

Cylindres de tamisage en fil de cale
avril 29, 2026
Écrans de puits en fil de cale
Juin 13, 2026
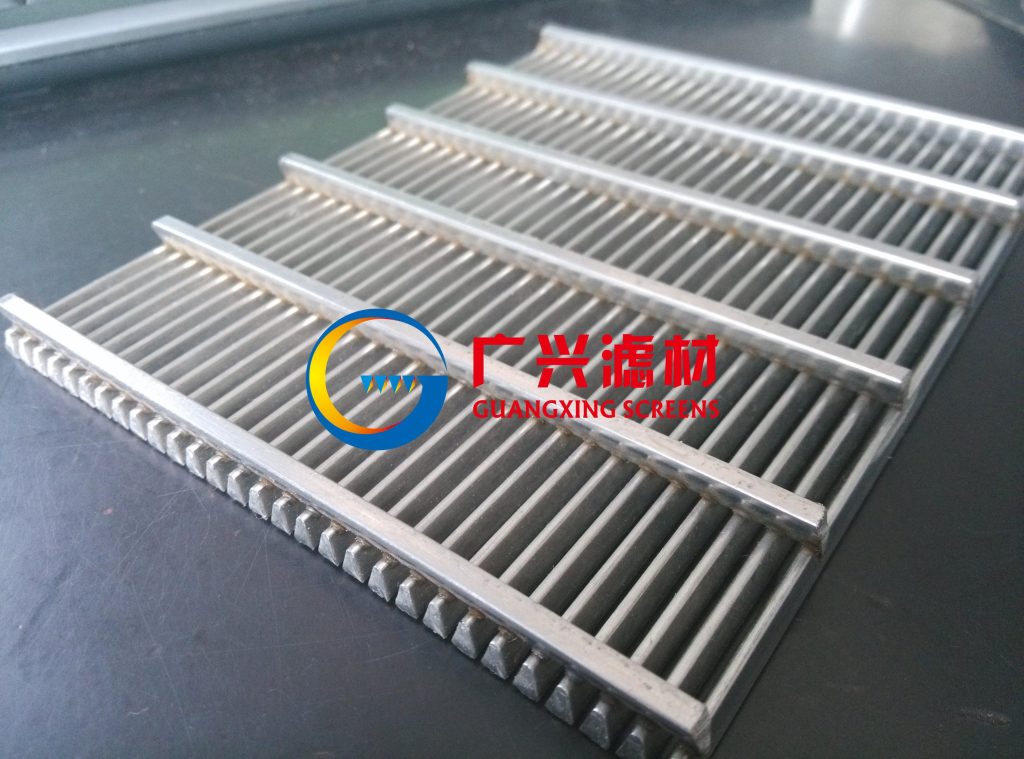
Panneaux d'écran Wedge fil:
Le recueil technique définitif pour les écrans plats industriels à fils compensés, Plaques de tamis vibrantes, et substrats de filtration de surface de haute précision: Matrices dimensionnelles complètes, Mesures de débit hydraulique, et géométries de profil complètes.
2. Matrices de matériaux
3. Profils structurels
4. Tolérances géométriques
5. Formules Aire Ouverte
6. Applications
7. FAQ technique
1. Présentation du système & Caractéristiques mécaniques fonctionnelles
Industriel caler les panneaux écran de fil, également désigné dans les cadres avancés de dynamique des fluides comme écrans plats en fil de cale ou panneaux filtrants plats personnalisés, représentent des médias de filtration de surface structurels de haute technologie. Ces panneaux spécialisés sont construits en alignant avec précision des boucles continues en forme de V de profilé métallique sur des profilés de support orientés transversalement.. Chaque intersection du fil de coin et de la sous-structure de support est structurellement liée à l'aide d'un soudage par résistance avancé. (Soudage par résistance électrique – RESTES EXPLOSIFS DE GUERRE) ou procédés de fusion par induction à haute fréquence.
Cette méthode de fabrication continue crée un matériau très rigide, panneau plan singulier caractérisé par des tolérances de fente uniformes et une section transversale structurelle non obstruante. Le profil de surface en forme de V présente une netteté, bord d'ouverture étroit qui s'élargit vers l'intérieur. Cette configuration unique garantit que lorsque les particules entrent dans la fente, ils sont immédiatement éliminés par le courant dynamique des fluides ou les forces de vibration mécaniques, empêchant efficacement la cécité contraignante et structurelle.
Attributs clés de performance opérationnelle:
Contrairement aux écrans en treillis métallique tissé classiques ou aux simples plaques perforées, les assemblages de fils plats personnalisés présentent un rapport résistance/poids exceptionnel combiné à une zone de filtration ouverte. Le complètement lisse, la géométrie continue de la surface réduit les pertes par frottement à travers l'interface du processus, permettant une efficacité de lavage à contre-courant élevée et des balayages d'assainissement chimique simples.
Tableau 1: Spécification principale & Limites de l'ingénierie
| Métrique d'ingénierie | Limites standard des capacités de fabrication |
|---|---|
| Substrats primaires | En acier inoxydable 304, 304L, 316, 316L, 321, Duplex 2205, Super-Duplex, Alliages Hastelloy, Titane |
| Ouverture (Machine à sous) Portée | $20\ \mu\text{m}$ À $3000\ \mu\text{m}$ (Micro-emplacements personnalisés disponibles jusqu'à $10\ \mu\text{m}$) |
| Largeur maximale à plat | Jusqu'à $6000\text{ mm}$ largeur structurelle continue sans coutures secondaires |
| Longueur maximale à plat | Jusqu'à $6000\text{ mm}$ portée longitudinale basée sur les paramètres de profil structurel |
| Précision du soudage | Soudage par résistance électrique automatisé (RESTES EXPLOSIFS DE GUERRE) fusion multipoint |
| Variantes de finition | Cadres d'angle intégrés, Barres plates, Renforts latéraux, ou coupes brutes sans cadre |
2. Profils en alliage métallurgique & Matrices de composition chimique
La sélection de l'alliage métallurgique approprié est cruciale pour garantir la durabilité des panneaux filtrants à fils compensés dans les environnements de traitement exigeants. Dans les applications impliquant des produits chimiques industriels corrosifs, boues minières très acides, ou boucles de dessalement en bord de mer, la composition chimique de l'acier inoxydable ou de l'alliage spécial détermine directement la durée de vie de l'écran.
Alliages à faible teneur en carbone (Par exemple, 304L, 316L) aide à prévenir la précipitation de carbure de chrome le long des zones à haute température pendant le soudage par résistance, préservant une résistance maximale aux piqûres. Les tableaux ci-dessous présentent les profils des éléments chimiques structurels et les propriétés mécaniques requises pour les applications de procédés intensifs..
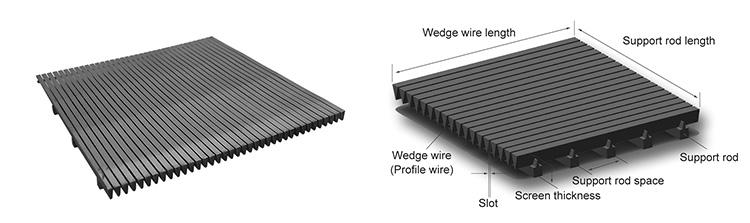
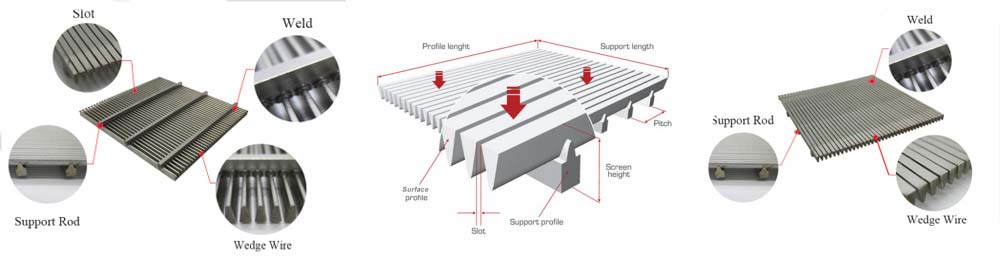
Tableau 2: Normes de composition chimique pour les alliages à écran plat (%)
| Qualité d'alliage | Carbone (C) | Chrome (Cr) | Nickel (Dans) | Molybdène (Mo) | Manganèse (Mn) | Silicium (Et) |
|---|---|---|---|---|---|---|
| SS 304 | ≤ 0.08 | 18.00 – 20.00 | 8.00 – 10.50 | – | ≤ 2.00 | ≤ 0.75 |
| Acier inoxydable 304L | ≤ 0.030 | 18.00 – 20.00 | 8.00 – 12.00 | – | ≤ 2.00 | ≤ 0.75 |
| SS 316 | ≤ 0.08 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| Acier inoxydable 316L | ≤ 0.030 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| Duplex 2205 | ≤ 0.030 | 22.00 – 23.00 | 4.50 – 6.50 | 3.00 – 3.50 | ≤ 2.00 | ≤ 1.00 |
Tableau 3: Résistance mécanique & Performance du seuil physique
| Désignation de l'alliage | Résistance à la traction (MPA) | Limite d'élasticité 0.2% (MPA) | Allongement en 50mm (%) |
|---|---|---|---|
| SS 304 / 304L | ≥ 515 | ≥ 205 | ≥ 40% |
| SS 316 / 316L | ≥ 485 | ≥ 170 | ≥ 40% |
| Duplex 2205 Équilibré | ≥ 655 | ≥ 450 | ≥ 25% |
3. Géométries de profils structurels & Combinaisons de sections
Les limites de charge mécanique et les caractéristiques de rétrolavage d'un filtre à panneau plat dépendent fortement de l'appariement dimensionnel de ses fils de surface en coin et des tiges de support sous-jacentes.. La modification de ces dimensions structurelles permet la réalisation d'assemblages optimisés pour le criblage de fluides légers ou lourds, tri de roches à hautes vibrations.
Tableau 4: Fil de cale technique (Profil de surface) Sélection dimensionnelle
| Modèle de profil | Largeur du profil (mm) | Hauteur du profil (mm) | Zone transversale ($\text{mm}^2$) | Cas d'utilisation fonctionnels principaux |
|---|---|---|---|---|
| WW-05 | 0.50 | 1.50 | 0.75 | Systèmes de boues ultra fines au micron; lits filtrants chimiques. |
| WW-07 | 0.75 | 1.50 | 1.12 | Navires échangeurs d'ions; tamis précis d'extraction d'amidon. |
| WW-10 | 1.00 | 2.00 | 2.00 | Traitement des eaux de process standards; prises d'eau municipales. |
| WW-15 | 1.50 | 2.00 | 3.00 | Boucles de calibrage des pâtes et papiers; classification générale des fluides. |
| WW-20 | 2.00 | 3.00 | 6.00 | Panneaux d'assèchement de mines lourdes; sols de tri à fort impact. |
| WW-30 | 3.00 | 5.00 | 15.00 | Courbes de tamis vibrants; systèmes de classification des granulats lourds. |
Tableau 5: Options de profil de tige de support et contraintes géométriques
| Code de la tige de support | Type de profil de tige | Largeur de base (mm) | Profondeur structurelle (mm) | Plage d'espacement des pas (mm) |
|---|---|---|---|---|
| SR-Plat-1 | Barre plate rectangulaire | 2.00 | 10.00 | 15.0 – 50.0 |
| SR-Plat-2 | Barre plate rectangulaire | 3.00 | 12.00 | 20.0 – 75.0 |
| SR-Piège-1 | Profil trapézoïdal | 2.00 | 3.00 | 10.0 – 30.0 |
| SR-Piège-2 | Profil trapézoïdal | 3.00 | 5.00 | 15.0 – 40.0 |
| SR-Ronde | Tige cylindrique | $\Phi\ 3.00$ | $\Phi\ 3.00$ | 10.0 – 25.0 |
4. Tolérances géométriques & Normes de vérification métrologique
L'uniformité précise des fentes est essentielle pour maintenir des points de coupure précis des particules et prévenir la contamination du système en aval.. Dans les applications basse pression ou criblage vibratoire lourd, les variations de largeur de fente peuvent modifier les débits ou permettre le passage de particules surdimensionnées.
Nos processus de fabrication maintiennent un contrôle métrologique strict sur les écarts de fente à l'aide de configurations avancées de vérification optique laser pendant la production.. Le tableau ci-dessous présente les tolérances de contrôle qualité standard pour des groupes spécifiques de largeurs de fentes..
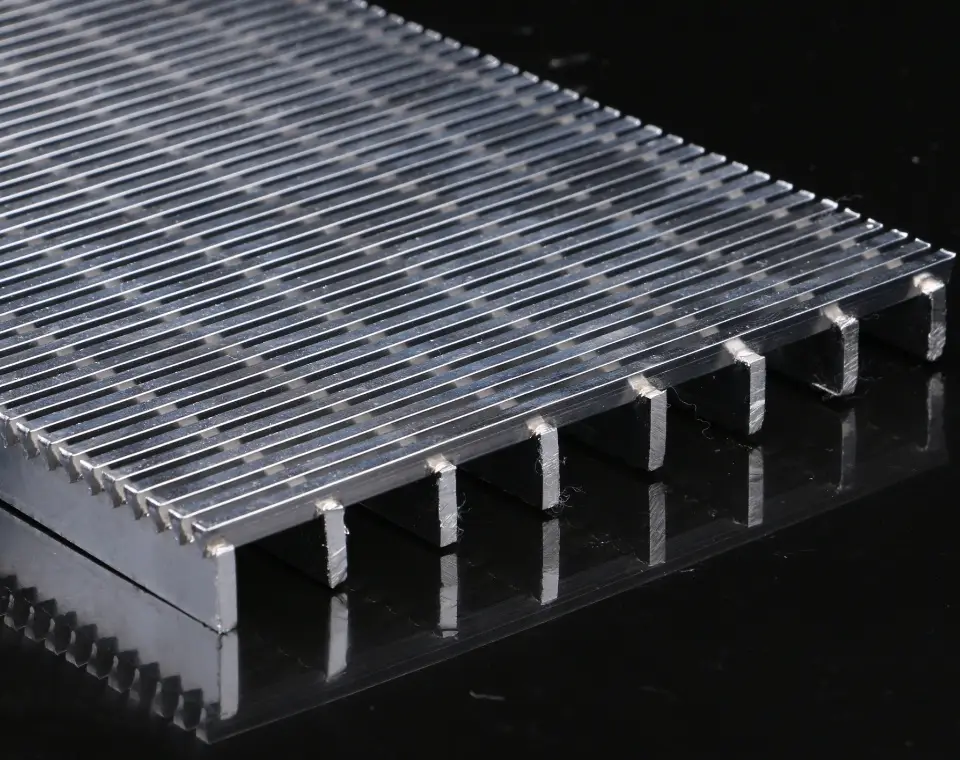
Tableau 6: Tolérances des normes de qualité pour les ouvertures de fentes
| Plage d'ouverture de la fente cible | Limite d'écart moyen | Limite de l’écart type ($\sigma$) |
|---|---|---|
| $0.025\text{ mm}$ À $1.00\text{ mm}$ | ≤ ± 0.025 mm | 0.025 mm |
| ≥ $1.00\text{ mm}$ À $2.50\text{ mm}$ | ≤ ± 0.050 mm | 0.050 mm |
| ≥ $2.50\text{ mm}$ À $10.00\text{ mm}$ | ≤ ± 0.075 mm | 0.075 mm |
5. Calcul mathématique du ratio de surface ouverte (OA)
Le ratio de surface totale ouverte ($OA$) d'un panneau plat en fil de cale dicte ses limites de débit hydraulique, vitesses d'approche fluides, et variables globales de chute de pression ($\Delta P$). Les concepteurs s'appuient sur ce pourcentage pour dimensionner avec précision les cuves de filtration et éviter la cavitation de la pompe..
La formule mathématique utilisée pour déterminer le pourcentage de zone ouverte de toute disposition standard d'écran plat en fil de cale est exprimée comme suit:
L'ensemble de données de référence ci-dessous fournit des pourcentages de zone ouverte précalculés sur les paires communes de largeur de fil et de dimension de fente..
Tableau 7: Matrice de pourcentages de zones ouvertes précalculée
| Largeur du profil du fil de cale | Largeur de l'emplacement cible (mm) | Ratio de surface ouverte résultant (%) | Classe de débit hydraulique |
|---|---|---|---|
| 0.50 mm (WW-05) | 0.10 mm | 16.66% | Classe de micro-vélocité |
| 0.75 mm (WW-07) | 0.25 mm | 25.00% | Classe de processus modéré |
| 1.00 mm (WW-10) | 0.50 mm | 33.33% | Classe de débit standard |
| 1.00 mm (WW-10) | 1.00 mm | 50.00% | Classe haut débit |
| 2.00 mm (WW-20) | 3.00 mm | 60.00% | Classe de décharge maximale |
6. Architecture de déploiement du secteur industriel & Contextes de traitement
Les structures à écran plat en fil compensé sont utilisées dans plusieurs industries de transformation à haute capacité en raison de leur robustesse structurelle et de leurs attributs autonettoyants.. La matrice ci-dessous définit les domaines d'application clés et leurs contextes opérationnels typiques.
Tableau 8: Applications intersectorielles & Paramètres de processus ciblés
| Secteur Industriel | Poste d'intégration d'équipements spécifiques | Plage d'emplacements typique utilisée |
|---|---|---|
| Systèmes de traitement de l'eau | Supports de supports échangeurs d'ions, lits filtrants à charbon actif, drains souterrains pour filtre à sable, et grilles d'admission de dessalement. | $150\ \mu\text{m} – 200\ \mu\text{m}$ |
| Minérale & Traitement du charbon | Secoueurs vibrants, ponts de déshydratation des boues, bacs de récupération de supports lourds, et sols de dimensionnement tout-venant. | $0.50\text{ mm} – 3.00\text{ mm}$ |
| Pâte à papier, Papier, & Fibre | Plateformes de classification des fibres, cuves de filtration de liqueur noire, écrans épaississeurs par gravité, et rejeter les portes de tri. | $100\ \mu\text{m} – 500\ \mu\text{m}$ |
| Alimentaire & Traitement des boissons | Faire des faux fonds plus forts pour le brassage, tamis de lavage d'amidon de maïs, extracteurs de jus de canne à sucre, et tables de tri de légumes. | $300\ \mu\text{m} – 1.00\text{ mm}$ |
7. FAQ technique complète & Guide d'ingénierie sur le terrain
T1: Quelles sont les tolérances dimensionnelles standard pour les emplacements pour écran plat personnalisés?
A: La précision de la fente évolue avec le groupe de dimensions d'ouverture. Pour les belles machines à sous ($0.025\text{ mm}$ À $1.0\text{ mm}$), l'écart moyen est maintenu à l'intérieur $\pm 0.025\text{ mm}$ avec un écart type de $0.025\text{ mm}$. Ouvertures moyennes ($1.0\text{ mm}$ À $2.5\text{ mm}$) présentent une variation moyenne maximale de $\pm 0.050\text{ mm}$, tandis que de grands emplacements de processus ($\ge 2.5\text{ mm}$) fonctionner au sein d'un $\pm 0.075\text{ mm}$ fenêtre.
T2: Y a-t-il des catalogues, tailles d'étagères standard disponibles pour expédition immédiate?
A: N°. En raison du grand nombre de combinaisons possibles impliquant des profils de fils, types de tiges de support, dimensions du pas, nuances d'alliages, et styles de cadre, tous les assemblages de tamis en fil de cale sont fabriqués sur mesure. Chaque panneau est conçu pour répondre aux exigences mécaniques et chimiques de sa position de processus spécifique.
T3: Comment les tailles de fentes standard sont-elles déterminées pour les systèmes d'admission municipaux ou industriels?
A: Les dimensions standard sont dictées par les objectifs d'application ou les réglementations environnementales régionales. Par exemple, les écrans de protection des poissons au Canada nécessitent généralement un $2.54\text{ mm}$ limite d'emplacement, alors que les réglementations américaines précisent souvent un $3.175\text{ mm}$ seuil. Pour la conservation des médias génériques (Par exemple, pièges à boucle de carbone ou filtres à sable), la règle générale est de sélectionner une largeur d'ouverture égale à la moitié du diamètre de la plus petite particule du média.
T4: Quels sont les délais de livraison standard pour la fabrication de commandes de panneaux personnalisés complexes?
A: Les cycles de production standards varient généralement entre 15 À 30 jours en fonction du volume des composants et de la complexité géométrique. Pour les arrêts critiques d’usine ou les besoins de maintenance d’urgence, les options de production accélérées peuvent livrer des panneaux terminés dans un délai 7 À 10 jours. Les commandes très complexes impliquant des profils de charpente complexes ou des alliages rares peuvent nécessiter 30 À 40 jours.
Q5: Quelles procédures de contrôle qualité s'appliquent si un composant affiche un écart après la livraison sur le terrain?
A: Notre programme de gestion de la qualité garantit la vérification des traces de matériaux pour tous les lots expédiés. Si un assemblage présente un défaut dimensionnel ou métallurgique lors de la mise en service sur site, les opérateurs n'ont qu'à fournir les codes d'identification du lot et les fiches d'inspection dimensionnelles pour lancer notre processus de remplacement rapide..
⚠️ AVIS SUR LA CONCEPTION DES CHARGES STRUCTURELLES:
Les panneaux plats déployés dans des boucles de lavage à contre-courant à haute pression ou dans des applications de criblage vibratoire lourd doivent avoir un espacement de support adéquat.. Des portées étendues soumises à de lourdes charges cycliques peuvent entraîner une fatigue mécanique le long des joints REG. Assurez-vous que l'espacement des poutres structurelles correspond aux limites de pression maximale spécifiées dans vos dessins techniques..
Optimisez vos paramètres de filtration avec des panneaux de fils compensés conçus avec précision
Assurer une séparation fiable des particules, performances à haut débit, et une longue durée de vie structurelle en intégrant nos configurations de panneaux filtrants plats formés sur mesure.
Base de données de documentation technique Réf: WW-FLAT-PANEL-QC2026 | Approuvé pour l'indexation de recherche mondiale et la distribution technique.
8. Capacités hydrodynamiques avancées à flux traversant & Comportement des fluides
Pour éviter les turbulences structurelles et optimiser l’efficacité du traitement hydraulique, les panneaux d'écran en fil de coin plat s'appuient sur une mécanique fluide-dynamique précise. Lorsqu'un courant de boue ou de liquide brut rencontre le profil de surface en forme de V, la section transversale en expansion de la fente crée une chute de pression localisée immédiatement derrière le bord de l'ouverture. Cette accélération du fluide minimise la perte de charge et aide à attirer les fines matières en suspension à travers la matrice à fentes sans provoquer de friction ou d'accumulation sur les parois..
Lors du calcul du système hydraulique pour les cuves de filtration industrielles robustes ou les prises d'eau par gravité ouvertes, les ingénieurs doivent déterminer la vitesse d’approche du fluide ($v_a$) et vitesse de sortie de la fente ($v_e$). Le maintien d'un équilibre optimal empêche l'impact des particules le long des faces en acier inoxydable et prolonge le cycle de vie opérationnel des ensembles de lavage à contre-courant..
Tableau 9: Indices de vitesse du débit hydraulique & Coefficients de perte de charge
| Groupe de modèles de largeur de fente | Vitesse d'approche maximale ($v_a$, MS) | Vitesse maximale de fente ($v_e$, MS) | Coefficient de décharge ($C_d$) |
|---|---|---|---|
| $50\ \mu\text{m} – 100\ \mu\text{m}$ | 0.15 – 0.30 | 0.95 – 1.20 | 0.62 – 0.65 |
| $150\ \mu\text{m} – 300\ \mu\text{m}$ | 0.35 – 0.60 | 1.40 – 1.85 | 0.65 – 0.68 |
| $500\ \mu\text{m} – 1000\ \mu\text{m}$ | 0.75 – 1.20 | 2.10 – 2.80 | 0.70 – 0.74 |
| $\ge 1500\ \mu\text{m}$ Grandes ouvertures | 1.50 – 2.50 | 3.20 – 4.50 | 0.75 – 0.78 |
9. Analyse des contraintes mécaniques & Limites de charge structurelle
Lits filtrants plats déployés dans des agitateurs de classification des minéraux, équipement de déshydratation vibratoire, ou les chambres à fluide en ligne haute pression doivent résister à des charges statiques et dynamiques sévères. L'évaluation de l'intégrité structurelle du panneau implique l'analyse du moment d'inertie ($I$) du profil de fil de coin choisi le long du module de section ($Z$) de son ensemble de support.
Lorsque les panneaux sont soumis à des chocs mécaniques intenses, charges globales concentrées, ou des transitoires de pression sévères, la sélection de l’espacement approprié des tiges de support est essentielle. Un espacement approprié maintient la déflexion des panneaux dans les tolérances d'ingénierie structurelle admissibles ($\le L/400$), aidant à prévenir les microfissures dans les zones affectées par la chaleur des soudures par résistance individuelles.
Tableau 10: Capacité de charge structurelle vs. Espacement central de la tige de support
| Type de profil de surface | Espacement du pas de la tige de support | Pression Delta maximale autorisée ($\Delta P$, bar) | Limite de charge uniforme ultime ($\text{kN/m}^2$) |
|---|---|---|---|
| WW-05 Mini | 15.0 mm Centre | 6.5 Bar | 12.50 |
| Norme WW-10 | 25.0 mm Centre | 10.0 Bar | 24.80 |
| Norme WW-10 | 50.0 mm Centre | 4.2 Bar | 9.15 |
| WW-20 lourd | 25.0 mm Centre | 25.0 Bar | 65.00 |
| Maxi Bouclier WW-30 | 30.0 mm Centre | 38.5 Bar | 110.20 |
10. Encadrement de limite de panneau personnalisé & Profils de bord
L'intégration de panneaux filtrants plats personnalisés dans des machines industrielles ou des réservoirs de traitement existants nécessite une attention particulière à la finition des bords.. Le profil de limite extérieure a un double objectif: il agit comme une surface d'étanchéité mécanique pour empêcher le contournement du fluide et offre une rigidité structurelle pour résister à la torsion sous l'effet de la dilatation thermique ou de lourdes charges de matériaux.
En fonction des exigences du système, les écrans plats peuvent être fabriqués avec du brut, profils de chant non encadrés ou intégrés dans des assemblages usinés lourds. Pour les environnements de qualité alimentaire et de traitement chimique, tous les joints de bord sont soudés en continu pour éliminer les espaces et les crevasses où de fins micro-sédiments ou matières biologiques pourraient s'accumuler.
Tableau 11: Profils de traitement des bords structurels & Capacités d'étanchéité
| Code de style de cadre | Détails de configuration du bord mécanique | Évaluation de l'intégrité du scellement |
|---|---|---|
| FR-Angle-90 | Cadre en fer d'angle structurel intégré à 90 degrés, soudés en filet autour du périmètre du panneau. Idéal pour les cribles vibrants à encastrer. | Joint structurel élevé |
| FR-Flat-Bar | Doublure latérale lourde à barre plate ($3\text{ mm}$ À $8\text{ mm}$ épais) points soudés le long des bornes de la tige de support. Maximise les zones ouvertes actives. | Bordure fluide standard |
| Chaîne FR-C | Enveloppe périmétrique formée en canal C qui entoure à la fois les profils de surface et les structures de support. Conçu pour les racks de cartouches coulissants. | Joint hermétique zéro contournement |
| FR-Raw-Flush | Configuration sans cadre avec des profils de surface découpés au laser avec précision, des lignes plates jusqu'aux bords. Conçu pour les cadres de serrage personnalisés. | Dépend des pinces extérieures |
11. Finitions de surface post-raffinage & Traitements de passivation
La résistance d'un panneau filtrant plat en acier inoxydable à la corrosion localisée, tels que les piqûres et l'oxydation des fissures, est considérablement amélioré par le raffinage de la surface après soudage. La chaleur localisée intense générée lors du soudage par résistance électrique multipoint peut épuiser le chrome de la surface, ce qui peut conduire à des micropiqûres dans les environnements contenant des ions chlorure.
Pour restaurer la couche protectrice passive d’oxyde de chrome, les assemblages terminés sont soumis à des bains de passivation chimique spécialisés ou à des étapes d'électropolissage. Ces traitements de raffinage améliorent la résistance à la corrosion et optimisent le lissé de surface, contribuant à réduire l’adhésion des particules et à augmenter l’efficacité des cycles de lavage à contre-courant mécanique.
Tableau 12: Spécifications de finition chimique & Mesures de rugosité
| Classement de finition | Protocole de traitement & Spécifications de la chimie | Moyenne de rugosité cible ($R_a, \mu\text{m}$) |
|---|---|---|
| Bain de décapage acide | Immersion dans une solution équilibrée de nitrique ($\text{HNO}_3$) et fluorhydrique ($\text{HF}$) acides. Élimine la teinte des soudures et la contamination du fer en surface. | 1.20 – 1.60 |
| Passivation nitrique | Traitement via un 20% concentration $\text{HNO}_3$ bain à température contrôlée. Restaure le film passif d'oxyde de chrome sans altérer les dimensions. | 0.80 – 1.10 |
| Boucle d'électropolissage | Procédé de dissolution électrochimique anodique dans une matrice d'acide phosphorique/sulfurique. Dissout les pics de surface microscopiques, fournir un spéculaire, finition miroir. | ≤ 0.30 – 0.45 |
12. Entretien préventif & Cadres de nettoyage
Alors que la configuration géométrique des panneaux en fil de cale résiste à l'aveuglement, des programmes d'entretien réguliers sont nécessaires pour éviter le tartre minéral ou l'encrassement biologique lors d'un fonctionnement continu dans des fluides agressifs. Les ingénieurs de l'usine doivent surveiller les variables de chute de pression à travers le lit filtrant pour optimiser l'efficacité du système et identifier quand un cycle de nettoyage est nécessaire..
Détartrage du carbonate de calcium, composés organiques collants, et les pâtes fibreuses nécessitent des protocoles de nettoyage spécifiques pour restaurer le rapport de surface ouverte de base sans causer de dommages mécaniques aux profilés métalliques..
Tableau 13: Entretien Nettoyage & Directives de régénération chimique
| Classification des encrassements | Remédiation ciblée & Méthode d'action fluide | Limites maximales de pression de fonctionnement |
|---|---|---|
| Écailles minérales (Carbonates) | Lavage chimique in situ à l'aide d'un 5% À 10% solution d'acide citrique ou rinçage à l'acide phosphorique inhibé. Évacue proprement les accumulations de minéraux. | Immersion statique; pression de pompe nulle. |
| Aveuglement du noyau fibreux | Lavage hydraulique à haute pression appliqué depuis le sens intérieur/inverse du panneau. Dirige les jets d'eau perpendiculairement dans les fentes. | Contre-pression dynamique jusqu'à 4.5 Barmax. |
| Boues biologiques | Traitement de choc à l'hypochlorite de sodium ($\text{NaOCl}$) ou injections d'ozone. Décompose les structures organiques collantes pour un nettoyage facile par lavage à contre-courant. | Pression ambiante de recirculation de la boucle. |
Toutes les conceptions hydrauliques, calculs de charge, et les sélections d'emplacements doivent être vérifiées par rapport aux spécifications de conception mécanique du conteneur d'équipement ou du récipient de traitement.. Les facteurs de sécurité structurels doivent suivre les codes de fabrication internationaux, dont AWS D1.6 pour les structures en acier inoxydable.



{kind=link}
{kind=link}