

إسفين سلك الشاشة اسطوانات
أبريل 29, 2026
شاشات بئر الأسلاك الإسفينية
يونيو 13, 2026
لوحات الشاشة إسفين سلك:
الخلاصة التقنية النهائية لألواح الشاشة المسطحة ذات الأسلاك الإسفينية الصناعية, لوحات الغربال الاهتزازية, وركائز ترشيح سطحية عالية الدقة: مصفوفات الأبعاد الشاملة, مقاييس التدفق الهيدروليكي, وهندسة الملف الشخصي كاملة.
2. مصفوفات المواد
3. الملامح الهيكلية
4. التسامح الهندسي
5. صيغ المنطقة المفتوحة
6. تطبيقات
7. الأسئلة الشائعة الفنية
1. نظرة عامة على النظام & الخصائص الميكانيكية الوظيفية
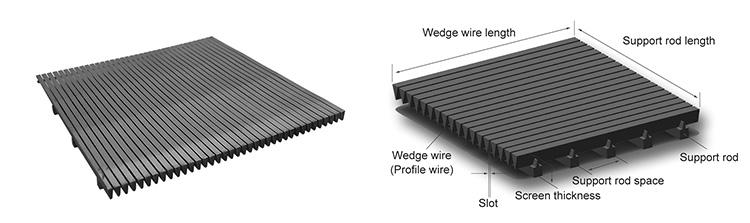
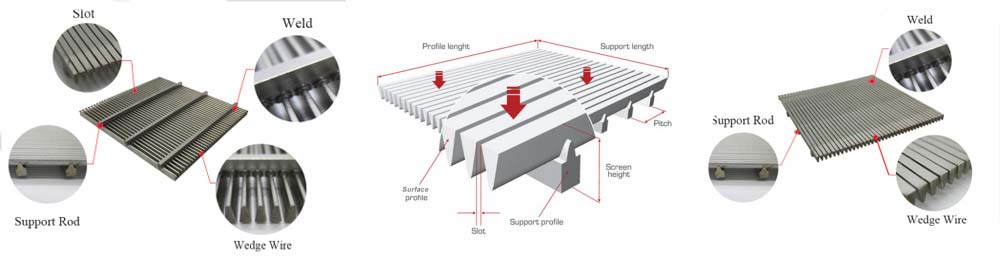
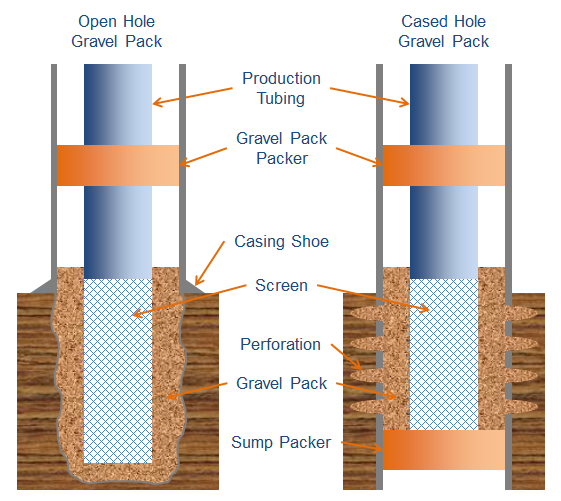
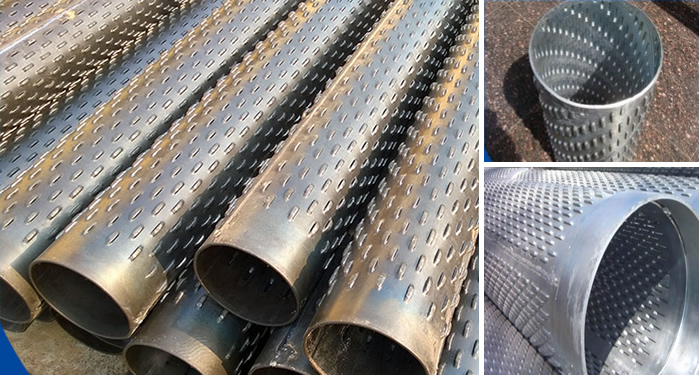
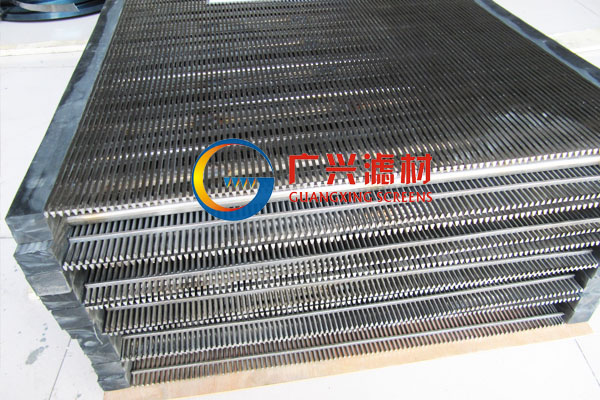
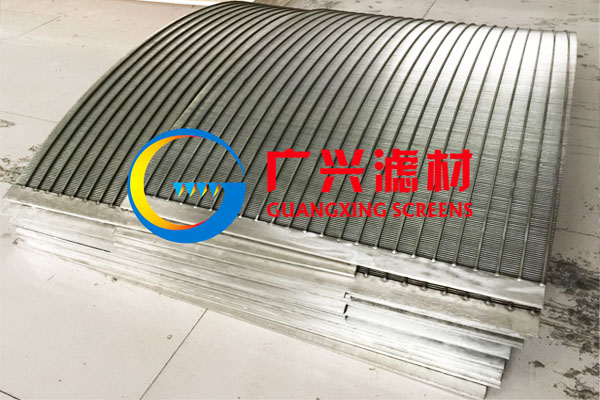
صناعي آسفين سلك الشاشة لوحات, تم تحديده أيضًا عبر أطر عمل ديناميكيات الموائع المتقدمة مثل شاشات مسطحة سلك إسفين أو ألواح الترشيح المسطحة المخصصة, تمثل وسائط الترشيح السطحية الهيكلية ذات التصميم العالي. يتم إنشاء هذه اللوحات المتخصصة من خلال محاذاة حلقات الأسلاك المستمرة على شكل حرف V بدقة مع ملفات تعريف الدعم الموجهة بشكل عرضي. يتم ربط كل منعطف متقاطع لسلك الإسفين والبنية التحتية الداعمة هيكليًا باستخدام لحام مقاوم متقدم (اللحام بالمقاومة الكهربائية – المتفجرات من مخلفات الحرب) أو عمليات الاندماج التعريفي عالية التردد.
تخلق طريقة التصنيع المستمرة هذه صلابة عالية, لوحة مستوية مفردة تتميز بتفاوتات فتحة موحدة ومقطع عرضي هيكلي غير قابل للانسداد. يتميز المظهر الجانبي للسطح على شكل حرف V بحدة, حافة فتحة ضيقة تتسع إلى الداخل. يضمن هذا التكوين الفريد دخول الجزيئات إلى الفتحة, يتم مسحها على الفور بواسطة التيار الديناميكي السائل أو قوى الاهتزاز الميكانيكية, منع بشكل فعال العمى الملزم والهيكلي.
سمات الأداء التشغيلي الرئيسية:
على عكس الشاشات السلكية المنسوجة التقليدية أو الألواح المثقبة البسيطة, تُظهر مجموعات الأسلاك الإسفينية المسطحة المخصصة نسبة قوة إلى وزن استثنائية بالإضافة إلى منطقة ترشيح مفتوحة. على نحو سلس تماما, تعمل هندسة السطح المستمر على تقليل خسائر الاحتكاك عبر واجهة العملية, مما يسمح بكفاءة الغسيل العكسي العالية وعمليات المسح الكيميائي البسيطة.
طاولة 1: المواصفات الرئيسية & الحدود الهندسية
| متري هندسي | حدود القدرة التصنيعية القياسية |
|---|---|
| الركائز الأولية | الفولاذ المقاوم للصدأ 304, 304L, 316, 316L, 321, ثنائية الاتجاه 2205, سوبر دوبلكس, سبائك هاستيلوي, التيتانيوم |
| فتحة (فتحه) نِطَاق | $20\ \mu\text{m}$ إلى $3000\ \mu\text{m}$ (فتحات صغيرة مخصصة متاحة وصولاً إلى $10\ \mu\text{m}$) |
| أقصى عرض مسطح | تصل إلى $6000\text{ mm}$ عرض هيكلي مستمر بدون طبقات ثانوية |
| الحد الأقصى للطول المسطح | تصل إلى $6000\text{ mm}$ الامتداد الطولي بناءً على معلمات المظهر الجانبي الهيكلي |
| دقة اللحام | اللحام الآلي بالمقاومة الكهربائية (المتفجرات من مخلفات الحرب) اندماج متعدد النقاط |
| نهاية المتغيرات النهاية | إطارات زاوية متكاملة, الحانات المسطحة, التعزيزات الجانبية, أو قطع خام بدون إطار |
2. لمحات من السبائك المعدنية & مصفوفات التركيب الكيميائي
يعد اختيار السبائك المعدنية الصحيحة أمرًا بالغ الأهمية لضمان متانة ألواح الترشيح السلكية الإسفينية في بيئات المعالجة الصعبة. في التطبيقات التي تنطوي على المواد الكيميائية الصناعية المسببة للتآكل, slutes التعدين حمضية للغاية, أو حلقات تحلية المياه الساحلية, يحدد التركيب الكيميائي للفولاذ المقاوم للصدأ أو السبائك المتخصصة عمر الشاشة بشكل مباشر.
سبائك منخفضة الكربون (على سبيل المثال, 304L, 316L) تساعد على منع ترسيب كربيد الكروم على طول المناطق ذات الحرارة العالية أثناء اللحام بالمقاومة, الحفاظ على أقصى قدر من مقاومة الحفر. توضح الجداول أدناه ملامح العناصر الكيميائية الهيكلية والخصائص الميكانيكية المطلوبة لتطبيقات العمليات الثقيلة.
طاولة 2: معايير التركيب الكيميائي لسبائك الشاشة المسطحة (%)
| درجة السبائك | كربون (ج) | الكروم (كر) | النيكل (في) | الموليبدينوم (شهر) | المنغنيز (من) | السيليكون (و) |
|---|---|---|---|---|---|---|
| SS 304 | ≥ 0.08 | 18.00 – 20.00 | 8.00 – 10.50 | – | ≥ 2.00 | ≥ 0.75 |
| اس اس 304 ل | ≥ 0.030 | 18.00 – 20.00 | 8.00 – 12.00 | – | ≥ 2.00 | ≥ 0.75 |
| SS 316 | ≥ 0.08 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≥ 2.00 | ≥ 0.75 |
| اس اس 316 ل | ≥ 0.030 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≥ 2.00 | ≥ 0.75 |
| ثنائية الاتجاه 2205 | ≥ 0.030 | 22.00 – 23.00 | 4.50 – 6.50 | 3.00 – 3.50 | ≥ 2.00 | ≥ 1.00 |
طاولة 3: القوة الميكانيكية & أداء العتبة المادية
| تسمية السبائك | قوة الشد (MPA) | قوة العائد 0.2% (MPA) | استطالة في 50 ملم (%) |
|---|---|---|---|
| SS 304 / 304L | ≥ 515 | ≥ 205 | ≥ 40% |
| SS 316 / 316L | ≥ 485 | ≥ 170 | ≥ 40% |
| ثنائية الاتجاه 2205 متوازن | ≥ 655 | ≥ 450 | ≥ 25% |
3. هندسة التشكيلات الهيكلية & مجموعات المقطع العرضي
تعتمد حدود التحميل الميكانيكي وخصائص الغسيل العكسي لمرشح اللوحة المسطحة بشكل كبير على الاقتران الأبعادي للأسلاك السطحية الإسفينية وقضبان الدعم الأساسية. يسمح تعديل هذه الأبعاد الهيكلية بإنتاج مجموعات محسنة لفحص السوائل الخفيفة أو الثقيلة, فرز الصخور عالية الاهتزاز.
طاولة 4: سلك إسفين التقنية (الملف السطحي) اختيار الأبعاد
| نموذج الملف الشخصي | عرض الملف الشخصي (مم) | ارتفاع الملف الشخصي (مم) | منطقة مستعرضة ($\text{mm}^2$) | حالات الاستخدام الوظيفي الأساسي |
|---|---|---|---|---|
| WW-05 | 0.50 | 1.50 | 0.75 | أنظمة الملاط ميكرون فائقة الدقة; أسرة الترشيح الكيميائي. |
| WW-07 | 0.75 | 1.50 | 1.12 | أوعية التبادل الأيوني; شاشات استخراج النشا دقيقة. |
| WW-10 | 1.00 | 2.00 | 2.00 | معالجة المياه القياسية; مآخذ المياه البلدية. |
| WW-15 | 1.50 | 2.00 | 3.00 | حلقات تحجيم اللب والورق; التصنيف العام للسوائل. |
| WW-20 | 2.00 | 3.00 | 6.00 | ألواح نزح المياه الثقيلة; أرضيات فرز عالية التأثير. |
| WW-30 | 3.00 | 5.00 | 15.00 | ينحني الغربال بالاهتزاز; أنظمة تصنيف الركام الثقيل. |
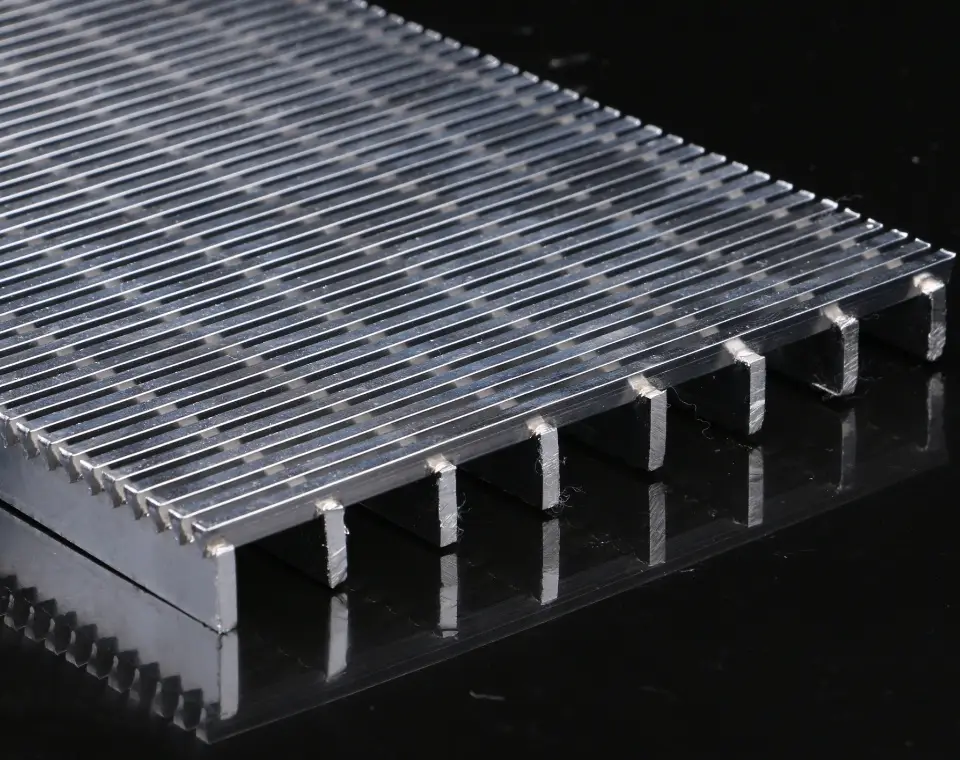
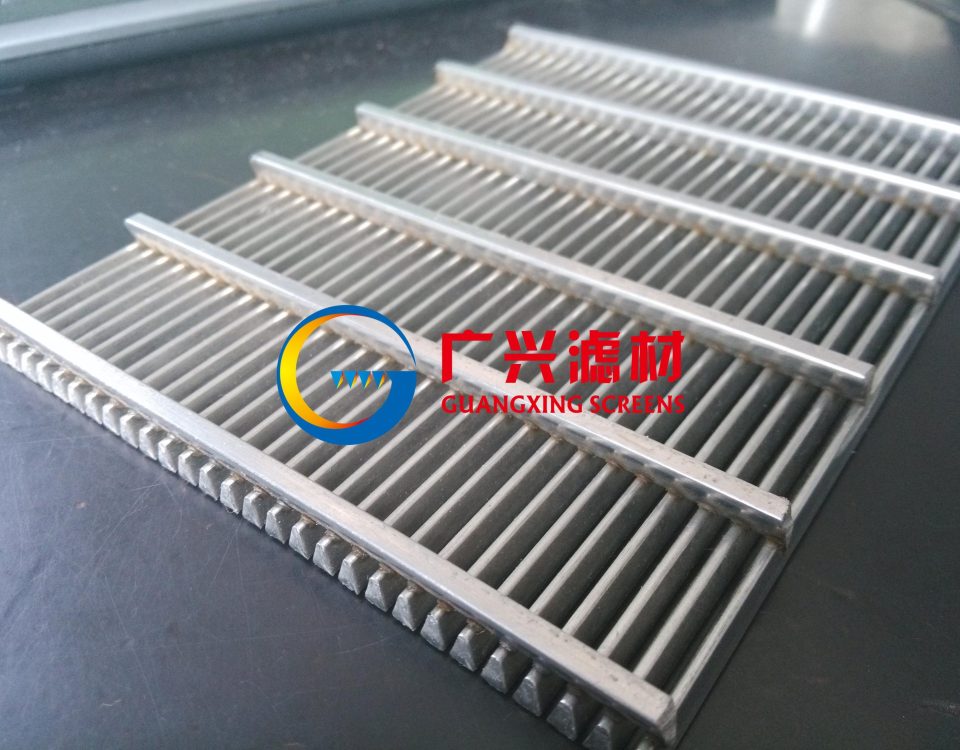
طاولة 5: دعم خيارات ملف تعريف القضيب والقيود الهندسية
| دعم رمز قضيب | نوع الملف الشخصي للقضيب | عرض القاعدة (مم) | العمق الهيكلي (مم) | نطاق تباعد الملعب (مم) |
|---|---|---|---|---|
| SR-Flat-1 | شريط مسطح مستطيل | 2.00 | 10.00 | 15.0 – 50.0 |
| SR-Flat-2 | شريط مسطح مستطيل | 3.00 | 12.00 | 20.0 – 75.0 |
| SR-فخ-1 | ملف شبه منحرف | 2.00 | 3.00 | 10.0 – 30.0 |
| SR-فخ-2 | ملف شبه منحرف | 3.00 | 5.00 | 15.0 – 40.0 |
| جولة SR | قضيب دبوس أسطواني | $\Phi\ 3.00$ | $\Phi\ 3.00$ | 10.0 – 25.0 |
4. التسامح الهندسي & معايير التحقق المترولوجية
يعد توحيد الفتحات الدقيقة أمرًا ضروريًا للحفاظ على نقاط القطع الدقيقة للجسيمات ومنع تلوث النظام النهائي. في تطبيقات الضغط المنخفض أو الفحص الاهتزازي الثقيل, يمكن للاختلافات في عرض الفتحة أن تغير معدلات التدفق أو تسمح بمرور الجزيئات كبيرة الحجم.
تحافظ عمليات التصنيع لدينا على رقابة مترولوجية صارمة على انحرافات الفتحات باستخدام إعدادات التحقق الضوئي بالليزر المتقدمة أثناء الإنتاج. يوضح الجدول أدناه التفاوتات القياسية لمراقبة الجودة عبر مجموعات عرض الفتحات المحددة.
طاولة 6: التفاوتات القياسية للجودة لفتحات الفتحات
| نطاق فتحة الفتحة المستهدفة | يعني حد الانحراف | حدود الانحراف المعياري ($\sigma$) |
|---|---|---|
| $0.025\text{ mm}$ إلى $1.00\text{ mm}$ | ± ± 0.025 مم | 0.025 مم |
| ≥ $1.00\text{ mm}$ إلى $2.50\text{ mm}$ | ± ± 0.050 مم | 0.050 مم |
| ≥ $2.50\text{ mm}$ إلى $10.00\text{ mm}$ | ± ± 0.075 مم | 0.075 مم |
5. الحساب الرياضي لنسبة المساحة المفتوحة (الزراعة العضوية)
نسبة المساحة المفتوحة الإجمالية ($OA$) تحدد اللوحة المسطحة ذات السلك الإسفيني حدود الإنتاجية الهيدروليكية, سرعات اقتراب السوائل, ومتغيرات انخفاض الضغط الكلي ($\Delta P$). يعتمد المصممون على هذه النسبة المئوية لقياس حجم أوعية الترشيح بدقة ومنع تجويف المضخة.
يتم التعبير عن الصيغة الرياضية المستخدمة لتحديد النسبة المئوية للمساحة المفتوحة لأي تخطيط قياسي للوحة المسطحة ذات الأسلاك الإسفينية على النحو التالي:
توفر مجموعة البيانات المرجعية أدناه نسبًا مئوية للمساحة المفتوحة محسوبة مسبقًا عبر عرض السلك المشترك وأبعاد الفتحة.
طاولة 7: مصفوفة النسب المئوية للمساحة المفتوحة المحسوبة مسبقًا
| عرض ملف تعريف سلك الوتد | عرض الفتحة المستهدفة (مم) | الناتجة نسبة المنطقة المفتوحة (%) | فئة تصنيف التدفق الهيدروليكي |
|---|---|---|---|
| 0.50 مم (WW-05) | 0.10 مم | 16.66% | فئة السرعة الصغرى |
| 0.75 مم (WW-07) | 0.25 مم | 25.00% | فئة عملية معتدلة |
| 1.00 مم (WW-10) | 0.50 مم | 33.33% | فئة التدفق القياسية |
| 1.00 مم (WW-10) | 1.00 مم | 50.00% | فئة عالية الإنتاجية |
| 2.00 مم (WW-20) | 3.00 مم | 60.00% | الحد الأقصى لفئة التفريغ |
6. هندسة النشر في القطاع الصناعي & سياقات المعالجة
تُستخدم هياكل الشاشات المسطحة ذات الأسلاك الإسفينية في العديد من صناعات المعالجة عالية السعة نظرًا لقوتها الهيكلية وخصائص التنظيف الذاتي. تحدد المصفوفة أدناه مجالات التطبيق الرئيسية وسياقاتها التشغيلية النموذجية.
طاولة 8: تطبيقات عبر الصناعة & معلمات العملية المستهدفة
| القطاع الصناعي | موقف تكامل المعدات المحددة | نطاق الفتحة النموذجي المستخدم |
|---|---|---|
| أنظمة معالجة المياه | مثبطات وسائط التبادل الأيوني, أسرة فلتر الكربون المنشط, مرشحات الرمل, وشاشات تحلية المياه. | $150\ \mu\text{m} – 200\ \mu\text{m}$ |
| المعدنية & معالجة الفحم | الهزازات الاهتزازية, الطوابق نزح المياه الطين, مقالي استعادة الوسائط الثقيلة, وأرضيات التحجيم التشغيلية. | $0.50\text{ mm} – 3.00\text{ mm}$ |
| لب الورق, ورقة, & الفيبر | طوابق تصنيف الألياف, أوعية ترشيح الخمور السوداء, شاشات مثخن الجاذبية, ورفض بوابات الفرز. | $100\ \mu\text{m} – 500\ \mu\text{m}$ |
| المواد الغذائية & تجهيز المشروبات | قم بعمل قيعان زائفة للتخمير بصوت أعلى, شاشات غسل نشا الذرة, مستخلصات عصير قصب السكر, وطاولات فرز الخضار. | $300\ \mu\text{m} – 1.00\text{ mm}$ |
7. الأسئلة الشائعة الفنية الشاملة & دليل الهندسة الميدانية
س1: ما هي تفاوتات الأبعاد القياسية لفتحات الشاشة المسطحة المخصصة?
أ: مقاييس دقة الفتحة مع مجموعة أبعاد الفتحة. للفتحات الدقيقة ($0.025\text{ mm}$ إلى $1.0\text{ mm}$), ويقام الانحراف المتوسط داخل $\pm 0.025\text{ mm}$ مع الانحراف المعياري $0.025\text{ mm}$. فتحات متوسطة ($1.0\text{ mm}$ إلى $2.5\text{ mm}$) تظهر أقصى متوسط للتباين $\pm 0.050\text{ mm}$, في حين فتحات عملية كبيرة ($\ge 2.5\text{ mm}$) تعمل ضمن أ $\pm 0.075\text{ mm}$ نافذة.
Q2: هل هناك مفهرسة, أحجام الرف القياسية متاحة للشحن الفوري?
أ: لا. بسبب العدد الهائل من التركيبات المحتملة التي تتضمن ملفات تعريف الأسلاك, أنواع قضيب الدعم, أبعاد الملعب, درجات سبائك, وأنماط الإطار, يتم تصنيع جميع مجموعات شاشات الأسلاك الإسفينية خصيصًا. تم تصميم كل لوحة لتتوافق مع المتطلبات الميكانيكية والكيميائية لوضع العملية المحدد الخاص بها.
س3: كيف يتم تحديد أحجام الفتحات القياسية لأنظمة السحب البلدية أو الصناعية?
أ: يتم تحديد الأبعاد القياسية من خلال أهداف التطبيق أو اللوائح البيئية الإقليمية. على سبيل المثال, تتطلب شاشات حماية الأسماك في كندا عادةً $2.54\text{ mm}$ حد الفتحة, بينما تحدد اللوائح الأمريكية غالبًا أ $3.175\text{ mm}$ عتبة. للاحتفاظ بالوسائط العامة (على سبيل المثال, مصائد حلقة الكربون أو المرشحات الرملية), القاعدة الأساسية هي اختيار عرض فتحة يساوي نصف قطر أصغر جسيم وسائط.
س 4: ما هي المهل الزمنية القياسية لتصنيع طلبات اللوحات المخصصة المعقدة؟?
أ: تتراوح دورات الإنتاج القياسية بشكل عام بين 15 إلى 30 أيام اعتمادا على حجم المكون والتعقيد الهندسي. لإغلاق المصانع الحرجة أو احتياجات الصيانة الطارئة, يمكن لخيارات الإنتاج المتسارعة تقديم لوحات مكتملة داخلها 7 إلى 10 أيام. قد تتطلب الطلبات المعقدة للغاية التي تتضمن مقاطع تأطير معقدة أو سبائك نادرة 30 إلى 40 أيام.
س5: ما هي إجراءات مراقبة الجودة المطبقة إذا أظهر أحد المكونات تباينًا بعد التسليم الميداني?
أ: يضمن برنامج إدارة الجودة لدينا التحقق من المواد النزرة لجميع الدفعات المشحونة. إذا أظهر التجميع عيبًا في الأبعاد أو المعادن أثناء التشغيل الميداني, يحتاج المشغلون فقط إلى توفير رموز تعريف الدفعة وأوراق فحص الأبعاد لبدء عملية الاستبدال السريعة.
⚠️ استشارات تصميم الأحمال الهيكلية:
يجب أن تتمتع الألواح المسطحة المنتشرة في حلقات الغسيل العكسي ذات الضغط العالي أو تطبيقات الغربلة الاهتزازية الثقيلة بمسافات دعم كافية. يمكن أن تؤدي الامتدادات الممتدة تحت التحميل الدوري الثقيل إلى التعب الميكانيكي على طول مفاصل المتفجرات من مخلفات الحرب. تأكد من أن المسافة بين العوارض الهيكلية تتوافق مع حدود الضغط القصوى المحددة في رسوماتك الهندسية.
قم بتحسين معلمات الترشيح الخاصة بك باستخدام لوحات الأسلاك الإسفينية المصممة بدقة
ضمان فصل الجسيمات موثوقة, أداء تدفق عالي, وعمر هيكلي طويل من خلال دمج تكوينات لوحة الترشيح المسطحة المُشكَّلة خصيصًا لدينا.
قاعدة بيانات الوثائق الفنية المرجع: WW-FLAT-PANEL-QC2026 | تمت الموافقة على فهرسة البحث العالمي والتوزيع الهندسي.
8. قدرات هيدروديناميكية متقدمة للتدفق & سلوك السوائل
لمنع الاضطرابات الهيكلية وتحسين كفاءة المعالجة الهيدروليكية, تعتمد لوحات الشاشة ذات الأسلاك الإسفينية المسطحة على ميكانيكا ديناميكية السوائل الدقيقة. عندما يواجه تيار سائل أو ملاط خام شكل السطح على شكل حرف V, يؤدي المقطع العرضي المتوسع للفتحة إلى إنشاء انخفاض موضعي في الضغط خلف حافة الفتحة مباشرةً. يعمل تسارع السائل هذا على تقليل فقدان الرأس ويساعد على سحب المواد الصلبة العالقة الدقيقة من خلال مصفوفة الفتحات دون التسبب في احتكاك الجدار أو تراكمه.
عند حساب المكونات الهيدروليكية للنظام لأوعية الترشيح الصناعية شديدة التحمل أو مآخذ الجاذبية المفتوحة, يجب على المهندسين تحديد سرعة اقتراب السوائل ($v_a$) وفتحة سرعة الخروج ($v_e$). إن الحفاظ على التوازن الأمثل يمنع اصطدام الجسيمات على طول أوجه الفولاذ المقاوم للصدأ ويطيل دورة الحياة التشغيلية لمجموعات الغسيل العكسي.
طاولة 9: تقييمات سرعة التدفق الهيدروليكي & معاملات فقدان الرأس
| مجموعة نماذج عرض الفتحة | أقصى سرعة الاقتراب ($v_a$, آنسة) | سرعة الفتحة القصوى ($v_e$, آنسة) | معامل التفريغ ($C_d$) |
|---|---|---|---|
| $50\ \mu\text{m} – 100\ \mu\text{m}$ | 0.15 – 0.30 | 0.95 – 1.20 | 0.62 – 0.65 |
| $150\ \mu\text{m} – 300\ \mu\text{m}$ | 0.35 – 0.60 | 1.40 – 1.85 | 0.65 – 0.68 |
| $500\ \mu\text{m} – 1000\ \mu\text{m}$ | 0.75 – 1.20 | 2.10 – 2.80 | 0.70 – 0.74 |
| $\ge 1500\ \mu\text{m}$ فتحات كبيرة | 1.50 – 2.50 | 3.20 – 4.50 | 0.75 – 0.78 |
9. تحليل الإجهاد الميكانيكي & حدود الحمل الهيكلي
أسرة ترشيح مسطحة منتشرة في هزازات تصنيف المعادن, معدات نزح المياه الاهتزازية, أو يجب أن تتحمل غرف السوائل المضمنة ذات الضغط العالي الأحمال الساكنة والديناميكية الشديدة. يتضمن تقييم السلامة الهيكلية للوحة تحليل لحظة القصور الذاتي ($I$) لملف سلك الإسفين المختار بجانب معامل القسم ($Z$) من الجمعية الداعمة لها.
عندما تتعرض الألواح لصدمة ميكانيكية شديدة, الأحمال المجمعة المركزة, أو العابرين الضغط الشديد, يعد اختيار تباعد قضيب الدعم المناسب أمرًا بالغ الأهمية. يحافظ التباعد المناسب على انحراف اللوحة ضمن التفاوتات الهندسية الإنشائية المسموح بها ($\le L/400$), المساعدة في منع التشققات الدقيقة عبر المناطق المتضررة بالحرارة من اللحامات المقاومة الفردية.
طاولة 10: سعة الحمل الهيكلية مقابل. دعم تباعد مركز قضيب
| نوع ملف تعريف السطح | دعم تباعد الملعب رود | أقصى ضغط دلتا المسموح به ($\Delta P$, بار) | حد التحميل الموحد النهائي ($\text{kN/m}^2$) |
|---|---|---|---|
| WW-05 ميني | 15.0 مركز مم | 6.5 حاجِز | 12.50 |
| معيار WW-10 | 25.0 مركز مم | 10.0 حاجِز | 24.80 |
| معيار WW-10 | 50.0 مركز مم | 4.2 حاجِز | 9.15 |
| WW-20 ثقيل | 25.0 مركز مم | 25.0 حاجِز | 65.00 |
| WW-30 ماكسي شيلد | 30.0 مركز مم | 38.5 حاجِز | 110.20 |
10. تأطير حدود اللوحة المخصصة & ملفات تعريف الحافة
يتطلب دمج لوحات الترشيح المسطحة المخصصة في الآلات الصناعية أو خزانات المعالجة الحالية اهتمامًا دقيقًا بتشطيب الحواف. يخدم ملف تعريف الحدود الخارجية غرضًا مزدوجًا: إنه بمثابة سطح مانع للتسرب ميكانيكي لمنع تجاوز السوائل ويوفر صلابة هيكلية لمقاومة الالتواء تحت التمدد الحراري أو أحمال المواد الثقيلة.
اعتمادا على متطلبات النظام, يمكن تصنيع الشاشات المسطحة باستخدام الخام, لمحات حافة غير مؤطرة أو مدمجة في مجموعات آلية ثقيلة. لبيئات المعالجة الغذائية والكيميائية, يتم لحام جميع وصلات الحواف بشكل مستمر لإزالة الفجوات والشقوق التي يمكن أن تتجمع فيها الرواسب الدقيقة الدقيقة أو المواد البيولوجية.
طاولة 11: ملامح معالجة الحافة الهيكلية & قدرات الختم
| رمز نمط الإطار | تفاصيل تكوين الحافة الميكانيكية | ختم تقييم النزاهة |
|---|---|---|
| FR-زاوية-90 | إطار حديدي متكامل بزاوية هيكلية 90 درجة, شرائح ملحومة حول محيط اللوحة. مثالية للشاشات الاهتزازية المنسدلة. | ختم هيكلي عالي |
| FR-شريط مسطح | بطانة جانبية مسطحة ثقيلة ($3\text{ mm}$ إلى $8\text{ mm}$ سميك) غرزة ملحومة على طول محطات قضيب الدعم. يزيد من المساحة المفتوحة النشطة. | حدود السوائل القياسية |
| قناة FR-C | غلاف محيطي على شكل قناة C يحيط بكل من الملامح السطحية وهياكل الدعم. تم تصميمها خصيصًا لرفوف الخرطوشة المنزلقة للخارج. | ختم محكم التجاوز صفر |
| FR-خام-فلاش | تكوين بدون إطار مع ملامح سطحية دقيقة مشذبة بالليزر وخطوط مسطحة حتى الحافة. مصممة لإطارات التثبيت المخصصة. | تعتمد على المشابك الخارجية |
11. التشطيبات السطحية بعد التكرير & علاجات التخميل
مقاومة لوحة الترشيح المسطحة المصنوعة من الفولاذ المقاوم للصدأ للتآكل الموضعي, مثل تأليب وأكسدة الشق, تم تحسينه بشكل كبير عن طريق تكرير السطح بعد اللحام. يمكن للحرارة الموضعية الشديدة المتولدة أثناء اللحام بالمقاومة الكهربائية متعددة النقاط أن تستنزف الكروم السطحي, مما قد يؤدي إلى تأليب دقيق في البيئات التي تحتوي على أيونات الكلوريد.
لاستعادة طبقة أكسيد الكروم السلبية الواقية, تخضع التجميعات المكتملة لحمامات التخميل الكيميائية المتخصصة أو مراحل التلميع الكهربائي. تعمل معالجات التكرير هذه على تحسين مقاومة التآكل وتحسين نعومة السطح, مما يساعد على تقليل التصاق الجسيمات وزيادة كفاءة دورات الغسيل العكسي الميكانيكية.
طاولة 12: مواصفات التشطيب الكيميائي & مقاييس الخشونة
| تصنيف التشطيب | بروتوكول المعالجة & مواصفات الكيمياء | متوسط خشونة الهدف ($R_a, \mu\text{m}$) |
|---|---|---|
| حمام التخليل الحمضي | الغمر في محلول متوازن من النيتريك ($\text{HNO}_3$) والهيدروفلوريك ($\text{HF}$) الأحماض. يزيل صبغة اللحام وتلوث الحديد السطحي. | 1.20 – 1.60 |
| التخميل النيتريك | العلاج عن طريق أ 20% تركيز $\text{HNO}_3$ حمام في درجات حرارة يمكن التحكم فيها. يستعيد طبقة أكسيد الكروم السلبية دون تغيير الأبعاد. | 0.80 – 1.10 |
| حلقة التلميع الكهربائي | عملية الذوبان الكهروكيميائي الأنودي في مصفوفة حمض الفوسفوريك/الكبريت. يذوب القمم السطحية المجهرية, توفير براق, لمسة نهائية تشبه المرآة. | ≥ 0.30 – 0.45 |
12. الصيانة الوقائية & أطر التنظيف
في حين أن التكوين الهندسي للألواح السلكية الإسفينية يقاوم التعمية, تعد جداول الصيانة المنتظمة ضرورية لمنع تكون القشور المعدنية أو التلوث البيولوجي عند التشغيل المستمر في وسائط السوائل القاسية. يجب على مهندسي المصانع مراقبة متغيرات انخفاض الضغط عبر طبقة المرشح لتحسين كفاءة النظام وتحديد متى تكون دورة التنظيف مطلوبة.
تحجيم كربونات الكالسيوم, مركبات عضوية لزجة, وتتطلب اللب الليفي بروتوكولات تنظيف محددة لاستعادة نسبة المساحة المفتوحة الأساسية دون التسبب في تلف ميكانيكي لمحات الأسلاك.
طاولة 13: تنظيف الصيانة & إرشادات التجديد الكيميائي
| تصنيف القاذورات | العلاج المستهدف & طريقة عمل السوائل | حدود ضغط التشغيل القصوى |
|---|---|---|
| مقياس المعدنية (كربونات) | الغسيل الكيميائي في الموقع باستخدام أ 5% إلى 10% محلول حامض الستريك أو شطف حمض الفوسفوريك المثبط. تفريغ التراكمات المعدنية بشكل نظيف. | الغمر الساكن; ضغط المضخة صفر. |
| العمى الليفي الأساسي | يتم تطبيق الغسيل العكسي الهيدروليكي عالي الضغط من الاتجاه الداخلي/العكسي للوحة. يوجه نفاثات الماء بشكل عمودي إلى الفتحات. | الضغط الخلفي الديناميكي يصل إلى 4.5 بارماكس. |
| الأوحال البيولوجية | العلاج بالصدمة باستخدام هيبوكلوريت الصوديوم ($\text{NaOCl}$) أو حقن الأوزون. يكسر الهياكل العضوية اللزجة لسهولة إزالة الغسيل العكسي. | ضغط إعادة تدوير الحلقة المحيطة. |
جميع التصاميم الهيدروليكية, حسابات الحمل, وينبغي التحقق من اختيارات الفتحات مقابل مواصفات التصميم الميكانيكي لحاوية المعدات أو وعاء العملية. يجب أن تتبع عوامل السلامة الهيكلية قواعد التصنيع الدولية, بما في ذلك AWS D1.6 للهياكل المصنوعة من الفولاذ المقاوم للصدأ.



{kind=link}
{kind=link}