
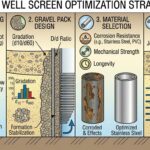
Otimização da tela do poço de água: Trade-off entre controle de areia, Desempenho de fluxo, e tendência de conexão
marcha 14, 2026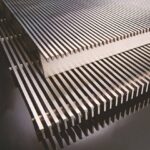
Painéis de tela de arame em cunha personalizados
Maio 24, 2026Cilindros de tela de arame em cunha: Engenharia & Guia de especificações
O recurso definitivo para filtragem de alta carga: dimensões, Classes de materiais, Tipos de reforço, e Otimização da Taxa de Fluxo Industrial.
1. Princípios avançados de filtragem de cilindros de arame em cunha
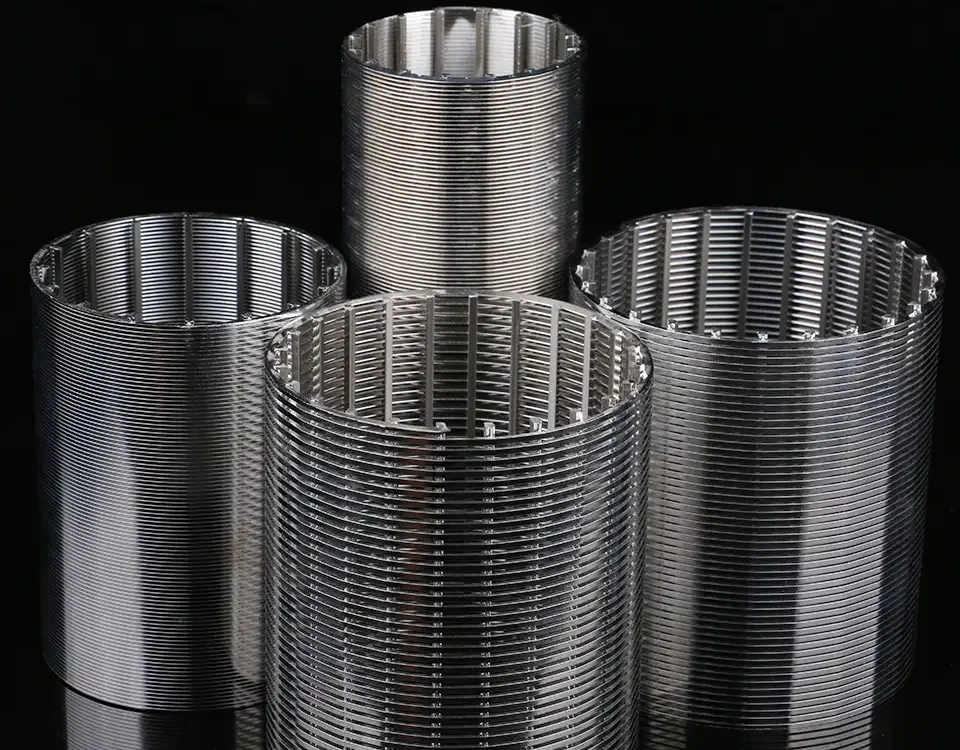
Cilindros de tela de arame em cunha representam o auge da tecnologia de filtragem para serviços pesados. Ao contrário dos tubos convencionais perfurados ou ranhurados, esses cilindros são construídos usando um fio de perfil contínuo em forma de V enrolado em espiral em torno de hastes de suporte longitudinais. Este desenho cria um entupimentos “V” abertura que se alarga interiormente, garantindo que as partículas façam contato apenas em dois pontos com a superfície.

Em comparação com malha padrão ou tubo com fenda, cilindros enrolados em arame oferecem um desempenho significativamente maior área aberta eficaz. Esta vantagem geométrica reduz o consumo de energia, diminuindo a queda de pressão na tela e, ao mesmo tempo, aumentando a taxa de fluxo de filtração em aplicações de alta viscosidade..
Principais características funcionais:
- Abertura Contínua de Slot: Maximiza a relação entre a área aberta e a superfície total.
- Geometria Autolimpante: O perfil em V evita o alojamento permanente de partículas.
- Alta resistência radial: Capaz de suportar pressões extremas de colapso.
- Precisão Uniforme de Slot: Disponível com tolerâncias tão baixas quanto ±0,01 mm.
- Manutenção Mínima: Superfície lisa facilita retrolavagem/raspagem.
- Direção de fluxo versátil: Otimizado para FOTI (Fluxo de saída para entrada) ou FITO.
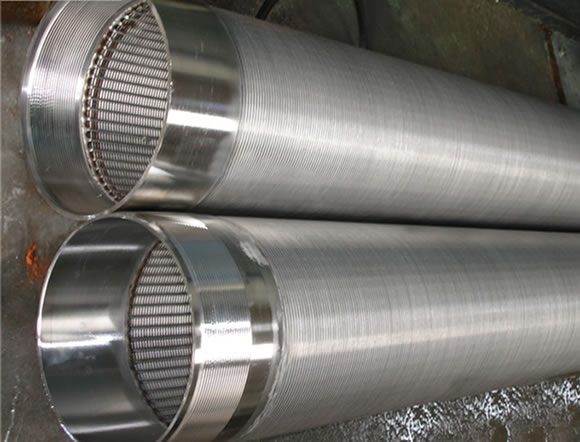
2. Ficha Técnica: Materiais & Limites Dimensionais
Para garantir a longevidade estrutural em ambientes hidrogeológicos ou químicos corrosivos, nossos cilindros de tela são fabricados a partir de ligas premium com alta resistência mecânica.
Mesa 1: Compatibilidade de classe de material
| Categoria de materiais | Notas padrão | Ambiente Ideal |
|---|---|---|
| Inoxidável Austenítico | SS 304, 316L, 321, 310S | Comida geral, óleo, e tratamento de água. |
| Aço Duplex | Duplex 2205, 2507 | Cloreto alto, salina, e dessalinização da água do mar. |
| Ligas com alto teor de níquel | Hastelloy C276, Inconel 625 | Processamento químico extremamente ácido e de alta temperatura. |
| Metais Exóticos | Liga de titânio, Monel 400 | Aeroespacial, marítimo, e filtragem altamente especializada. |
Mesa 2: Geométrico & Faixas Dimensionais
| Parâmetro | Valor Mínimo | Valor Máximo |
|---|---|---|
| Tamanho do slot (Abertura) | 0.02 mm | 10.0 mm |
| Diâmetro do cilindro | 100 mm | 1,200 mm |
| Comprimento do cilindro | 50 mm | 4,000 mm (4.0 m) |
| Tolerância de Slot | ± 0.01 mm | ± 0.05 mm |
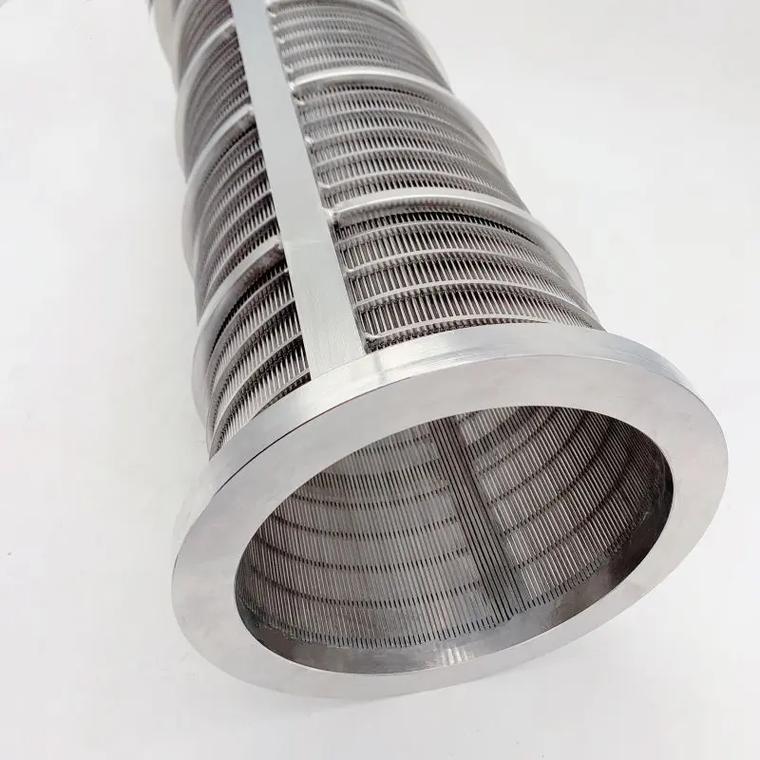
3. Sistemas de conectores & Geometria de borda
O método de instalação determina a configuração da borda do cilindro da tela de arame em cunha. Fornecemos três tipos de conexão projetados com precisão para facilitar a integração perfeita em filtros de limpeza automática e telas de tambor rotativo.
Borda plana padrão
Bordas não modificadas para soldagem direta ou conexões de encaixe deslizante. Ideal para baixo estresse, unidades de filtragem estática onde a simplicidade é fundamental.
Tipo de anel final
Apresenta anéis usinados para serviços pesados para maior estabilidade mecânica. Projetado para catadores industriais de alta pressão e equipamentos vibratórios.
Conector de flange
Flanges de fixação ou aparafusamento integrados (ANSI/DIN) para remoção rápida, limpeza, e manutenção em indústrias de alto saneamento.
4. Matriz de Reforço para Aplicações de Carga Pesada
Em cenários que envolvam exploração hidrogeológica ou desenvolvimento geotérmico, cilindros padrão podem enfrentar risco de colapso. Nossos projetos reforçados ampliam a integridade estrutural em até 400%.
| Tipo de reforço | Característica Estrutural | Caso de uso principal |
|---|---|---|
| Haste de reforço | Barras pesadas longitudinais internas | Desaguamento de mineração & tratamento de água poluída. |
| Tipo de quadro | Gaiola externa de exoesqueleto | Filtros de bateria & equipamento de alta vibração. |
| Tipo de anel | Anéis internos circunferenciais | Geotérmico & exploração hidrogeológica. |
5. Cenários de implantação específicos do setor
A versatilidade de Cilindros de tela de arame em cunha torna-os o padrão industrial para separação líquido-sólido em vários setores de alta carga.
Petroquímico & Refining
Usado na filtragem de petróleo bruto e recuperação de catalisador. A capacidade de resistir à erosão química garante tempo de atividade operacional de longo prazo.
Água & Gestão de Águas Residuais
Crítico para dessalinização de água do mar e tratamento de esgoto terciário. Filtra eficazmente partículas finas sem perda significativa de carga.
Comida & Processamento de bebidas
Aplicações no refino de açúcar, esclarecimento de suco, e filtragem de cervejaria onde a fácil limpeza e higiene são fundamentais.
Pecuária & Agricultura
Filtragem primária para sistemas de tratamento de resíduos de gado e unidades de eliminação de resíduos de alimentos orgânicos.
6. Garantia de Qualidade & Inspeção Metrológica
Cada cilindro de tela de arame em cunha passa por um rigoroso processo de inspeção multiponto para garantir a conformidade mecânica com os padrões ASTM e ISO.
| Ponto de inspeção | Protocolo de teste |
|---|---|
| Precisão do Slot | Metrologia a laser e verificações pontuais de paquímetro digital em 20 pontos. |
| Integridade da solda | Teste de corante penetrante e inspeção visual microscópica. |
| Concentricidade | Verificação da circularidade do medidor com mostrador rotacional (tipicamente < 0.5 mm). |
| Pureza Material | Análise espectrográfica (PMI) para confirmar a composição química das ligas. |
Otimize sua infraestrutura de filtragem hoje mesmo
Nossos engenheiros estão prontos para ajudar com projetos de arame em cunha personalizados para sua pressão específica, temperatura, e requisitos químicos.
Palavras-chave: Cilindro tela de arame Wedge, Tamanho do slot 0.02 mm, Filtro 316L de aço inoxidável, Tela de tambor rotativo, Filtro Raspador V-Wire, ISO 9001 Fabricante de Filtragem.
“`
Cilindros de tela de arame em cunha: Engenharia para Filtragem de Alta Carga & Condições extremas de serviço
1. Aprofundamento técnico & Ciência do material
Andar no chão de uma refinaria ou em uma instalação de tratamento de água, a diferença entre uma verificação de manutenção de rotina e um desligamento de emergência geralmente se resume a um único componente: o elemento de filtragem. Placas perfuradas padrão ou cilindros de malha entortam sob altas pressões diferenciais. Mas os cilindros de tela de arame em cunha? Eles operam em uma liga diferente. Estes não são apenas filtros; eles são membros estruturais de suporte de carga que filtram. A geometria em si é uma peça de eficiência brutalista – um fio de perfil contínuo em forma de V enrolado em torno de um conjunto de hastes de suporte longitudinais. Cada intersecção é uma solda de precisão, criando um slot que diverge para dentro. Esta é a chave. As partículas que passam pela lacuna estreita externa encontram-se em um canal em expansão, o que significa que eles não podem se alojar. Compare isso com uma ranhura cortada a laser ou uma malha onde as partículas ficam mais apertadas a cada ciclo de pressão. Essa ação de cunha é o que mata as taxas de fluxo e exige retrolavagem. Com fio de cunha, a característica de autolimpeza está incorporada à física.

O processo de seleção de materiais para um cenário de alta carga é onde a maioria das equipes de engenharia perde o sono. UMA 304 cilindro inoxidável pode parecer idêntico a uma variante 316L, mas largue isso 304 em um ambiente marinho rico em cloreto ou em uma lavagem química com vestígios de ácidos, e a corrosão sob tensão se propagará a partir da zona afetada pelo calor da solda dentro de meses. Eu testemunhei pessoalmente um 304 A tela de arame em cunha em uma aplicação de entrada de água do mar não falha devido a sobrecarga mecânica, mas porque a microestrutura na junção de solda ficou sensibilizada. Carbonetos de cromo precipitados nos limites dos grãos, deixando uma zona pobre em cromo que corroeu a uma taxa de 3 mm por ano. O equivalente 316L, com sua adição de molibdênio e menor teor de carbono, funcionou por sete anos sem um incidente de pitting. É por isso que um engenheiro de compras deve olhar além do preço de compra. O custo real é o desempenho do ciclo de vida sob condições específicas de mídia.
Para ambientes verdadeiramente agressivos – ácido sulfúrico concentrado a quente, cloro úmido, ou salmouras de alta temperatura - passamos para o reino das ligas de níquel e titânio. Os cilindros de arame em cunha Hastelloy C-276 são quase míticos em sua resistência à corrosão localizada. O alto teor de molibdênio e tungstênio da liga estabiliza o filme passivo mesmo em condições redutoras. Mas há uma compensação. Usinagem e soldagem Hastelloy requerem controle rigoroso de entrada de calor. Exceda a temperatura de interpasse de 200°C e você corre o risco de segregação de fases intermetálicas de níquel-molibdênio, que fragiliza o fio. Cilindros de liga de titânio, normalmente nota 2 ou Grau 7 para filtração, oferecem resistência incomparável a ácidos e cloretos oxidantes, mas o titânio é altamente reativo com o oxigênio em temperaturas de soldagem. Necessita de proteção com gás inerte na parte frontal e traseira da solda. Um único erro no fluxo do gás de purga cria contaminação do caso alfa – um material frágil, camada rica em oxigênio que racha sob vibração. Estas são as nuances que separam um cilindro funcional de uma falha de campo.
A faixa de abertura do slot de 0.02 mm para 10 mm cobre tudo, desde a recuperação de catalisadores finos até a desidratação grosseira de rejeitos de mineração. Mas especificar o slot não se trata apenas de retenção do tamanho das partículas. É sobre a porcentagem de área aberta. Um tubo ranhurado convencional com furos perfurados pode atingir 15-20% zona aberta. Um cilindro de arame em cunha com o mesmo diâmetro externo pode atingir 40-60% área aberta porque a ranhura contínua gira em torno de toda a circunferência sem interrupção. Esta área aberta reduz diretamente a velocidade facial através da tela. Velocidade nominal mais baixa significa menor queda de pressão para uma determinada taxa de fluxo, o que se traduz diretamente em economia de energia da bomba. Podemos quantificar isso, e mais tarde entraremos na matemática. Mas intuitivamente: um filtro que cria menos resistência permite que a bomba a montante opere com uma pressão de descarga mais baixa, economizando quilowatts-hora todos os dias.
Diâmetros do cilindro de 100 mm até 1200 mm e comprimentos para 4 medidores são padrão, mas o segredo sujo da indústria é que a verdadeira engenharia acontece em ambientes não padronizados. UMA 1200 O cilindro de diâmetro de mm para um espessador de tambor rotativo em uma fábrica de papel deve suportar não apenas a pressão interna, mas também a carga de flexão da rotação do tambor e o peso dos sólidos desidratados que se acumulam no exterior. As hastes de suporte dentro do cilindro de arame em cunha não são uniformes. Seu espaçamento e diâmetro são calculados com base na pressão diferencial e na rigidez necessária para evitar a deflexão do fio. Se uma haste de suporte for muito fina ou muito espaçada, o fio V que se estende entre eles desvia sob pressão. Esta deflexão abre a ranhura mais larga do que a especificação, permitindo que “fluido sujo” para ignorar a tela. Isso é uma falha catastrófica para um sistema de filtragem. Fabricantes com experiência real sabem que o perfil da haste de suporte – seja triangular, quadrado, redondo, barra chata, ou gota d’água – altera a distribuição de tensão. Uma haste triangular, por exemplo, cria uma interface de solda mais nítida, mas oferece menos área de superfície para colagem de solda em comparação com uma barra plana. O perfil da gota d'água é um híbrido, projetado para reduzir a turbulência do fluxo atrás da haste, minimizando a erosão em aplicações de alta velocidade.
2. Tabelas abrangentes de dados de materiais
2.1 Aços Inoxidáveis Austeníticos (304, 316L, 321, 310S)
Estes são os burros de carga do mundo dos arames em cunha. Contudo, engenheiros de compras devem verificar o “L” classe para aplicações soldadas. A tabela abaixo mostra as diferenças críticas.
| Parâmetro | 304 | 316L | 321 | 310S |
|---|---|---|---|---|
| Composição Química (% em peso) | C ≤0,08, Cr 18-20, Em 8-10.5, Mn ≤2, E ≤1, P ≤0,045, S ≤0,03 | C ≤0,03, Cr 16-18, Em 10-14, Mo 2-3, Mn ≤2, E ≤1, P ≤0,045, S ≤0,03 | C ≤0,08, Cr 17-19, Em 9-12, Dez 5xC min, Mn ≤2, E ≤1, P ≤0,045, S ≤0,03 | C ≤0,08, Cr 24-26, Em 19-22, Mn ≤2, E ≤1,5, P ≤0,045, S ≤0,03 |
| Propriedades Físicas | Densidade 8.00 g/cm³, Derretimento 1400-1450°C, Resistividade 72 μΩ·m | Densidade 8.00 g/cm³, Derretimento 1375-1400°C, Resistividade 74 μΩ·m | Densidade 7.90 g/cm³, Derretimento 1400-1425°C, Resistividade 72 μΩ·m | Densidade 7.98 g/cm³, Derretimento 1400-1450°C, Resistividade 78 μΩ·m |
| Mecânico (Recozido) | Resistência à tração 515 MPA, Colheita 205 MPA, Alongar. 40%, HB ≤201 | Resistência à tração 485 MPA, Colheita 170 MPA, Alongar. 40%, HB ≤217 | Resistência à tração 515 MPA, Colheita 205 MPA, Alongar. 40%, HB ≤217 | Resistência à tração 515 MPA, Colheita 205 MPA, Alongar. 40%, HB ≤217 |
| fabrico & Tratamento térmico | Recozimento em solução 1010-1120°C, extinção de água. Sensibilização 450-850°C. | Recozimento em solução 1010-1120°C, legal rápido. O conteúdo de Moly requer temperatura de solução mais alta. | Estabilizado com Ti; recozimento em solução 1095-1120°C. Ti evita carboneto de Cr. | Totalmente austenítico; recozimento em solução 1040-1150°C. Alto Cr/Ni resiste à fase sigma. |
| Padrões Equivalentes | NORMA DIN 1.4301, ASTM A240, SUS304 | NORMA DIN 1.4404, ASTM A240, SUS316L | NORMA DIN 1.4541, ASTM A240, SUS321 | NORMA DIN 1.4845, ASTM A240, SUS310S |
2.2 Aços Duplex (2205, 2507)
| Parâmetro | Duplex 2205 (1.4462) | Superduplex 2507 (1.4410) |
|---|---|---|
| Composição Química (% em peso) | C ≤0,03, Cr 22-23, Em 4.5-6.5, Mo 3-3.5, N 0.14-0.2, Mn ≤2, E ≤1, Madeira 35-38 | C ≤0,03, Cr 24-26, Em 6-8, Mo 3-4, N 0.24-0.32, Mn ≤1,2, Madeira >42 |
| Propriedades Físicas | Densidade 7.8 g/cm³, Derretimento 1420-1460°C, Resistividade 80 μΩ·m | Densidade 7.8 g/cm³, Derretimento 1390-1440°C, Resistividade 82 μΩ·m |
| Mecânico (Solução recozida) | Resistência à tração 620 MPA, Colheita 450 MPA, Alongar. 25%, HB ≤290 | Resistência à tração 800 MPA, Colheita 550 MPA, Alongar. 25%, HB ≤310 |
| fabrico & Tratamento térmico | Recozimento de solução 1020-1100°C, extinção de água. Evite fragilização a 475°C, fase sigma. Aporte térmico de soldagem 0.5-2.5 kJ/mm. | Recozimento em solução 1040-1120°C, resfriamento mais lento. Enchimento com excesso de liga recomendado. |
| Padrões Equivalentes | ASTM A789/A790, EN 10216-5, SUS 329J3L | ASTM A789/A790, NORSOK M-650, NORMA DIN 1.4410 |
2.3 Ligas de alto desempenho (Hastelloy, Titânio)
| Parâmetro | Hastelloy C-276 | Grau de titânio 2 (EUA R50400) | Grau de titânio 7 (EUA R52400) |
|---|---|---|---|
| Composição Química (% em peso) | Sem bola., Cr 14.5-16.5, Mo 15-17, Fé 4-7, C 3-4.5, C ≤0,01 | Você é careca., Ó ≤0,25, Fe ≤0,30, C ≤0,08, N ≤0,03, H ≤0,015 | Você é careca., PD 0.12-0.25, Ó ≤0,25, Fe ≤0,30, C ≤0,08, N ≤0,03 |
| Propriedades Físicas | Densidade 8.89 g/cm³, Derretimento 1325-1370°C, Resistividade 130 μΩ·m | Densidade 4.51 g/cm³, Derretimento 1660-1670°C, Resistividade 55 μΩ·m | Densidade 4.51 g/cm³, Derretimento 1660-1670°C, Resistividade 56 μΩ·m |
| Mecânico (Recozido) | Resistência à tração 690 MPA, Colheita 283 MPA, Alongar. 40%, HRC ≤35 | Resistência à tração 345 MPA, Colheita 275 MPA, Alongar. 20%, HB ≤150 | Resistência à tração 345 MPA, Colheita 275 MPA, Alongar. 20%, HB ≤150 |
| fabrico & Tratamento térmico | Recozimento de solução 1120-1175°C, extinção de água. Condições limpas, interpasse <150° C. | Alívio do estresse 480-595°C. A soldagem requer raiz de argônio puro & face. Evite a contaminação por oxigênio. | Igual à nota 2 com adição de Pd; excelente na redução de ácidos. Tratamento térmico idêntico. |
| Padrões Equivalentes | ASTM B574, NORMA DIN 2.4819, EUA N10276 | ASTM B265, NORMA DIN 3.7035, JIS H4600 TP270C | ASTM B265, NORMA DIN 3.7235, BS TA7 |
3. fabrico & Protocolos de tratamento térmico
Percorrendo uma linha de fabricação de cilindros de arame em cunha, vê-se uma sequência de operações que parece enganosamente simples. Mas o diabo mora nos detalhes do processo de soldagem. A operação de enrolamento contínuo cria uma costura de solda helicoidal em cada intersecção do fio V e da haste de suporte. Isso é soldagem por resistência, normalmente usando um pulso de alta frequência. A máquina enrola o fio do perfil sob tensão, e uma corrente de soldagem passa pelo ponto de contato. O calor é gerado pela resistência elétrica do próprio fio. Se a tensão for muito baixa, o fio não assenta corretamente, criando uma lacuna que se torna um caminho de vazamento. Se muito alto, o fio V fica mais fino, reduzindo sua seção transversal e criando um ponto fraco que irá rachar sob carga de pressão cíclica. Um operador experiente pode sentir a tensão correta pelo som da cabeça de enrolamento e pela cor do flash de solda. Você não pode programar isso em um código CNC genérico; é conhecimento tátil.
Depois de enrolar, o cilindro é cortado no comprimento certo, e anéis finais ou flanges são soldados. É aqui que a questão do tratamento térmico se torna crítica. Um cilindro 316L recozido pode ter excelente resistência à corrosão, mas a zona afetada pelo calor resultante da fixação de um flange de aço carbono usando metal de adição inadequado destrói essa propriedade. A regra para o aço inoxidável duplex é ainda mais rígida. Soldagem 2205 sem controlar a entrada de calor entre 0.5 e 2.5 kJ/mm e temperatura entre passes abaixo de 150°C precipitarão nitreto de cromo e fase sigma. Estes são intermetálicos frágeis que também roubam o cromo da matriz circundante., transformando sua cara tela duplex em uma armadilha contra corrosão. Lembro-me de um caso em que um conjunto de 2205 cilindros de arame em cunha para um filtro de injeção de água submarina falharam em 11 meses. A autópsia revelou que o conteúdo de ferrite caiu do nível exigido 40-60% para apenas 12% na solda HAZ. O fabricante usou uma entrada de calor de 3.8 kJ/mm e sem resfriamento entre passes. A correção? Um recozimento de solução completa a 1070°C seguido de têmpera em água restaurou o equilíbrio de fases, mas os cilindros estavam empenados além da tolerância. Todo o lote foi raspado.
Para grau de titânio 2 cilindros, a atmosfera de soldagem é tudo. As soldas devem ser feitas em uma câmara purgada com argônio até que a temperatura do metal caia abaixo de 400°C.. Qualquer exposição ao ar acima dessa temperatura torna a zona de solda uma cor de palha reveladora – isso é oxidação. Azul escuro ou cinza indica contaminação catastrófica. A camada fragilizada, chamado caso alfa, tem valores de dureza superiores 400 HV enquanto o metal base é 150 Hv. Sob vibração de uma bomba a montante, trincas iniciam na camada dura e se propagam através da solda. O único reparo é recortar e soldar novamente toda a junta, muitas vezes perdendo vários centímetros de comprimento do cilindro. Dito isto, um cilindro de fio de titânio devidamente soldado em uma planta de osmose reversa de água do mar durará mais que o edifício em que está instalado. Eu vi Grade 7 telas de titânio com paládio que estão em serviço de salmoura quente há 18 anos, sem corrosão, sem corrosão em fendas.
4. Modelagem Matemática de Filtração & Hidráulica
Vamos falar de números, porque os engenheiros de compras precisam justificar decisões com dados. A equação fundamental que governa o fluxo através de uma tela de arame em cunha não é a simples equação do orifício, mas sim uma versão modificada da lei de Hagen-Poiseuille para fluxo em fenda. Considere um único slot de largura \(w\) e comprimento \(L\) (o comprimento da ranhura ao longo do eixo do cilindro). Para uma aproximação retangular da ranhura em V, diâmetro hidráulico \(D_h = 4 \vezes (w \times d)/(2(c + d)) \approx 2w\). Queda de pressão por slot:
Para todo o cilindro com N ranhuras e vazão total Q_total, a queda de pressão da tela limpa torna-se:
Evolução do bloqueio: \( \Delta p(t) = \Delta p_0 ( 1 + \alpha \cdot \frac{Qt}{UM_{abrir}} ) \). A proporção de área aberta:
Tensão de cisalhamento durante retrolavagem: \( \tau = \frac{c}{2} \cdot \frac{\Delta p}{L} \) e fluxo de retrolavagem necessário:
Essas equações permitem que os engenheiros otimizem a largura do slot, apoiar o espaçamento das hastes e prever o consumo de energia ao longo do tempo. Uma área aberta maior minimiza a taxa de incrustações e amplia os intervalos de manutenção – esta é a espinha dorsal matemática da superioridade do arame em cunha.
5. Tipos Estruturais & Reforço Mecânico
A decisão entre um padrão, anel final, flange, haste reforçada, quadro, ou cilindro tipo anel é puramente mecânico. Não tem nada a ver com filtragem e tudo a ver com instalação e sobrevivência. Um cilindro tipo padrão com plano, bordas não modificadas é o que você usa quando a tela desliza em uma caixa com vedação final. A própria carcaça fornece suporte estrutural contra pressão radial. Se você tentar usar esta configuração em um filtro raspador onde as lâminas raspadoras entram em contato com a superfície da tela, a borda não suportada irá deformar. O raspador atinge o primeiro envoltório de arame, empurra para dentro, e de repente você tem uma lacuna entre a tela e a caixa que ignora todo o processo de filtração.

Para colapso sob pressão externa, anéis de reforço internos aumentam dramaticamente a pressão crítica. A fórmula de pressão de colapso para cilindro reforçado com anel:
Onde \(n_r\) é o número de anéis internos. Adicionando 3 anéis podem aumentar a resistência ao colapso de 2 barra para mais 12 bar. Telas tipo quadro sofrem o castigo mais pesado em filtros de tambor de mineração, onde a treliça externa absorve o impacto. Cilindros de haste reforçada com hastes longitudinais externas aumentam a rigidez à flexão através do teorema dos eixos paralelos, evitando a deflexão do cantilever em filtros de retrolavagem automática.
6. Estudos de caso específicos de aplicações & Informações sobre aquisições
Considere uma planta de dessalinização no Oriente Médio usando cilindros de tela de arame como filtros de entrada para alimentação por osmose reversa.. A temperatura da água do mar é de 35°C, salinidade 45,000 ppm TDS, e o potencial de incrustação biológica é extremo. A planta originalmente usava filtros de placas perfuradas com 3 furos mm. Eles entupiram todos 48 horas, exigindo que um mergulhador os limpe manualmente. A queda de pressão na entrada passou de 0.1 barra para 1.5 bar naquela época, morrendo de fome nas bombas de alta pressão. A planta mudou para 3 cilindros de fio de cunha com ranhura de mm feitos de 2507 superduplex. A geometria contínua da ranhura e a suavidade, superfície interna não turbulenta reduziu o ponto de fixação de biofilmes. A frequência de limpeza caiu para cada 21 dias. Mais importante, a queda de pressão limpa foi 0.08 bar, e depois 20 dias só subiu para 0.3 bar. Só as poupanças de energia pagaram a conversão em 11 meses. O engenheiro de compras que tomou essa decisão manteve o emprego e foi promovido. Aquele que ficou com placa perfurada mais barata? Eles foram transferidos para logística.

Outro caso: uma planta de processamento químico que lida com 98% ácido sulfúrico a 80°C. Os materiais padrão de construção são grafite ou Teflon, mas aqueles não têm resistência mecânica. A planta utilizou uma bomba de alimentação centrífuga com uma cesta de tela de arame em cunha para proteger os bicos da contaminação por partículas.. Inicialmente, eles usaram telas 316L. As taxas de corrosão foram 0.5 mm por ano, mas o verdadeiro fracasso foi a formação de bolhas de hidrogênio devido à reação de redução ácida. Mudou para 310S, que tem maior teor de silício para formar uma camada de sílica passiva. A taxa de corrosão caiu para 0.02 mm por ano. Mas as telas do 310S estavam falhando ao quebrar depois 14 meses. Descobrimos que o problema era o ciclo térmico. O processo teve uma condição perturbadora que soprou vapor ácido de volta através da tela, aquecendo-o a 150°C, então a alimentação fria extinguiu-o a 80°C. A incompatibilidade do coeficiente de expansão térmica entre o fio 310S e as hastes de suporte (também 310S, mas com orientação de grão diferente da laminação) criou tensões cíclicas. A solução foi mudar para um cilindro totalmente Hastelloy C-276. A expansão térmica é uniforme, e a liga tem alta ductilidade. O custo foi 4x o do 310S, mas o cilindro está em serviço há 7 anos. O engenheiro de compras trabalhou com o fabricante para implementar um cronograma de substituição de 8 anos, padronização do C-276 em diversas bombas para obter preços por volume.
A indústria de cilindros de tela de arame em cunha evoluiu de um negócio de commodities para um campo de soluções de engenharia. Os produtos baratos de regiões de baixo custo parecem idênticos numa fotografia, mas em operação, a diferença é gritante. Um cilindro feito de 316L com 30% conteúdo reciclado e soldagem não controlada terão inclusões, porosidade, e uma HAZ que corrói. Um cilindro equivalente feito de 316L virgem com química certificada, soldado com um procedimento qualificado, e a solução recozida sobreviverá. A diferença de preço pode ser 25%. A diferença no custo do ciclo de vida é muitas vezes 300% ou mais. Faça a escolha inteligente.






{kind=link}