtro com precisão e evitar a cavitação da bomba.
A fórmula matemática usada para determinar a porcentagem de área aberta de qualquer layout padrão de tela plana com fio em cunha é expressa da seguinte forma:
O conjunto de dados de referência abaixo fornece porcentagens de área aberta pré-calculadas em pares comuns de largura de fio e dimensão de slot.
Mesa 7: Matriz de porcentagens de áreas abertas pré-calculadas
| Largura do perfil do fio em cunha | Largura alvo do slot (mm) | Proporção de área aberta resultante (%) | Classe de classificação de fluxo hidráulico |
|---|---|---|---|
| 0.50 mm (Guerra Mundial-05) | 0.10 mm | 16.66% | Classe de microvelocidade |
| 0.75 mm (Guerra Mundial-07) | 0.25 mm | 25.00% | Classe de Processo Moderado |
| 1.00 mm (Guerra Mundial-10) | 0.50 mm | 33.33% | Classe de Fluxo Padrão |
| 1.00 mm (Guerra Mundial-10) | 1.00 mm | 50.00% | Classe de alto rendimento |
| 2.00 mm (Guerra Mundial 20) | 3.00 mm | 60.00% | Classe de Descarga Máxima |
6. Arquitetura de implantação do setor industrial & Contextos de processamento
As estruturas de tela plana de arame em cunha são utilizadas em diversas indústrias de processamento de alta capacidade devido à sua robustez estrutural e atributos de autolimpeza. A matriz abaixo define os principais campos de aplicação e seus contextos operacionais típicos.
Mesa 8: Aplicações intersetoriais & Parâmetros de processo direcionados
| Setor Industrial | Posição específica de integração de equipamentos | Faixa típica de slots empregada |
|---|---|---|
| Sistemas de Tratamento de Água | Retentores de mídia de troca iônica, camas de filtro de carvão ativado, drenos subterrâneos de filtro de areia, e telas de entrada de dessalinização. | $150\ \mu\text{m} – 200\ \mu\text{m}$ |
| Mineral & Processamento de Carvão | Agitadores vibratórios, plataformas de desidratação de lama, panelas de recuperação de mídia pesada, e dimensionamento de pisos comuns. | $0.50\text{ mm} – 3.00\text{ mm}$ |
| Polpa, Papel, & Fibra | Plataformas de classificação de fibra, vasos de filtração de licor negro, telas do espessador da gravidade, e rejeitar portas de classificação. | $100\ \mu\text{m} – 500\ \mu\text{m}$ |
| Comida & Processamento de bebidas | Mais alto, faça fundos falsos para preparar cerveja, telas de lavagem de amido de milho, extratores de caldo de cana-de-açúcar, e mesas de classificação de vegetais. | $300\ \mu\text{m} – 1.00\text{ mm}$ |
7. Perguntas frequentes técnicas abrangentes & Guia de engenharia de campo
1º trimestre: Quais são as tolerâncias dimensionais padrão para slots de tela plana personalizados?
UMA: A precisão do slot é dimensionada com o grupo de dimensões de abertura. Para slots finos ($0.025\text{ mm}$ Para $1.0\text{ mm}$), o desvio médio é mantido dentro $\pm 0.025\text{ mm}$ com um desvio padrão de $0.025\text{ mm}$. Aberturas médias ($1.0\text{ mm}$ Para $2.5\text{ mm}$) apresentam uma variação média máxima de $\pm 0.050\text{ mm}$, enquanto grandes slots de processo ($\ge 2.5\text{ mm}$) operar dentro de um $\pm 0.075\text{ mm}$ janela.
2º trimestre: Estão catalogados, tamanhos de prateleira padrão disponíveis para envio imediato?
UMA: Não. Devido ao grande número de combinações potenciais envolvendo perfis de fios, tipos de haste de suporte, dimensões do passo, classes de liga, e estilos de moldura, todos os conjuntos de tela de arame em cunha são fabricados sob medida. Cada painel é projetado para atender aos requisitos mecânicos e químicos de sua posição específica no processo.
3º trimestre: Como são determinados os tamanhos padrão dos slots para sistemas de admissão municipais ou industriais?
UMA: As dimensões padrão são determinadas pelas metas de aplicação ou regulamentações ambientais regionais. Por exemplo, telas de proteção de peixes no Canadá normalmente exigem um $2.54\text{ mm}$ limite de slots, embora as regulamentações dos EUA muitas vezes especifiquem um $3.175\text{ mm}$ limite. Para retenção de mídia genérica (Por exemplo, armadilhas de carbono ou filtros de areia), a regra prática é selecionar uma largura de abertura igual à metade do diâmetro da menor partícula de mídia.
4º trimestre: Quais são os prazos de entrega padrão para a fabricação de pedidos complexos de painéis personalizados?
UMA: Os ciclos de produção padrão geralmente variam entre 15 Para 30 dias dependendo do volume do componente e da complexidade geométrica. Para paradas críticas de fábrica ou necessidades de manutenção emergenciais, opções de produção acelerada podem entregar painéis completos dentro 7 Para 10 dias. Pedidos altamente complexos envolvendo perfis de estrutura complexos ou ligas raras podem exigir 30 Para 40 dias.
Q5: Quais procedimentos de controle de qualidade se aplicam se um componente exibir variação após a entrega em campo?
UMA: Nosso programa de gerenciamento de qualidade garante a verificação de vestígios de materiais para todos os lotes enviados. Se uma montagem exibir um defeito dimensional ou metalúrgico durante o comissionamento em campo, os operadores só precisam fornecer os códigos de identificação do lote e as folhas de inspeção dimensional para iniciar nosso processo de substituição rápida.
⚠️ CONSULTORIA DE PROJETO DE CARGA ESTRUTURAL:
Painéis planos implantados em circuitos de retrolavagem de alta pressão ou aplicações de peneiramento vibratório pesado devem ter espaçamento de suporte adequado. Vãos estendidos sob carga cíclica pesada podem levar à fadiga mecânica ao longo das juntas ERW. Certifique-se de que o espaçamento das vigas estruturais corresponda aos limites máximos de pressão especificados em seus desenhos de engenharia.
Otimize seus parâmetros de filtragem com painéis de arame em cunha projetados com precisão
Garanta uma separação confiável de partículas, desempenho de alto fluxo, e longa vida útil estrutural, integrando nossas configurações de painel de filtro plano personalizado.
Referência do banco de dados de documentação técnica: WW-PAINEL PLANO-QC2026 | Aprovado para indexação de pesquisa global e distribuição de engenharia.
8. Capacidades hidrodinâmicas avançadas de fluxo direto & Comportamento Fluido
Para evitar turbulência estrutural e otimizar a eficiência do processamento hidráulico, painéis de tela de arame de cunha plana contam com mecânica dinâmica de fluidos precisa. Quando uma pasta ou corrente líquida bruta encontra o perfil de superfície em forma de V, a seção transversal em expansão da ranhura cria uma queda de pressão localizada imediatamente atrás da borda da abertura. Esta aceleração do fluido minimiza a perda de carga e ajuda a puxar sólidos finos em suspensão através da matriz da ranhura sem causar atrito ou acumulação na parede.
Ao calcular a hidráulica do sistema para vasos de filtro industriais pesados ou entradas de gravidade abertas, engenheiros devem determinar a velocidade de aproximação do fluido ($v_a$) e velocidade de saída do slot ($v_e$). Manter um equilíbrio ideal evita o impacto de partículas ao longo das faces de aço inoxidável e prolonga o ciclo de vida operacional dos conjuntos de retrolavagem.
Mesa 9: Classificações de velocidade de fluxo hidráulico & Coeficientes de perda de carga
| Grupo de modelos de largura de slot | Velocidade máxima de aproximação ($v_a$, EM) | Velocidade máxima do slot ($v_e$, EM) | Coeficiente de Descarga ($C_d$) |
|---|---|---|---|
| $50\ \mu\text{m} – 100\ \mu\text{m}$ | 0.15 – 0.30 | 0.95 – 1.20 | 0.62 – 0.65 |
| $150\ \mu\text{m} – 300\ \mu\text{m}$ | 0.35 – 0.60 | 1.40 – 1.85 | 0.65 – 0.68 |
| $500\ \mu\text{m} – 1000\ \mu\text{m}$ | 0.75 – 1.20 | 2.10 – 2.80 | 0.70 – 0.74 |
| $\ge 1500\ \mu\text{m}$ Grandes aberturas | 1.50 – 2.50 | 3.20 – 4.50 | 0.75 – 0.78 |
9. Análise de Tensão Mecânica & Limites de Carga Estrutural
Leitos filtrantes planos implantados em agitadores de classificação mineral, equipamento de desidratação vibratório, ou câmaras de fluido em linha de alta pressão devem suportar cargas estáticas e dinâmicas severas. Avaliar a integridade estrutural do painel envolve analisar o momento de inércia ($I$) do perfil de arame em cunha escolhido ao longo do módulo de seção ($Z$) da sua assembleia de apoio.
Quando os painéis são submetidos a choques mecânicos intensos, cargas agregadas concentradas, ou transientes de pressão severos, selecionar o espaçamento apropriado da haste de suporte é fundamental. O espaçamento adequado mantém a deflexão do painel dentro das tolerâncias de engenharia estrutural permitidas ($\le L/400$), ajudando a prevenir microfissuras nas zonas afetadas pelo calor de soldas de resistência individuais.
Mesa 10: Capacidade de Carga Estrutural vs.. Espaçamento central da haste de suporte
| Tipo de perfil de superfície | Espaçamento entre hastes de suporte | Pressão Delta Máxima Permitida ($\Delta P$, bar) | Limite final de carga uniforme ($\text{kN/m}^2$) |
|---|---|---|---|
| Guerra Mundial-05 Mini | 15.0 mm Centro | 6.5 Bar | 12.50 |
| Padrão WW-10 | 25.0 mm Centro | 10.0 Bar | 24.80 |
| Padrão WW-10 | 50.0 mm Centro | 4.2 Bar | 9.15 |
| WW-20 Pesado | 25.0 mm Centro | 25.0 Bar | 65.00 |
| Escudo Maxi da Segunda Guerra Mundial 30 | 30.0 mm Centro | 38.5 Bar | 110.20 |
10. Enquadramento de limite de painel personalizado & Perfis de borda
A integração de painéis de filtros planos personalizados em máquinas industriais ou tanques de processamento existentes requer atenção cuidadosa ao acabamento das bordas. O perfil do limite externo tem um propósito duplo: atua como uma superfície de vedação mecânica para evitar desvio de fluido e fornece rigidez estrutural para resistir à torção sob expansão térmica ou cargas pesadas de material.
Dependendo dos requisitos do sistema, telas planas podem ser fabricadas com matéria-prima, perfis de borda sem moldura ou integrados em montagens usinadas pesadas. Para ambientes de processamento químico e de qualidade alimentar, todas as juntas de borda são continuamente soldadas para eliminar lacunas e fendas onde microssedimentos finos ou matéria biológica poderiam se acumular.
Mesa 11: Perfis estruturais de tratamento de bordas & Capacidades de vedação
| Código de estilo de quadro | Detalhes de configuração do Mechanical Edge | Classificação de integridade de vedação |
|---|---|---|
| FR-Ângulo-90 | Estrutura integrada de ferro com ângulo estrutural de 90 graus, soldado em ângulo ao redor do perímetro do painel. Ideal para peneiras vibratórias drop-in. | Alta vedação estrutural |
| FR-Barra plana | Forro lateral de barra plana pesada ($3\text{ mm}$ Para $8\text{ mm}$ espesso) soldado por pontos ao longo dos terminais da haste de suporte. Maximiza a área aberta ativa. | Borda Fluida Padrão |
| Canal FR-C | Envoltório perimetral de canal C formado que envolve perfis de superfície e estruturas de suporte. Projetado para racks de cartuchos deslizantes. | Selo hermético de desvio zero |
| FR-Raw-Flush | Configuração sem moldura com perfis de superfície recortados a laser com precisão e linhas planas nas bordas. Projetado para estruturas de fixação personalizadas. | Dependente de braçadeiras externas |
11. Acabamentos de superfície pós-refinamento & Tratamentos de Passivação
A resistência de um painel de filtro plano de aço inoxidável à corrosão localizada, como corrosão e oxidação em fendas, é significativamente melhorado pelo refinamento da superfície pós-solda. O intenso calor localizado gerado durante a soldagem por resistência elétrica multiponto pode esgotar o cromo superficial, o que pode levar a micro-corrosão em ambientes contendo íons cloreto.
Para restaurar a camada protetora passiva de óxido de cromo, montagens concluídas são submetidas a banhos especializados de passivação química ou estágios de eletropolimento. Esses tratamentos de refinamento melhoram a resistência à corrosão e otimizam a suavidade da superfície, ajudando a reduzir a adesão de partículas e aumentar a eficiência dos ciclos de retrolavagem mecânica.
Mesa 12: Especificações de Acabamento Químico & Métricas de Rugosidade
| Classificação de Acabamento | Protocolo de processamento & Especificações Químicas | Média de Rugosidade Alvo ($R_a, \mu\text{m}$) |
|---|---|---|
| Banho de Decapagem Ácida | Imersão em solução balanceada de ácido nítrico ($\text{HNO}_3$) e hidrofluorídrico ($\text{HF}$) ácidos. Remove a coloração da solda e a contaminação superficial do ferro. | 1.20 – 1.60 |
| Passivação Nítrica | Tratamento através de um 20% concentração $\text{HNO}_3$ banho com temperatura controlada. Restaura o filme passivo de óxido de cromo sem alterar as dimensões. | 0.80 – 1.10 |
| Loop de eletropolimento | Processo de dissolução eletroquímica anódica em matriz de ácido fosfórico/sulfúrico. Dissolve picos superficiais microscópicos, fornecendo um especular, acabamento espelhado. | ≤ 0.30 – 0.45 |
12. Manutenção Preventiva & Limpeza de estruturas
Embora a configuração geométrica dos painéis de arame em cunha resista ao cegamento, cronogramas regulares de manutenção são necessários para evitar incrustações minerais ou incrustações biológicas ao operar continuamente em meios fluidos agressivos. Os engenheiros da planta devem monitorar as variáveis de queda de pressão no leito filtrante para otimizar a eficiência do sistema e identificar quando um ciclo de limpeza é necessário.
Dimensionamento de carbonato de cálcio, compostos orgânicos pegajosos, e polpas fibrosas requerem protocolos de limpeza específicos para restaurar a proporção basal de área aberta sem causar danos mecânicos aos perfis dos fios.
Mesa 13: Limpeza de manutenção & Diretrizes de Regeneração Química
| Classificação de incrustações | Remediação direcionada & Método de ação fluida | Limites Máximos de Pressão Operacional |
|---|---|---|
| Escala Mineral (Carbonatos) | Lavagem química no local usando um 5% Para 10% solução de ácido cítrico ou enxágue com ácido fosfórico inibido. Descarrega acumulações minerais de forma limpa. | Imersão estática; pressão zero da bomba. |
| Cegueira do Núcleo Fibroso | Retrolavagem hidráulica de alta pressão aplicada na direção interna/reversa do painel. Direciona jatos de água perpendicularmente nas ranhuras. | Contrapressão dinâmica até 4.5 Bar max. |
| Slimes Biológicos | Tratamento de choque com hipoclorito de sódio ($\text{NaOCl}$) ou injeções de ozônio. Quebra estruturas orgânicas pegajosas para facilitar a limpeza por retrolavagem. | Pressão de recirculação do circuito ambiente. |
Todos os projetos hidráulicos, cálculos de carga, e as seleções de slots devem ser verificadas em relação às especificações do projeto mecânico do contêiner do equipamento ou recipiente de processo. Os fatores de segurança estrutural devem seguir os códigos internacionais de fabricação, incluindo AWS D1.6 para estruturas de aço inoxidável.



{kind=link}
{kind=link}