
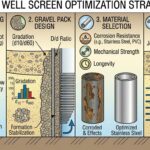
Оптимизация экрана водяной скважины: Компромисс между контролем песка, Производительность потока, и тенденция к закупорке
Март 14, 2026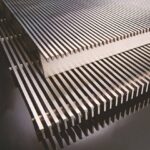
Панели экрана из клиновой проволоки на заказ
Может 24, 2026Цилиндры с клиновой проволокой: Инженерное дело & Руководство по спецификациям
Оптимальный ресурс для фильтрации при высоких нагрузках: Габаритные размеры, Марки материалов, Типы армирования, и оптимизация промышленного расхода.
1. Усовершенствованные принципы фильтрации цилиндров с клиновой проволокой
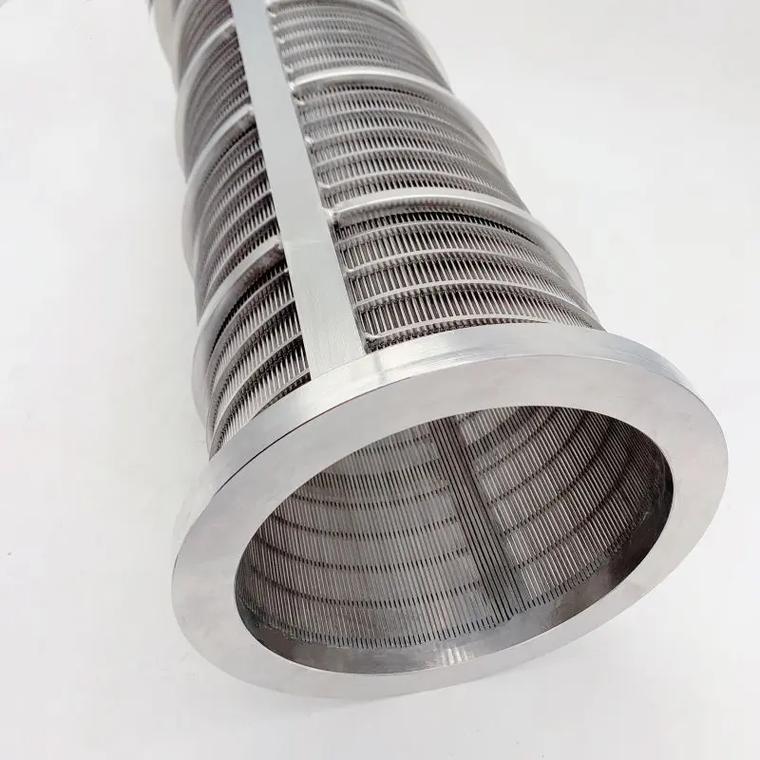
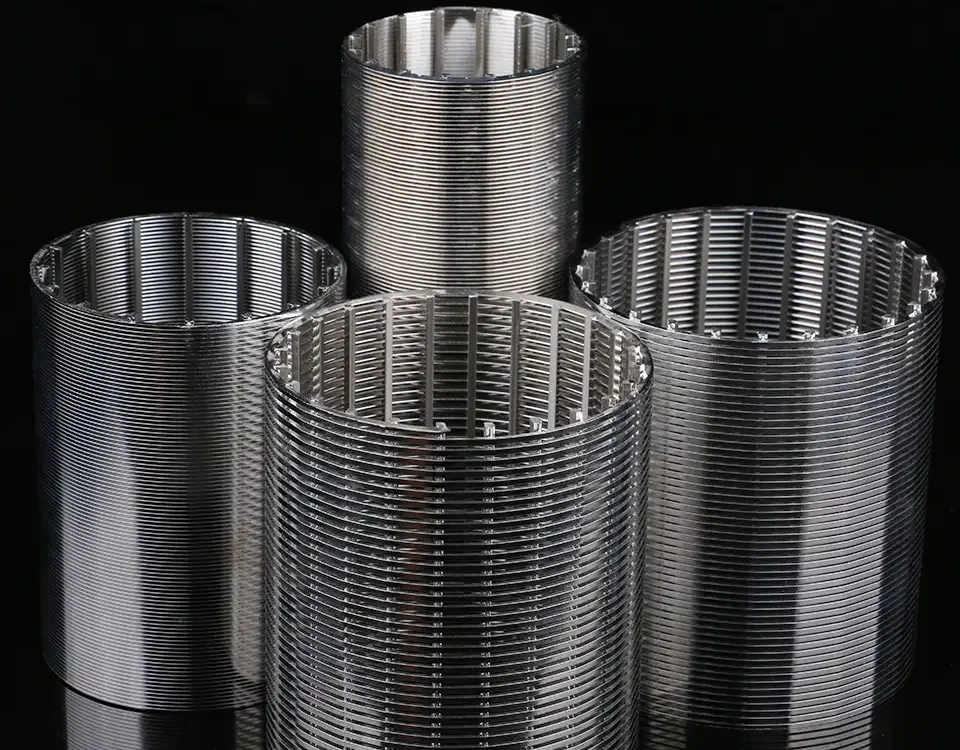
Цилиндры с клиновой проволокой представляют собой вершину технологии сверхмощной фильтрации. В отличие от обычных перфорированных или щелевых труб, Эти цилиндры изготовлены с использованием непрерывной проволоки V-образного профиля, спирально намотанной вокруг продольных опорных стержней.. Этот дизайн создает засорение “V” апертура который расширяется внутрь, обеспечение того, чтобы частицы контактировали с поверхностью только в двух точках.

По сравнению со стандартной сеткой или трубкой с прорезями, проволочные цилиндры обеспечивают значительно более высокую эффективная открытая площадка. Это геометрическое преимущество снижает потребление энергии за счет снижения перепада давления на сите и одновременного увеличения скорости фильтрационного потока в средах с высокой вязкостью..
Ключевые функциональные характеристики:
- Непрерывное открытие слота: Максимизирует соотношение открытой площади к общей площади..
- Самоочищающаяся геометрия: V-образный профиль предотвращает постоянное скопление частиц.
- Высокая радиальная прочность: Способен выдерживать экстремальное давление разрушения.
- Равномерная точность слотов: Доступен с допусками всего ±0,01 мм..
- Минимальное обслуживание: Гладкая поверхность облегчает обратную промывку/соскабливание..
- Универсальное направление потока: Оптимизирован для FOTI (Поток-выход-вход) или ФИТО.
2. Технический паспорт: Материалы & Размерные ограничения
Для обеспечения долговечности конструкции в агрессивных гидрогеологических или химических средах., наши ситовые цилиндры изготовлены из сплавов премиум-класса с высокой механической прочностью..
Стол 1: Совместимость классов материалов
| Категория материала | Стандартные оценки | Идеальная среда |
|---|---|---|
| Аустенитная нержавеющая сталь | SS 304, 316L, 321, 310S | Общее питание, нефть, и очистка воды. |
| Дуплексная сталь | Дуплекс 2205, 2507 | Высокий уровень хлорида, солевой раствор, и опреснение морской воды. |
| Сплавы с высоким содержанием никеля | Хастеллой C276, Инконель 625 | Экстремальная кислотная и высокотемпературная химическая обработка.. |
| Экзотические металлы | Титановый сплав, Монель 400 | Аэрокосмическая промышленность, морской, и узкоспециализированная фильтрация. |
Стол 2: Геометрический & Диапазоны размеров
| Параметр | Минимальное значение | Максимальное значение |
|---|---|---|
| Размер слот (апертура) | 0.02 мм | 10.0 мм |
| Диаметр цилиндра | 100 мм | 1,200 мм |
| Длина цилиндра | 50 мм | 4,000 мм (4.0 m) |
| Допуск слота | ± 0.01 мм | ± 0.05 мм |
3. Соединительные системы & Геометрия края
Способ установки определяет конфигурацию краев цилиндра с клиновой проволокой.. Мы предлагаем три прецизионных типа соединения для облегчения плавной интеграции в фильтры автоматической очистки и вращающиеся барабанные сита..
Стандартный плоский край
Немодифицированные кромки для прямой сварки или скользящих соединений.. Идеально подходит для снижения стресса, статические фильтрационные установки, где простота является ключевым моментом.
Тип концевого кольца
Оснащен прочными обработанными кольцами для повышенной механической устойчивости.. Предназначен для промышленных очистителей высокого давления и вибрационного оборудования..
Фланцевый соединитель
Встроенные болтовые или зажимные фланцы (АНСИ/ДИН) для быстрого удаления, уборка, и техническое обслуживание в отраслях с высокими санитарными требованиями.
4. Матрица армирования для тяжелых нагрузок
В сценариях, предполагающих гидрогеологическую разведку или разработку геотермальных источников., стандартные цилиндры могут столкнуться с риском разрушения. Наши усиленные конструкции увеличивают структурную целостность до 400%.
| Тип армирования | Структурная особенность | Основной вариант использования |
|---|---|---|
| Арматурный стержень | Внутренние продольные тяжелые стержни | Обезвоживание горных работ & очистки сточных вод. |
| Тип рамы | Внешняя клетка экзоскелета | Барабанные фильтры & высоковибрационное оборудование. |
| Тип кольца | Периферийные внутренние кольца | Геотермальный & гидрогеологическая разведка. |
5. Сценарии развертывания для конкретных секторов
Универсальность Цилиндры с клиновой проволокой делает их промышленным стандартом для разделения жидкости и твердых веществ в ряде секторов с высокими нагрузками..
нефтехимический & рафинирование
Используется при фильтрации сырой нефти и восстановлении катализатора.. Способность противостоять химической эрозии обеспечивает длительную эксплуатационную готовность..
вода & Управление сточными водами
Критически важен для опреснения морской воды и доочистки сточных вод.. Эффективно отфильтровывает мелкие частицы без значительной потери напора..
Питание & Производство напитков
Применение в переработке сахара, осветление сока, и фильтрация пивоваренных заводов, где простота очистки и гигиена имеют первостепенное значение..
Домашний скот & Сельское хозяйство
Первичная фильтрация для систем переработки отходов животноводства и установок по утилизации органических пищевых отходов..
6. Гарантия качества & Метрологический контроль
Каждый цилиндр с клиновой проволокой подвергается строгому многоточечному контролю для обеспечения механического соответствия стандартам ASTM и ISO..
| Инспекционный пункт | Протокол тестирования |
|---|---|
| Точность слота | Лазерная метрология и выборочные проверки цифровым штангенциркулем 20 очки. |
| Целостность сварного шва | Цветная дефектоскопия и микроскопический визуальный контроль. |
| Концентричность | Проверка круглости ротационным циферблатным индикатором (обычно < 0.5 мм). |
| Материальная чистота | Спектрографический анализ (PMI) для подтверждения химического состава сплавов. |
Оптимизируйте свою инфраструктуру фильтрации сегодня
Наши инженеры готовы помочь с разработкой индивидуальной конструкции клиновой проволоки для вашего конкретного давления., температура, и химические требования.
Ключевые слова: Клин проволоки цилиндр экрана, Размер слот 0.02 мм, Фильтр из нержавеющей стали 316L, Поворотный барабан экран, Скребковый фильтр с V-образной проволокой, ISO 9001 Производитель фильтрации.
“`
Цилиндры с клиновой проволокой: Проектирование высоконагруженной фильтрации & Экстремальные условия эксплуатации
1. Техническое погружение & Материальная наука
Прогулка по нефтеперерабатывающему заводу или водоочистному сооружению, разница между плановой проверкой технического обслуживания и аварийным отключением часто сводится к одному компоненту: фильтрующий элемент. Стандартные перфорированные пластины или сетчатые цилиндры деформируются под воздействием высоких перепадов давления.. Но цилиндры с клиновой проволокой? Они работают в другой лиге.. Это не просто фильтры; это несущие элементы конструкции, которые фильтруют. Сама геометрия представляет собой образец брутальной эффективности: непрерывная проволока V-образного профиля, обернутая вокруг набора продольных опорных стержней.. Каждое пересечение представляет собой прецизионную сварку., создание прорези, которая расходится внутрь. Это ключ. Частицы, прошедшие внешнюю узкую щель, попадают в расширяющийся канал., это означает, что они не могут поселиться. Сравните это с прорезью, вырезанной лазером, или сетчатым переплетением, где частицы сжимаются все плотнее с каждым циклом давления.. Именно это заклинивающее действие снижает скорость потока и требует обратной промывки.. С клиновой проволокой, характеристика самоочистки заложена в физику.

Процесс выбора материала для сценария с высокой нагрузкой — это то место, где большинство инженерных команд теряют сон.. A 304 цилиндр из нержавеющей стали может выглядеть идентично варианту 316L., но брось это 304 в морскую среду, богатую хлоридами, или в химическую промывку с применением следовых кислот., и коррозионное растрескивание под напряжением будет распространяться из зоны термического влияния сварного шва в течение нескольких месяцев.. Я лично был свидетелем 304 Экран из клиновой проволоки в системах забора морской воды выходит из строя не из-за механической перегрузки, а потому, что микроструктура в месте сварного соединения стала сенсибилизированной. Карбиды хрома выделяются на границах зерен, оставляя обедненную хромом зону, которая корродировала со скоростью 3 мм в год. Эквивалент 316L, с добавкой молибдена и более низким содержанием углерода, бегал семь лет без происшествий. Вот почему инженер по закупкам должен смотреть не только на закупочную цену.. Реальная стоимость — это производительность жизненного цикла в конкретных условиях среды передачи..
Для по-настоящему агрессивных сред — горячая концентрированная серная кислота., влажный хлор, или высокотемпературные рассолы — мы переходим в область никелевых сплавов и титана.. Цилиндры из клиновой проволоки Hastelloy C-276 почти мифичны по своей устойчивости к локальной коррозии.. Высокое содержание молибдена и вольфрама в сплаве стабилизирует пассивную пленку даже в восстановительных условиях.. Но есть компромисс. Обработка и сварка хастеллоя требуют строгого контроля тепловложения.. Если температура между проходами превышает 200°C, существует риск расслоения никель-молибденовых интерметаллических фаз., что делает провод хрупким. Цилиндры из титанового сплава, обычно Оценка 2 или Оценка 7 для фильтрации, обеспечивают непревзойденную стойкость к окисляющим кислотам и хлоридам, но титан очень реагирует с кислородом при температурах сварки.. Требуется защита инертным газом как на передней, так и на задней части сварного шва.. Единственная ошибка в подаче продувочного газа приводит к загрязнению альфа-корпуса — хрупкому, богатый кислородом слой, который трескается под действием вибрации. Вот нюансы, которые отличают исправный цилиндр от отказа в эксплуатации..
Диапазон апертуры щели 0.02 мм до 10 мм охватывает все: от тонкой регенерации катализатора до грубого обезвоживания хвостов добычи полезных ископаемых.. Но определение слота — это не только сохранение размера частиц.. Речь идет о проценте открытой площади.. Обычная труба с прорезями и просверленными отверстиями может обеспечить 15-20% открытая зона. Цилиндр из клиновой проволоки с таким же внешним диаметром может ударить 40-60% открытая зона, поскольку непрерывная прорезь вращается по всей окружности без перерыва. Эта открытая область напрямую снижает скорость движения лица через экран.. Меньшая торцевая скорость означает меньший перепад давления при заданном расходе., что напрямую приводит к экономии энергии насоса. Мы можем количественно оценить это, а позже мы займемся математикой. Но интуитивно: фильтр, создающий меньшее сопротивление, позволяет входному насосу работать при более низком давлении нагнетания, экономия киловатт-часов каждый день.
Диаметры цилиндров от 100 мм до 1200 мм и длиной до 4 счетчики стандартные, но грязный секрет отрасли в том, что настоящая инженерия происходит в нестандартных условиях.. A 1200 Цилиндр диаметром мм для вращающегося барабанного сгустителя на бумажной фабрике должен выдерживать не только внутреннее давление, но и изгибающую нагрузку от вращения барабана, а также вес обезвоженных твердых частиц, скапливающихся снаружи.. Опорные стержни внутри цилиндра с клиновой проволокой неоднородны.. Расстояние между ними и диаметр рассчитываются на основе перепада давления и жесткости, необходимой для предотвращения отклонения проволоки.. Если опорный стержень слишком тонкий или расположен слишком далеко друг от друга, V-образный провод, проходящий между ними, прогибается под давлением. Это отклонение открывает паз шире, чем указано в спецификации., разрешение “грязная жидкость” чтобы обойти экран. Это катастрофический сбой для системы фильтрации.. Производители с реальным опытом знают, что профиль опорного стержня, даже треугольный,, квадрат, круглый, полосовой металл, или капля воды — меняет распределение напряжений. Треугольный стержень, Например, создает более четкую поверхность сварного шва, но обеспечивает меньшую площадь поверхности для сварного соединения по сравнению с плоским стержнем. Профиль капли воды является гибридным., предназначен для уменьшения турбулентности потока за стержнем, минимизация эрозии в высокоскоростных приложениях.
2. Комплексные таблицы данных о материалах
2.1 Аустенитные нержавеющие стали (304, 316L, 321, 310S)
Это рабочие лошадки мира клиновой проволоки.. Однако, инженеры по закупкам должны проверить “L” марка для сварки. В таблице ниже показаны критические различия.
| Параметр | 304 | 316L | 321 | 310S |
|---|---|---|---|---|
| Химический состав (вес%) | С ≤0,08, Кр 18-20, В 8-10.5, Мн ≤2, И ≤1, Р ≤0,045, S ≤0,03 | С ≤0,03, Кр 16-18, В 10-14, Мо 2-3, Мн ≤2, И ≤1, Р ≤0,045, S ≤0,03 | С ≤0,08, Кр 17-19, В 9-12, Десять 5xC мин., Мн ≤2, И ≤1, Р ≤0,045, S ≤0,03 | С ≤0,08, Кр 24-26, В 19-22, Мн ≤2, И ≤1,5, Р ≤0,045, S ≤0,03 |
| Физические свойства | плотность 8.00 г/см³, Плавка 1400-1450°С., Удельное сопротивление 72 мкОм·м | плотность 8.00 г/см³, Плавление 1375-1400°С., Удельное сопротивление 74 мкОм·м | плотность 7.90 г/см³, Плавка 1400-1425°С., Удельное сопротивление 72 мкОм·м | плотность 7.98 г/см³, Плавка 1400-1450°С., Удельное сопротивление 78 мкОм·м |
| Механические (Отожженный) | Растяжение 515 МПА, Урожай 205 МПА, Удлинить. 40%, ХВ ≤201 | Растяжение 485 МПА, Урожай 170 МПА, Удлинить. 40%, ХВ ≤217 | Растяжение 515 МПА, Урожай 205 МПА, Удлинить. 40%, ХВ ≤217 | Растяжение 515 МПА, Урожай 205 МПА, Удлинить. 40%, ХВ ≤217 |
| производство & Термическая обработка | Отжиг в растворе 1010-1120°С., закалка водой. Сенсибилизация 450-850°С. | Отжиг в растворе 1010-1120°С., быстрое охлаждение. Содержание молибдена требует более высокой температуры раствора.. | Стабилизированный Ti; отжиг в растворе 1095-1120°С. Ti предотвращает карбид Cr. | Полностью аустенитный; отжиг в растворе 1040-1150°С. Высокий Cr/Ni устойчив к сигма-фазе. |
| Эквивалентные стандарты | ДИН 1.4301, АСТМ А240, SUS304 | ДИН 1.4404, АСТМ А240, СУС316Л | ДИН 1.4541, АСТМ А240, СУС321 | ДИН 1.4845, АСТМ А240, СУС310С |
2.2 Дуплексные стали (2205, 2507)
| Параметр | Дуплекс 2205 (1.4462) | Супер Дуплекс 2507 (1.4410) |
|---|---|---|
| Химический состав (вес%) | С ≤0,03, Кр 22-23, В 4.5-6.5, Мо 3-3.5, N 0.14-0.2, Мн ≤2, И ≤1, Древесина 35-38 | С ≤0,03, Кр 24-26, В 6-8, Мо 3-4, N 0.24-0.32, Мн ≤1,2, Древесина >42 |
| Физические свойства | плотность 7.8 г/см³, Плавка 1420-1460°С., Удельное сопротивление 80 мкОм·м | плотность 7.8 г/см³, Плавление 1390-1440°С., Удельное сопротивление 82 мкОм·м |
| Механические (Решение отожжено) | Растяжение 620 МПА, Урожай 450 МПА, Удлинить. 25%, ХВ ≤290 | Растяжение 800 МПА, Урожай 550 МПА, Удлинить. 25%, ХВ ≤310 |
| производство & Термическая обработка | Отжиг в растворе 1020-1100°С., закалка водой. Избегайте охрупчивания при температуре 475°C, сигма-фаза. Тепловложение при сварке 0.5-2.5 кДж/мм. | Отжиг в растворе 1040-1120°С., более медленное охлаждение. Рекомендуется использовать сверхлегированный наполнитель.. |
| Эквивалентные стандарты | АСТМ А789/А790, EN 10216-5, СУС 329J3L | АСТМ А789/А790, НОРСОК М-650, ДИН 1.4410 |
2.3 Высокопроизводительные сплавы (Hastelloy, Титан)
| Параметр | Хастеллой C-276 | Титан 2 (США 50400 рэндов) | Титан 7 (США 52400 рэндов) |
|---|---|---|---|
| Химический состав (вес%) | Нет бала., Кр 14.5-16.5, Мо 15-17, Фе 4-7, Вт 3-4.5, С ≤0,01 | Ты лысый., О ≤0,25, Фе ≤0,30, С ≤0,08, Н ≤0,03, Н ≤0,015 | Ты лысый., ПД 0.12-0.25, О ≤0,25, Фе ≤0,30, С ≤0,08, Н ≤0,03 |
| Физические свойства | плотность 8.89 г/см³, Плавление 1325-1370°С., Удельное сопротивление 130 мкОм·м | плотность 4.51 г/см³, Плавка 1660-1670°С., Удельное сопротивление 55 мкОм·м | плотность 4.51 г/см³, Плавка 1660-1670°С., Удельное сопротивление 56 мкОм·м |
| Механические (Отожженный) | Растяжение 690 МПА, Урожай 283 МПА, Удлинить. 40%, ХРК ≤35 | Растяжение 345 МПА, Урожай 275 МПА, Удлинить. 20%, ХВ ≤150 | Растяжение 345 МПА, Урожай 275 МПА, Удлинить. 20%, ХВ ≤150 |
| производство & Термическая обработка | Отжиг в растворе 1120-1175°С., закалка водой. Чистые условия, промежуточный проход <150° C. | Снятие стресса 480-595°C. Для сварки требуется чистый аргоновый корень. & лицо. Избегайте загрязнения кислородом. | То же, что и Оценка 2 с добавкой Pd; превосходно восстанавливает кислоты. Идентичная термическая обработка. |
| Эквивалентные стандарты | АСТМ Б574, ДИН 2.4819, США N10276 | АСТМ Б265, ДИН 3.7035, ДЖИС Х4600 ТП270К | АСТМ Б265, ДИН 3.7235, БС ТА7 |
3. производство & Протоколы термообработки
Прогулка по производственной линии цилиндров из клиновой проволоки., мы видим последовательность операций, которая выглядит обманчиво простой. Но дьявол живет в деталях сварочного процесса. Непрерывная намотка создает спиральный сварной шов на каждом пересечении V-образной проволоки и опорного стержня.. Это контактная сварка, обычно используется высокочастотный импульс. Машина наматывает профильную проволоку под натяжением., и сварочный ток проходит через точку контакта. Тепло генерируется электрическим сопротивлением самого провода.. Если напряжение слишком низкое, провод сидит неправильно, создание зазора, который становится путем утечки. Если слишком высоко, V-образный провод становится тоньше, уменьшение его поперечного сечения и создание слабого места, которое треснет при циклическом нагружении давлением. Опытный оператор может почувствовать правильное натяжение по звуку намоточной головки и цвету сварочной вспышки.. Вы не можете запрограммировать это в общий код ЧПУ.; это тактильное знание.
После намотки, цилиндр обрезается по длине, и концевые кольца или фланцы приварены. Именно здесь вопрос термообработки становится критическим.. Отожженный цилиндр из 316L может иметь отличную коррозионную стойкость., но зона термического влияния от крепления фланца из углеродистой стали с использованием неподходящего присадочного металла разрушает это свойство.. Для дуплексной нержавеющей стали правила еще строже.. сварка 2205 без контроля тепловложения между 0.5 и 2.5 кДж/мм и температура между проходами ниже 150°C приводят к выделению нитрида хрома и сигма-фазы.. Это хрупкие интерметаллиды, которые также лишают окружающую матрицу хрома., превратите ваш дорогой дуплексный экран в ловушку коррозии. Я помню случай, когда набор 2205 Цилиндры с клиновой проволокой для подводного фильтра для закачки воды вышли из строя 11 месяцы. Вскрытие показало, что содержание феррита упало по сравнению с требуемым. 40-60% просто 12% в ЗТВ сварного шва. Производитель использовал тепловложение 3.8 кДж/мм и без межпроходного охлаждения. Исправление? Отжиг на полный раствор при 1070°С с последующей закалкой в воде восстановил фазовый баланс., но цилиндры были деформированы сверх допуска. Вся партия была соскоблена.
Для титана 2 цилиндры, Сварочная атмосфера – это все. Сварные швы необходимо выполнять в камере с обратной продувкой аргоном до тех пор, пока температура металла не упадет ниже 400°С.. Любое воздействие воздуха выше этой температуры придает зоне сварного шва характерный соломенный цвет — это окисление.. Темно-синий или серый цвет указывает на катастрофическое загрязнение.. Охрупченный слой, называется альфа-случай, имеет значения твердости, превышающие 400 HV, пока основной металл 150 Hv.. Вибрация от вышестоящего насоса, Трещины возникают в твердом слое и распространяются по сварному шву.. Единственный ремонт - это перерезать и повторно сварить весь стык., часто теряет несколько дюймов длины цилиндра. Тем не менее, Правильно сваренный цилиндр из титановой клиновой проволоки на установке обратного осмоса морской воды прослужит дольше здания, в котором он установлен.. Я видел Класс 7 титановые экраны с палладием, которые находились в эксплуатации в горячем рассоле в течение 18 лет, без питтинга, отсутствие щелевой коррозии.
4. Математическое моделирование фильтрации. & Гидравлика
Давайте поговорим о цифрах, потому что инженерам по закупкам необходимо обосновывать решения данными. Фундаментальное уравнение, определяющее поток через клинообразный экран, не является простым уравнением отверстия., а скорее модифицированная версия закона Хагена-Пуазейля для щелевого течения.. Рассмотрим один слот шириной \(w\) и длина \(L\) (длина прорези по оси цилиндра). Для прямоугольной аппроксимации V-паза, гидравлический диаметр \(Д_ч = 4 \раз (w \times d)/(2(ш+д)) \approx 2w\). Падение давления на слот:
Для всего цилиндра с N пазами и общим расходом Q_total, падение давления на чистом сите становится:
Эволюция блокировки: \( \Дельта п(т) = \Delta p_0 ( 1 + \alpha \cdot \frac{Q т}{А_{открыть}} ) \). Коэффициент открытой площадки:
Напряжение сдвига во время обратной промывки: \( \tau = \frac{ш}{2} \cdot \frac{\Дельта п}{L} \) и требуемый расход обратной промывки:
Эти уравнения позволяют инженерам оптимизировать ширину паза., поддерживать расстояние между стержнями и прогнозировать потребление энергии с течением времени. Большая открытая площадь сводит к минимуму скорость загрязнения и увеличивает интервалы технического обслуживания — это математическая основа превосходства клиновой проволоки..
5. Структурные типы & Механическое армирование
Решение между стандартом, концевое кольцо, фланец, усиленный стержень, рамка, или кольцевой цилиндр является чисто механическим. Это не имеет ничего общего с фильтрацией, а связано с установкой и выживанием.. Цилиндр стандартного типа с плоским, неизмененные края — это то, что вы используете, когда экран вставляется в корпус с торцевым уплотнением. Сам корпус обеспечивает структурную поддержку против радиального давления.. Если вы попытаетесь использовать эту конфигурацию в скребковом фильтре, где скребковые лезвия соприкасаются с поверхностью сита, неподдерживаемый край деформируется. Скребок достигает первой обмотки проволоки., толкает его внутрь, и вдруг у вас между сеткой и корпусом зазор, который обходит весь процесс фильтрации.

Для коллапса под внешним давлением, внутренние усиливающие кольца резко повышают критическое давление. Формула давления разрушения для цилиндра кольцевой жесткости:
Где \(n_r\) количество внутренних колец. Добавление 3 кольца могут повысить сопротивление разрушению от 2 Бар до предела 12 бар. Сита рамочного типа подвергаются самым тяжелым нагрузкам в шахтных барабанных фильтрах., где внешняя решетка поглощает удары. Усиленные стержневые цилиндры с внешними продольными стержнями увеличивают жесткость на изгиб благодаря теореме о параллельных осях., предотвращение отклонения кантилевера в фильтрах с автоматической обратной промывкой.
6. Практические примеры для конкретных приложений & Аналитика закупок
Рассмотрим опреснительную установку на Ближнем Востоке, использующую цилиндры с клиновым ситом в качестве впускных фильтров для подачи обратного осмоса.. Температура морской воды 35°C., соленость 45,000 ppm TDS, и потенциал биологического загрязнения чрезвычайно велик. Первоначально на заводе использовались перфорированные пластинчатые сетчатые фильтры с 3 мм отверстия. Они засоряли каждую 48 часов, требуется, чтобы дайвер чистил их вручную. Падение давления на впуске составило от 0.1 запретить 1.5 бар в то время, голодание насосов высокого давления. Завод перешёл на 3 Цилиндры из клиновой проволоки с пазом мм, изготовленные из 2507 супер дуплекс. Непрерывная геометрия пазов и гладкая, нетурбулентная внутренняя поверхность уменьшает количество точек прикрепления биопленок. Частота уборки снизилась до каждого 21 дни. Что еще более важно, чистое падение давления было 0.08 бар, и после 20 дней он поднялся только до 0.3 бар. Только экономия энергии окупила переход в 11 месяцы. Инженер по снабжению, принявший это решение, сохранил свою работу и получил повышение по службе.. Тот, кто придерживался более дешевой перфорированной пластины? Их перевели в логистику..

Другой случай: обработка химико-перерабатывающего завода 98% серная кислота при 80°C. Стандартные материалы конструкции: графит или тефлон., но им не хватает механической прочности. На заводе использовался центробежный питательный насос с сетчатой корзиной из клиновой проволоки для защиты форсунок от загрязнения частицами.. Первоначально, они использовали экраны 316L. Скорость коррозии была 0.5 мм в год, но настоящей неудачей было образование водородных пузырей в результате реакции восстановления кислоты.. Перешел на 310S., который имеет более высокое содержание кремния, образуя пассивный слой кремнезема. Скорость коррозии упала до 0.02 мм в год. Но экраны 310S вышли из строя, треснув после 14 месяцы. Мы обнаружили, что проблема связана с термоциклированием.. В процессе произошел сбой, из-за которого пары кислоты выбрасывались обратно через сетку., нагреваем его до 150°С, затем холодная подача закалила его до 80°C. Несоответствие коэффициента теплового расширения проволоки 310S и опорных стержней. (также 310S, но с другой ориентацией волокон от прокатки) создавал циклические напряжения. Исправление заключалось в замене цилиндра на полностью изготовленный из Hastelloy C-276.. Тепловое расширение равномерное, и сплав имеет высокую пластичность. Стоимость была в 4 раза выше, чем у 310S., но цилиндр отслужил уже 7 лет. Инженер по закупкам работал с производителем над внедрением графика замены 8 лет, стандартизация C-276 для нескольких насосов для получения оптовых цен.
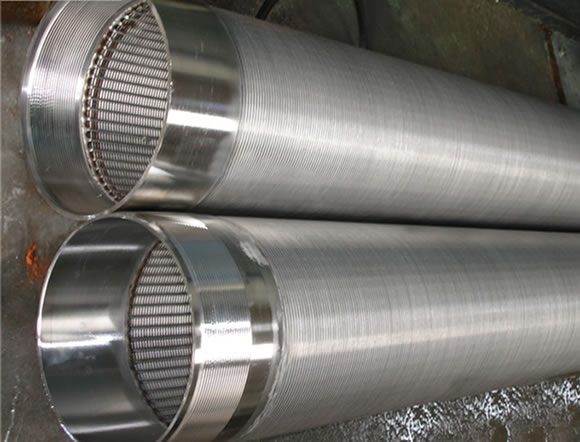
Производство цилиндров с клиновой проволокой превратилось из товарного бизнеса в область инженерных решений.. Дешевая продукция из недорогих регионов на фотографии выглядит одинаково., но в работе, разница огромна. Цилиндр из 316L с 30% переработанные материалы и неконтролируемая сварка будут содержать включения, пористость, и ЗТВ, которая разъедает. Эквивалентный баллон, изготовленный из первичного 316L с использованием сертифицированных химических веществ., сварено по квалифицированной технологии, и отожженный раствор выживет. Разница в цене может быть 25%. Разница в стоимости жизненного цикла часто 300% или больше. Сделайте разумный выбор.






{kind=link}