
Optimisation du tamis de puits d'eau: Compromis entre le contrôle du sable, Performances de débit, et tendance au branchement
Mars 14, 2026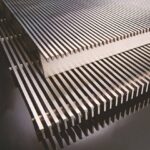
Panneaux d'écran en fil de cale personnalisés
Peut 24, 2026Cylindres de tamisage en fil de cale: Ingénierie & Guide des spécifications
La ressource définitive pour la filtration à haute charge: Dimensions, Qualités des matériaux, Types de renfort, et optimisation des débits industriels.
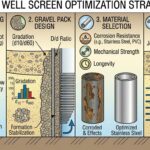
1. Principes de filtration avancés des cylindres à fil compensé
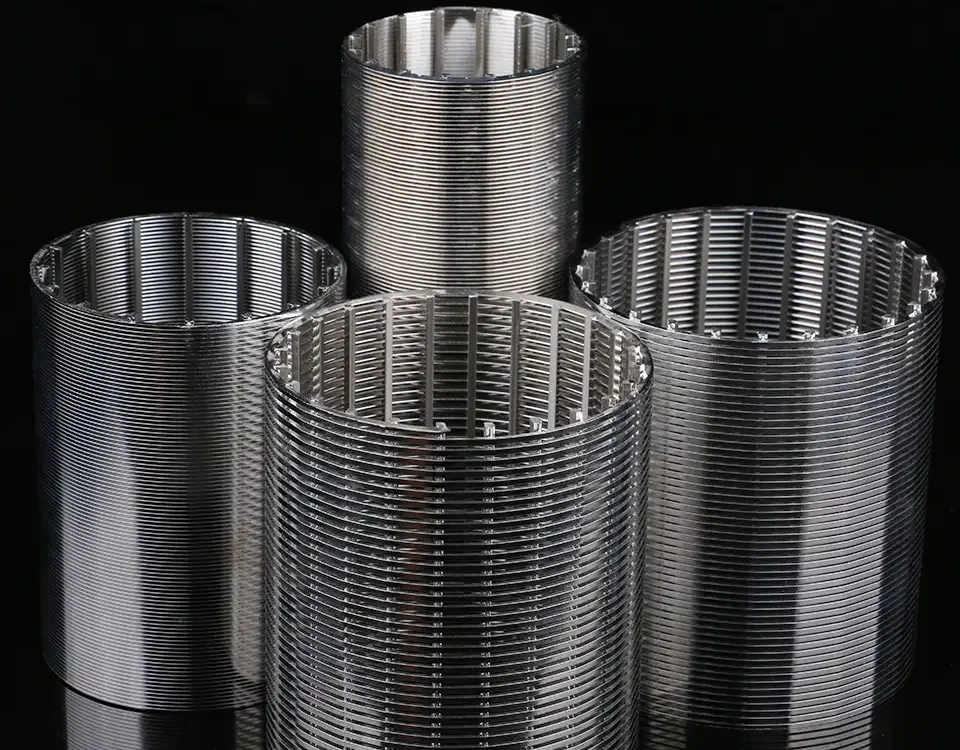
Cylindres de tamisage en fil de cale représentent le summum de la technologie de filtration robuste. Contrairement aux tuyaux perforés ou fendus classiques, ces cylindres sont construits à l'aide d'un fil profilé continu en forme de V enroulé en spirale autour de tiges de support longitudinales. Cette conception crée un non colmatant “V” ouverture qui s'élargit vers l'intérieur, s'assurer que les particules n'entrent en contact qu'en deux points avec la surface.

Par rapport aux tubes à mailles ou à fentes standard, les cylindres enveloppés de fil offrent un rendement nettement plus élevé espace ouvert efficace. Cet avantage géométrique réduit la consommation d'énergie en réduisant la chute de pression à travers le tamis tout en augmentant simultanément le débit de filtration dans les applications à haute viscosité..
Caractéristiques fonctionnelles clés:
- Ouverture continue de la fente: Maximise le rapport entre la surface ouverte et la surface totale.
- Géométrie autonettoyante: Le profil en V empêche l'hébergement permanent des particules.
- Haute résistance radiale: Capable de résister à des pressions d’effondrement extrêmes.
- Précision uniforme de la fente: Disponible avec des tolérances aussi faibles que ±0,01 mm.
- Entretien minimal: La surface lisse facilite le lavage à contre-courant/le grattage.
- Direction d'écoulement polyvalente: Optimisé pour FOTI (Flux sortant vers l'entrée) ou FITO.
2. Fiche technique: Matériaux & Limites dimensionnelles
Pour assurer la longévité des structures dans des environnements hydrogéologiques ou chimiques corrosifs, nos cylindres de tamisage sont fabriqués à partir d'alliages de première qualité à haute résistance mécanique.
Tableau 1: Compatibilité des matériaux
| Catégorie de matériau | Qualités standards | Environnement idéal |
|---|---|---|
| Acier inoxydable austénitique | SS 304, 316L, 321, 310S | Alimentation générale, huile, et traitement de l'eau. |
| Acier duplex | Duplex 2205, 2507 | Haute teneur en chlorure, saline, et dessalement de l'eau de mer. |
| Alliages à haute teneur en nickel | Hastelloy C276, Inconel 625 | Traitement chimique extrêmement acide et à haute température. |
| Métaux exotiques | Alliage de titane, Monel 400 | Aérospatial, maritime, et filtration hautement spécialisée. |
Tableau 2: Géométrique & Plages dimensionnelles
| Paramètre | Valeur minimale | Valeur maximale |
|---|---|---|
| Taille de la fente (Ouverture) | 0.02 mm | 10.0 mm |
| Diamètre du cylindre | 100 mm | 1,200 mm |
| Longueur du cylindre | 50 mm | 4,000 mm (4.0 m) |
| Tolérance de fente | ± 0.01 mm | ± 0.05 mm |
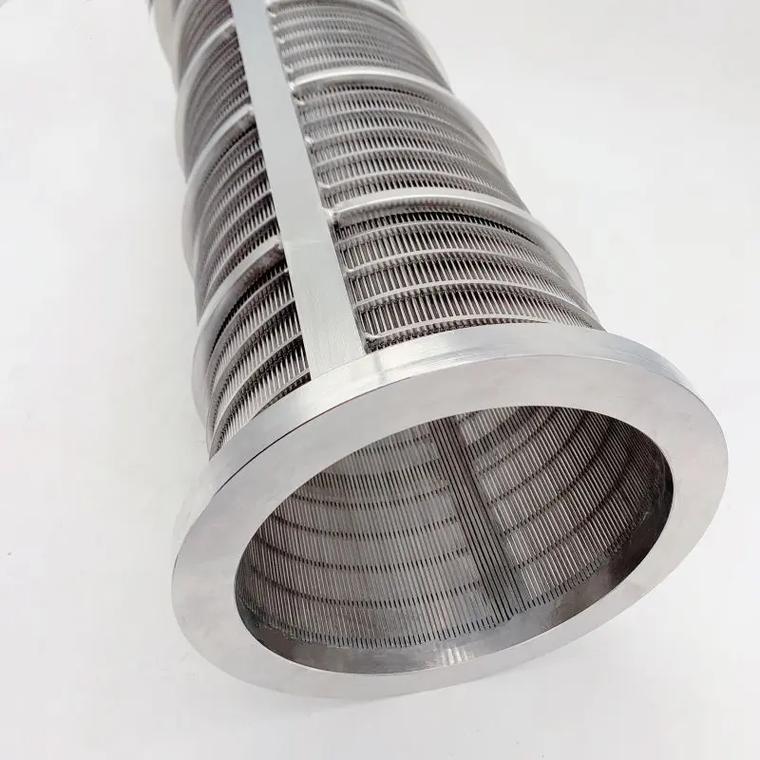
3. Systèmes de connecteurs & Géométrie des bords
La méthode d'installation dicte la configuration des bords du cylindre de tamis en fil de coin. Nous proposons trois types de connexions conçus avec précision pour faciliter une intégration transparente dans les filtres à nettoyage automatique et les tamis à tambour rotatif..
Bord plat standard
Bords non modifiés pour des connexions par soudage direct ou par glissement. Idéal pour les personnes peu stressées, unités de filtration statiques où la simplicité est la clé.
Type d'anneau d'extrémité
Comprend des anneaux usinés robustes pour une stabilité mécanique accrue. Conçu pour les éboueurs industriels à haute pression et les équipements vibrants.
Connecteur à bride
Brides de boulonnage ou de serrage intégrées (ANSI/DIN) pour un retrait rapide, nettoyage, et maintenance dans les industries à haute hygiène.
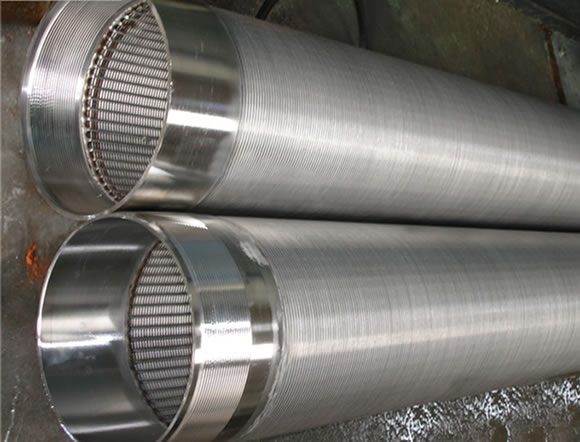
4. Matrice de renforcement pour applications à charges lourdes
Dans des scénarios impliquant une exploration hydrogéologique ou un développement géothermique, les cylindres standard peuvent être confrontés à un risque d'effondrement. Nos conceptions renforcées prolongent l’intégrité structurelle jusqu’à 400%.
| Type de renfort | Caractéristique structurelle | Cas d'utilisation principal |
|---|---|---|
| Tige de renfort | Barres lourdes longitudinales internes | Assèchement minier & traitement des eaux usées. |
| Type de cadre | Cage exosquelette externe | Filtres à tambour & équipement à hautes vibrations. |
| Type de bague | Anneaux internes circonférentiels | Géothermie & exploration hydrogéologique. |
5. Scénarios de déploiement sectoriels
La polyvalence de Cylindres de tamisage en fil de cale en fait la norme industrielle pour la séparation liquide-solide dans plusieurs secteurs à forte charge.
Pétrochimie & Affinage
Utilisé dans la filtration du pétrole brut et la récupération des catalyseurs. La capacité à résister à l'érosion chimique garantit une disponibilité opérationnelle à long terme.
Eau & Gestion des eaux usées
Critique pour le dessalement de l’eau de mer et le traitement tertiaire des eaux usées. Filtre efficacement les particules fines sans perte de charge significative.
Alimentaire & Traitement des boissons
Applications dans le raffinage du sucre, clarification du jus, et filtration de brasserie où la facilité de nettoyage et l'hygiène sont primordiales.
Bétail & Agriculture
Filtration primaire pour les systèmes de traitement des déjections animales et les unités d'élimination des déchets alimentaires organiques.
6. Assurance qualité & Contrôle métrologique
Chaque cylindre de tamis à fil compensé est soumis à un processus d'inspection multipoint rigoureux pour garantir la conformité mécanique aux normes ASTM et ISO..
| Point de contrôle | Protocole de test |
|---|---|
| Précision de la fente | Métrologie laser et contrôles ponctuels au pied à coulisse numérique 20 points. |
| Intégrité de la soudure | Ressuage et inspection visuelle microscopique. |
| Concentricité | Vérification de la rondeur au comparateur rotatif (typiquement < 0.5 mm). |
| Pureté du matériau | Analyse spectrographique (Indice PMI) pour confirmer la composition chimique des alliages. |
Optimisez votre infrastructure de filtration dès aujourd'hui
Nos ingénieurs sont prêts à vous aider avec des conceptions de fils à cale personnalisées pour votre pression spécifique, Température, et exigences chimiques.
Mots-clés: Cylindre écran Wedge fil, Taille de la fente 0.02 mm, Filtre en acier inoxydable 316L, Écran tambour rotatif, Filtre grattoir en V, ISO 9001 Fabricant de filtration.
“`
Cylindres de tamisage en fil de cale: Ingénierie pour la filtration à haute charge & Conditions de service extrêmes
1. Plongée technique approfondie & Science du matériel
Marcher sur le sol d'une raffinerie ou d'une installation de traitement des eaux, la différence entre un contrôle de maintenance de routine et un arrêt d'urgence se résume souvent à un seul composant: l'élément filtrant. Les plaques perforées standard ou les cylindres grillagés se déforment sous des pressions différentielles élevées. Mais les cylindres de tamis en fil de cale? Ils évoluent dans une ligue différente. Ce ne sont pas que des filtres; ce sont des éléments structurels porteurs qui filtrent. La géométrie elle-même est une pièce d'efficacité brutaliste : un fil profilé continu en forme de V enroulé autour d'un ensemble de tiges de support longitudinales.. Chaque intersection est une soudure de précision, créer une fente qui diverge vers l'intérieur. C'est la clé. Les particules qui traversent l'espace externe étroit se retrouvent dans un canal en expansion, ce qui signifie qu'ils ne peuvent pas loger. Comparez cela à une fente découpée au laser ou à un tissage en maille où les particules se resserrent à chaque cycle de pression.. Cette action de coincement tue les débits et nécessite un lavage à contre-courant.. Avec fil de coin, la caractéristique autonettoyante est ancrée dans la physique.

Le processus de sélection des matériaux pour un scénario de charge élevée est le moment où la plupart des équipes d'ingénierie perdent le sommeil.. A 304 le cylindre en acier inoxydable peut sembler identique à une variante 316L, mais laisse tomber ça 304 dans un environnement marin riche en chlorures ou dans un lavage chimique avec des traces d'acides, et la fissuration par corrosion sous contrainte se propagera à partir de la zone de soudure affectée par la chaleur en quelques mois. J'ai personnellement été témoin d'un 304 le tamis métallique en coin dans une application de prise d'eau de mer ne tombe pas en panne à cause d'une surcharge mécanique, mais parce que la microstructure au niveau de la jonction soudée est devenue sensibilisée. Carbures de chrome précipités aux joints de grains, laissant une zone appauvrie en chrome qui s'est corrodée à un rythme de 3 mm par an. L'équivalent 316L, avec son ajout de molybdène et sa faible teneur en carbone, a couru pendant sept ans sans incident de pitting. C'est pourquoi un ingénieur approvisionnement doit regarder au-delà du prix d'achat. Le coût réel réside dans les performances du cycle de vie dans des conditions de support spécifiques..
Pour les environnements vraiment agressifs : acide sulfurique concentré chaud, chlore humide, ou des saumures à haute température : on passe au domaine des alliages de nickel et du titane. Les cylindres en fil de cale Hastelloy C-276 sont presque mythiques dans leur résistance à la corrosion localisée. La teneur élevée en molybdène et tungstène de l’alliage stabilise le film passif même dans des conditions réductrices. Mais il y a un compromis. L'usinage et le soudage de l'Hastelloy nécessitent un contrôle strict de l'apport de chaleur. Dépassez la température entre les passes de 200°C et vous risquez la ségrégation des phases intermétalliques nickel-molybdène, ce qui fragilise le fil. Cylindres en alliage de titane, généralement 2 ou Note 7 pour filtrer, offrent une résistance inégalée aux acides et aux chlorures oxydants, mais le titane est très réactif avec l'oxygène aux températures de soudage. Il nécessite une protection contre un gaz inerte à l'avant et à l'arrière de la soudure.. Une seule erreur dans le débit du gaz de purge crée une contamination par cas alpha, un, couche riche en oxygène qui se fissure sous l'effet des vibrations. Ce sont les nuances qui séparent un cylindre fonctionnel d'une panne sur le terrain.
La plage d'ouverture de la fente de 0.02 mm à 10 mm couvre tout, de la récupération fine du catalyseur à la déshydratation grossière des résidus miniers. Mais la spécification de l'emplacement ne concerne pas seulement la rétention de la taille des particules.. Il s'agit du pourcentage d'espace ouvert. Un tuyau fendu conventionnel avec des trous percés pourrait atteindre 15-20% aire ouverte. Un cylindre de fil métallique de même diamètre extérieur peut heurter 40-60% zone ouverte car la fente continue tourne en spirale sur toute la circonférence sans interruption. Cette zone ouverte réduit directement la vitesse du visage à travers l'écran. Une vitesse frontale inférieure signifie une chute de pression plus faible pour un débit donné, ce qui se traduit directement par des économies d’énergie sur la pompe. Nous pouvons quantifier cela, et plus tard nous aborderons les mathématiques. Mais intuitivement: un filtre qui crée moins de résistance permet à la pompe en amont de fonctionner à une pression de refoulement plus faible, économiser des kilowattheures chaque jour.
Diamètres de cylindre de 100 mm jusqu'à 1200 mm et longueurs jusqu'à 4 les compteurs sont standards, mais le sale secret de l’industrie est que la véritable ingénierie se produit dans des environnements non standards.. A 1200 Le cylindre de mm de diamètre destiné à un épaississeur à tambour rotatif dans une usine de papier doit résister non seulement à la pression interne, mais également à la charge de flexion due à la rotation du tambour et au poids des solides déshydratés qui s'accumulent à l'extérieur.. Les tiges de support à l'intérieur du cylindre de fil de coin ne sont pas uniformes. Leur espacement et leur diamètre sont calculés en fonction de la pression différentielle et de la rigidité nécessaire pour éviter la déflexion du fil. Si une tige de support est trop fine ou trop espacée, le fil en V qui les sépare dévie sous la pression. Cette déviation ouvre la fente plus large que la spécification, ce qui permet “fluide sale” contourner l'écran. C’est une panne catastrophique pour un système de filtration. Les fabricants ayant une réelle expérience savent que le profil de la tige de support, qu'il soit triangulaire, carré, rond, barre plate, ou goutte d'eau - modifie la répartition du stress. Une tige triangulaire, par exemple, crée une interface de soudure plus nette mais offre moins de surface pour le collage par soudure par rapport à une barre plate. Le profil goutte d'eau est un hybride, conçu pour réduire les turbulences d'écoulement derrière la tige, minimiser l'érosion dans les applications à haute vitesse.
2. Tableaux complets de données sur les matériaux
2.1 Aciers inoxydables austénitiques (304, 316L, 321, 310S)
Ce sont les bêtes de somme du monde du fil compensé. Cependant, les ingénieurs en approvisionnement doivent vérifier les “L” nuance pour applications soudées. Le tableau ci-dessous montre les différences critiques.
| Paramètre | 304 | 316L | 321 | 310S |
|---|---|---|---|---|
| Composition chimique (% en poids) | C≤0,08, Cr 18-20, Dans 8-10.5, Mn≤2, Et ≤1, P ≤0,045, S ≤0,03 | C≤0,03, Cr 16-18, Dans 10-14, Mo 2-3, Mn≤2, Et ≤1, P ≤0,045, S ≤0,03 | C≤0,08, Cr 17-19, Dans 9-12, Dix 5xC min, Mn≤2, Et ≤1, P ≤0,045, S ≤0,03 | C≤0,08, Cr 24-26, Dans 19-22, Mn≤2, Et ≤1,5, P ≤0,045, S ≤0,03 |
| Propriétés physiques | Densité 8.00 g/cm³, Fusion 1400-1450°C, Résistivité 72 µΩ·m | Densité 8.00 g/cm³, Fusion 1375-1400°C, Résistivité 74 µΩ·m | Densité 7.90 g/cm³, Fusion 1400-1425°C, Résistivité 72 µΩ·m | Densité 7.98 g/cm³, Fusion 1400-1450°C, Résistivité 78 µΩ·m |
| Mécanique (Recuit) | Résistance à la traction 515 MPA, Rendement 205 MPA, Allonger. 40%, HB ≤201 | Résistance à la traction 485 MPA, Rendement 170 MPA, Allonger. 40%, HB ≤217 | Résistance à la traction 515 MPA, Rendement 205 MPA, Allonger. 40%, HB ≤217 | Résistance à la traction 515 MPA, Rendement 205 MPA, Allonger. 40%, HB ≤217 |
| Fabrication & Traitement thermique | Recuit de mise en solution 1010-1120°C, trempe à l'eau. Sensibilisation 450-850°C. | Recuit de mise en solution 1010-1120°C, refroidissement rapide. Le contenu en molybdène nécessite une température de solution plus élevée. | Stabilisé avec Ti; recuit en solution 1095-1120°C. Ti empêche le carbure de Cr. | Entièrement austénitique; recuit en solution 1040-1150°C. Cr/Ni élevé résiste à la phase sigma. |
| Normes équivalentes | DIN 1.4301, ASTMA240, SUS304 | DIN 1.4404, ASTMA240, SUS316L | DIN 1.4541, ASTMA240, SUS321 | DIN 1.4845, ASTMA240, SUS310S |
2.2 Aciers duplex (2205, 2507)
| Paramètre | Duplex 2205 (1.4462) | Super-Duplex 2507 (1.4410) |
|---|---|---|
| Composition chimique (% en poids) | C≤0,03, Cr 22-23, Dans 4.5-6.5, Mo 3-3.5, N 0.14-0.2, Mn≤2, Et ≤1, Bois 35-38 | C≤0,03, Cr 24-26, Dans 6-8, Mo 3-4, N 0.24-0.32, Mn≤1,2, Bois >42 |
| Propriétés physiques | Densité 7.8 g/cm³, Fusion 1420-1460°C, Résistivité 80 µΩ·m | Densité 7.8 g/cm³, Fusion 1390-1440°C, Résistivité 82 µΩ·m |
| Mécanique (Solution recuite) | Résistance à la traction 620 MPA, Rendement 450 MPA, Allonger. 25%, HB ≤290 | Résistance à la traction 800 MPA, Rendement 550 MPA, Allonger. 25%, HB ≤310 |
| Fabrication & Traitement thermique | Recuit de mise en solution 1020-1100°C, trempe à l'eau. Eviter la fragilisation à 475°C, phase sigma. Apport de chaleur de soudure 0.5-2.5 kJ/mm. | Recuit en solution 1040-1120°C, refroidissement plus lent. Charge suralliée recommandée. |
| Normes équivalentes | ASTMA789/A790, FR 10216-5, SUS329J3L | ASTMA789/A790, Norsok M-650, DIN 1.4410 |
2.3 Alliages haute performance (Hastelloy, Titane)
| Paramètre | Hastelloy C-276 | Qualité du titane 2 (États-Unis R50400) | Qualité du titane 7 (États-Unis R52400) |
|---|---|---|---|
| Composition chimique (% en poids) | Pas de bal., Cr 14.5-16.5, Mo 15-17, Fe 4-7, W 3-4.5, C≤0,01 | Tu es chauve., O ≤0,25, Fe ≤0,30, C≤0,08, N ≤0,03, H ≤0,015 | Tu es chauve., PD 0.12-0.25, O ≤0,25, Fe ≤0,30, C≤0,08, N ≤0,03 |
| Propriétés physiques | Densité 8.89 g/cm³, Fusion 1325-1370°C, Résistivité 130 µΩ·m | Densité 4.51 g/cm³, Fusion 1660-1670°C, Résistivité 55 µΩ·m | Densité 4.51 g/cm³, Fusion 1660-1670°C, Résistivité 56 µΩ·m |
| Mécanique (Recuit) | Résistance à la traction 690 MPA, Rendement 283 MPA, Allonger. 40%, HRC ≤35 | Résistance à la traction 345 MPA, Rendement 275 MPA, Allonger. 20%, HB ≤150 | Résistance à la traction 345 MPA, Rendement 275 MPA, Allonger. 20%, HB ≤150 |
| Fabrication & Traitement thermique | Recuit en solution 1120-1175°C, trempe à l'eau. Conditions de propreté, passage intermédiaire <150° C. | Soulage le stress 480-595°C. Le soudage nécessite de la racine d'argon pur & affronter. Éviter la contamination par l'oxygène. | Identique à la note 2 avec ajout de Pd; excellent pour réduire les acides. Traitement thermique identique. |
| Normes équivalentes | ASTMB574, DIN 2.4819, NOUS N10276 | ASTMB265, DIN 3.7035, JIS H4600 TP270C | ASTMB265, DIN 3.7235, BSTA7 |
3. Fabrication & Protocoles de traitement thermique
Promenade dans une chaîne de fabrication de cylindres à fil métallique, on voit une séquence d’opérations qui semble d’une simplicité trompeuse. Mais le diable vit dans les détails du processus de soudage. L'opération d'enroulement continu crée un cordon de soudure hélicoïdal à chaque intersection du fil en V et de la tige de support.. C'est du soudage par résistance, utilisant généralement une impulsion haute fréquence. La machine enroule le fil profilé sous tension, et un courant de soudage traverse le point de contact. La chaleur est générée par la résistance électrique du fil lui-même. Si la tension est trop faible, le fil ne s'insère pas correctement, créer un espace qui devient un chemin de fuite. Si trop haut, le fil en V s'amincit, réduisant sa section transversale et créant un point faible qui se fissurera sous une charge de pression cyclique. Un opérateur expérimenté peut ressentir la tension correcte grâce au bruit de la tête de bobinage et à la couleur du flash de soudure.. Vous ne pouvez pas programmer cela dans un code CNC générique; c'est une connaissance tactile.
Après enroulement, le cylindre est coupé à longueur, et les anneaux d'extrémité ou les brides sont soudés. C’est là que la question du traitement thermique devient cruciale. Un cylindre 316L recuit pourrait avoir une excellente résistance à la corrosion, mais la zone affectée par la chaleur due à la fixation d'une bride en acier au carbone à l'aide d'un métal d'apport inapproprié détruit cette propriété. La règle pour l’acier inoxydable duplex est encore plus stricte. Soudure 2205 sans contrôler l'apport de chaleur entre 0.5 et 2.5 kJ/mm et une température entre passes inférieure à 150°C précipitera le nitrure de chrome et la phase sigma. Ce sont des intermétalliques fragiles qui privent également la matrice environnante de chrome., transformer votre coûteux écran duplex en un piège à corrosion. Je me souviens d'un cas où un ensemble de 2205 les cylindres de fil de coin pour un filtre d'injection d'eau sous-marine sont tombés en panne 11 mois. L'autopsie a révélé que la teneur en ferrite avait chuté par rapport à la valeur requise 40-60% juste pour 12% dans la ZAT de soudure. Le fabricant avait utilisé un apport de chaleur de 3.8 kJ/mm et pas de refroidissement entre passes. Le correctif? Un recuit complet à 1070°C suivi d'une trempe à l'eau a rétabli l'équilibre des phases., mais les cylindres étaient déformés au-delà des tolérances. L'ensemble du lot a été gratté.
Pour la qualité du titane 2 cylindres, l'atmosphère de soudage est primordiale. Les soudures doivent être réalisées dans une chambre rétro-purgeée à l'argon jusqu'à ce que la température du métal descende en dessous de 400°C.. Toute exposition à l’air au-dessus de cette température donne à la zone de soudure une couleur paille révélatrice : c’est l’oxydation.. Le bleu foncé ou le gris indique une contamination catastrophique. La couche fragilisée, appelé cas alpha, a des valeurs de dureté dépassant 400 HV alors que le métal de base est 150 HV. Sous vibration d'une pompe en amont, les fissures naissent au niveau de la couche dure et se propagent à travers la soudure. La seule réparation consiste à recouper et ressouder tout le joint., perdant souvent plusieurs pouces de longueur de cylindre. Cela dit, un cylindre en fil de titane correctement soudé dans une usine d'osmose inverse d'eau de mer survivra au bâtiment dans lequel il est installé. J'ai vu Grade 7 tamis en titane avec palladium qui sont en service de saumure chaude depuis 18 années, pas de piqûres, pas de corrosion caverneuse.
4. Modélisation mathématique de la filtration & Hydraulique
Parlons chiffres, parce que les ingénieurs achats doivent justifier leurs décisions avec des données. L'équation fondamentale régissant l'écoulement à travers un tamis métallique en forme de coin n'est pas la simple équation de l'orifice., mais plutôt une version modifiée de la loi de Hagen-Poiseuille pour l'écoulement en fente. Considérons une seule fente de largeur \(w) et longueur \(L\) (la longueur de la fente le long de l'axe du cylindre). Pour une approximation rectangulaire de la fente en V, diamètre hydraulique \(D_h = 4 \fois (w fois d)/(2(w+d)) \environ 2w). Chute de pression par emplacement:
Pour l'ensemble du cylindre avec N fentes et débit total Q_total, la chute de pression du tamis propre devient:
Evolution du blocage: \( \Deltap(t) = \Delta p_0 ( 1 + \alpha \cdot \frac{Qt}{UN_{ouvrir}} ) \). Le rapport aire ouvert:
Contrainte de cisaillement lors du lavage à contre-courant: \( \tau = \frac{w}{2} \cdot \frac{\Deltap}{L} \) et débit de lavage à contre-courant requis:
Ces équations permettent aux ingénieurs d'optimiser la largeur des fentes, Supporter l'espacement des tiges et prédire la consommation d'énergie au fil du temps. Une zone ouverte plus élevée minimise le taux d'encrassement et prolonge les intervalles d'entretien : c'est l'épine dorsale mathématique de la supériorité du fil à coin.
5. Types structurels & Renforcement mécanique
La décision entre une norme, anneau de fin, bride, tige renforcée, cadre, ou le cylindre de type annulaire est purement mécanique. Cela n'a rien à voir avec la filtration et tout à voir avec l'installation et la survie.. Un cylindre de type standard avec plat, les bords non modifiés sont ce que vous utilisez lorsque l'écran glisse dans un boîtier avec un joint d'extrémité. Le boîtier lui-même fournit un support structurel contre la pression radiale. Si vous essayez d'utiliser cette configuration dans un filtre grattoir où les lames du grattoir entrent en contact avec la surface du tamis, le bord non soutenu se déformera. Le grattoir touche le premier enroulement de fil, le pousse vers l'intérieur, et du coup tu as un écart entre la grille et le boîtier qui contourne tout le processus de filtration.

Pour effondrement sous pression extérieure, les anneaux de renforcement internes augmentent considérablement la pression critique. La formule de pression d’effondrement pour un cylindre à renfort annulaire:
Où \(n_r) est le nombre d'anneaux internes. Ajout 3 les anneaux peuvent augmenter la résistance à l'effondrement de 2 barre à plus 12 bar. Les tamis à cadre sont les plus sévères dans les filtres à tambour miniers, où le treillis externe absorbe l'impact. Les vérins à tiges renforcées avec tiges longitudinales externes augmentent la rigidité en flexion via le théorème des axes parallèles, empêchant la déviation en porte-à-faux dans les filtres à rétrolavage automatique.
6. Études de cas spécifiques à une application & Informations sur les achats
Prenons l'exemple d'une usine de dessalement au Moyen-Orient utilisant des cylindres à tamis en forme de coin comme crépines d'admission pour l'alimentation par osmose inverse.. La température de l'eau de mer est de 35°C, salinité 45,000 ppm TDS, et le potentiel d'encrassement biologique est extrême. L'usine utilisait à l'origine des crépines à plaques perforées avec 3 trous mm. Ils ont bouché chaque 48 heures, obliger un plongeur à les nettoyer manuellement. La chute de pression à travers l'admission est passée de 0.1 barre à 1.5 bar à cette époque, affamer les pompes haute pression. L'usine est passée à 3 mm cylindres de fil de cale à fente en 2507 super duplex. La géométrie de la fente continue et la douceur, surface interne non turbulente réduisant le point d'attache des biofilms. La fréquence de nettoyage a été réduite à tous les 21 jours. Plus important encore, la chute de pression propre était 0.08 bar, et après 20 jours, il n'est passé qu'à 0.3 bar. Les économies d'énergie ont financé à elles seules la conversion en 11 mois. L'ingénieur en approvisionnement qui a pris cette décision a conservé son emploi et a obtenu une promotion. Celui qui s'est contenté de tôles perforées moins chères? Ils ont été réaffectés à la logistique.

Un autre cas: une usine de traitement chimique manipulant 98% acide sulfurique à 80°C. Les matériaux de construction standard sont le graphite ou le téflon, mais ceux-là manquent de résistance mécanique. L'usine a utilisé une pompe d'alimentation centrifuge avec un panier grillagé en forme de coin pour protéger les buses de la contamination par les particules.. Au départ, ils ont utilisé des écrans 316L. Les taux de corrosion étaient 0.5 mm par an, mais le véritable échec a été la formation de cloques d'hydrogène provenant de la réaction de réduction acide. Passé au 310S, qui a une teneur plus élevée en silicium pour former une couche de silice passive. Le taux de corrosion est tombé à 0.02 mm par an. Mais les écrans du 310S tombaient en panne en se craquant après 14 mois. Nous avons découvert que le problème était le cycle thermique. Le processus présentait des conditions perturbées qui rejetaient des vapeurs d'acide à travers le tamis., le chauffer à 150°C, puis une alimentation froide l'a trempé à 80°C. L'inadéquation du coefficient de dilatation thermique entre le fil 310S et les tiges de support (aussi 310S, mais avec une orientation de grain différente du laminage) créé des contraintes cycliques. La solution consistait à passer à un cylindre entièrement Hastelloy C-276.. La dilatation thermique est uniforme, et l'alliage a une ductilité élevée. Le coût était 4 fois supérieur à celui du 310S, mais le cylindre est en service depuis 7 années. L'ingénieur en approvisionnement a travaillé avec le fabricant pour mettre en œuvre un calendrier de remplacement des 8 années, normaliser le C-276 sur plusieurs pompes pour obtenir des prix de volume.
L'industrie des cylindres de tamis en fil de cale a évolué d'une activité de produits de base à un domaine de solutions techniques. Les produits bon marché des régions à bas prix semblent identiques sur une photo, mais en fonctionnement, la différence est flagrante. Un cylindre en 316L avec 30% le contenu recyclé et le soudage incontrôlé auront des inclusions, porosité, et une ZAT qui se corrode. Un cylindre équivalent en 316L vierge avec une chimie certifiée, soudé avec une procédure qualifiée, et la solution recuite survivra. La différence de prix pourrait être 25%. La différence de coût du cycle de vie est souvent 300% ou plus. Faites le choix intelligent.






{kind=link}