

Цилиндры с клиновой проволокой
апрель 29, 2026
Сита с клиновой проволокой
Июнь 13, 2026
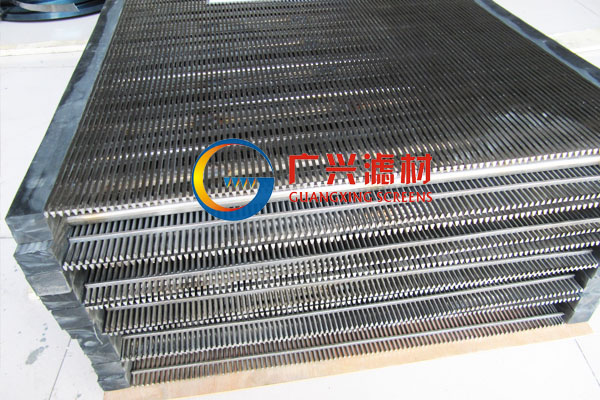
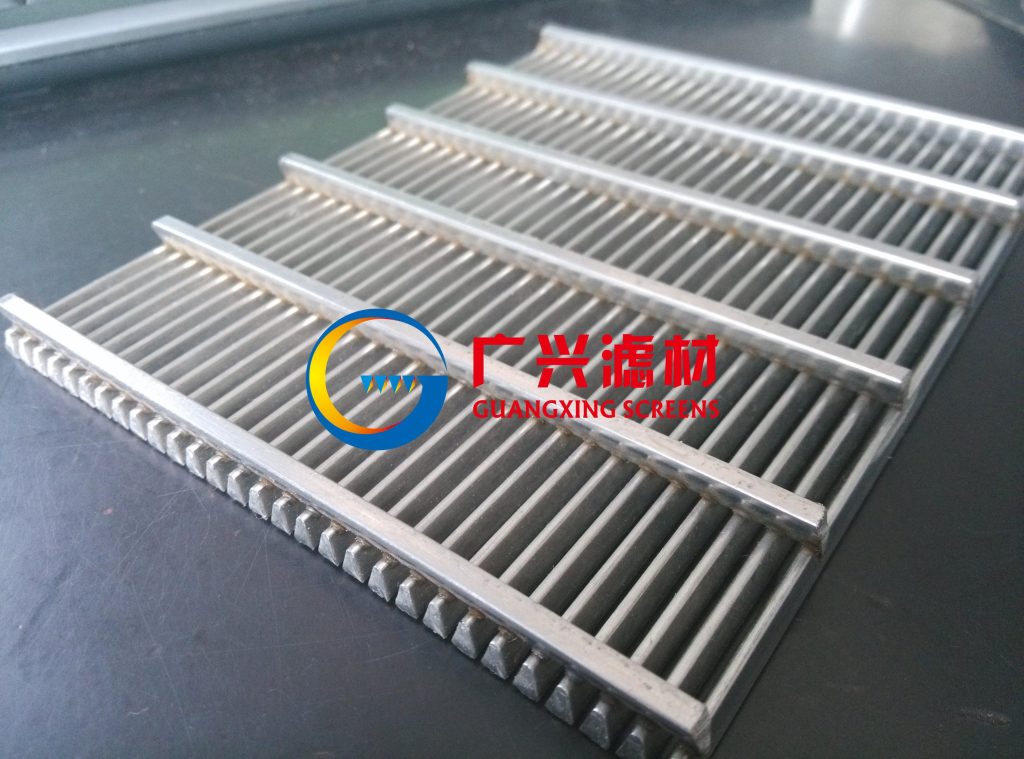
Панели экрана сетчатых:
Полный технический сборник промышленных плоских экранных панелей из клиновой проволоки, Вибрационные ситовые пластины, и высокоточные подложки для поверхностной фильтрации: Комплексные матрицы измерений, Показатели гидравлического потока, и полная геометрия профиля.
2. Матрицы материалов
3. Структурные профили
4. Геометрические допуски
5. Формулы открытой площадки
6. Приложения
7. Технические вопросы и ответы
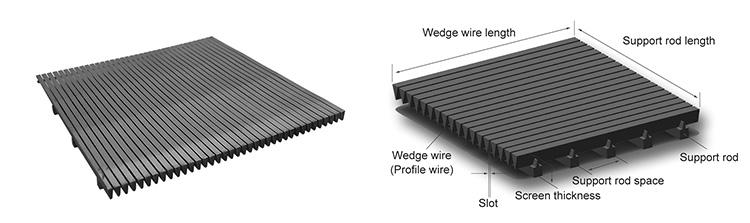
1. Обзор системы & Функциональные механические характеристики
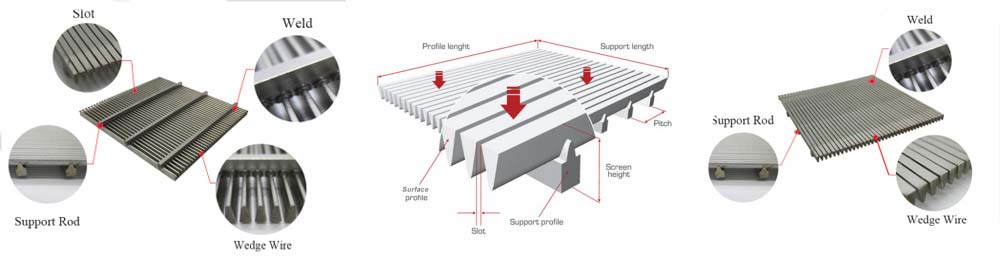
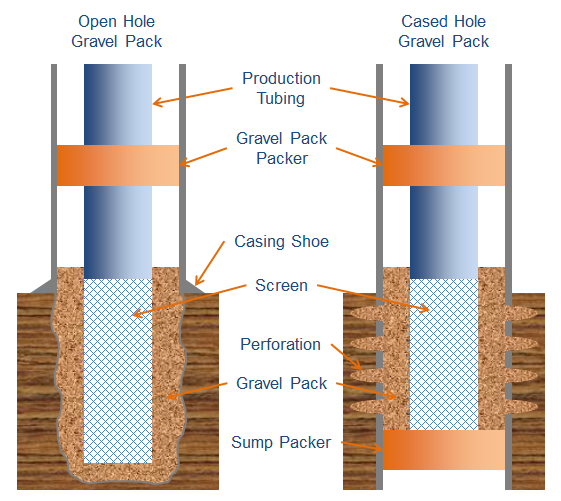
промышленные провода клина экрана панели, также обозначается в рамках передовых систем гидродинамики как плоские экраны из клиновой проволоки или специальные плоские фильтрующие панели, представляют собой высокотехнологичные структурные поверхностные фильтрующие материалы. Эти специализированные панели создаются путем точного выравнивания непрерывных V-образных петель проволочного профиля по поперечно ориентированным опорным профилям.. Каждый пересекающийся стык клиновой проволоки и несущей конструкции структурно связан с использованием усовершенствованной контактной сварки. (Электрическая контактная сварка – ВПВ) или высокочастотные процессы индукционной сварки.
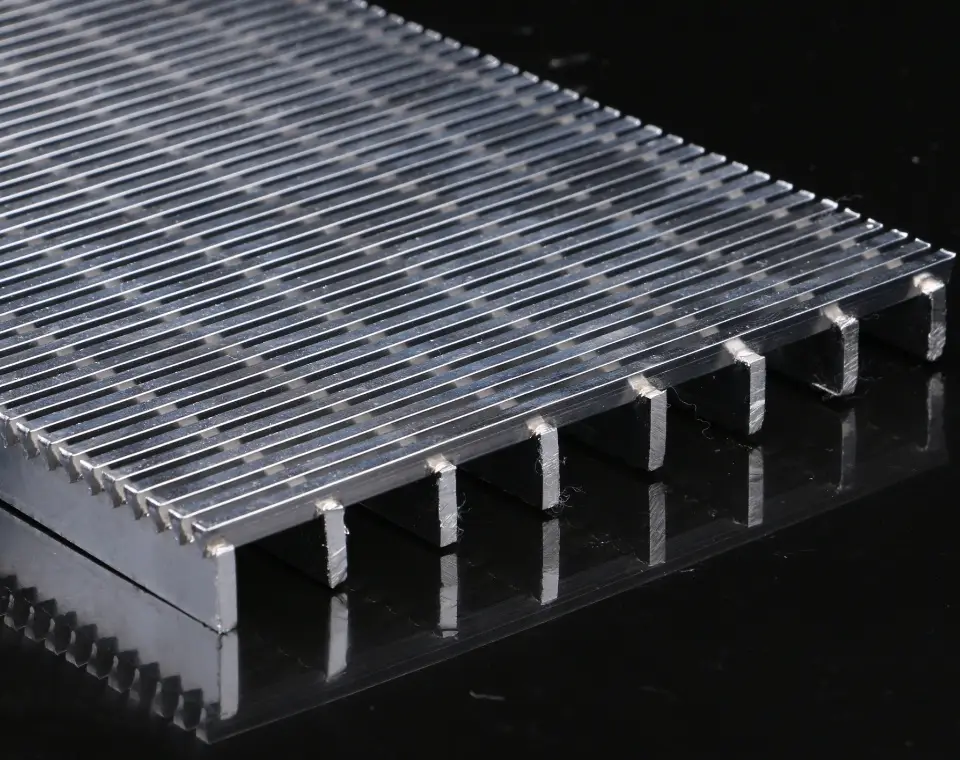
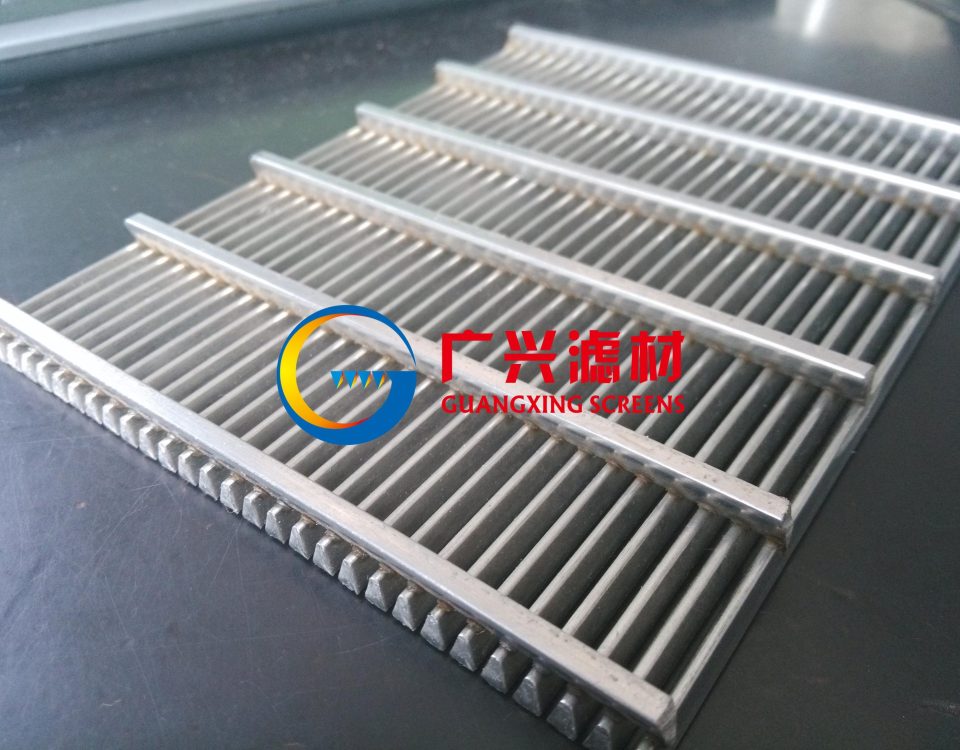
Этот непрерывный метод изготовления создает очень жесткую, особая плоская панель, характеризующаяся одинаковыми допусками на пазы и незасоряющимся структурным поперечным сечением. V-образный профиль поверхности имеет острую форму., узкий край апертуры, расширяющийся внутрь. Эта уникальная конфигурация гарантирует, что частицы попадут в слот., они немедленно очищаются гидродинамическим током или силами механической вибрации., эффективно предотвращает связывание и структурную слепоту.
Ключевые показатели операционной эффективности:
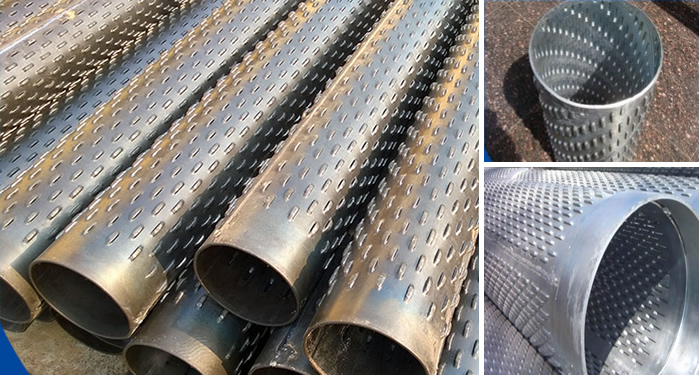
В отличие от обычных сит из плетеной проволочной сетки или простых перфорированных пластин., изготовленные по индивидуальному заказу конструкции из плоской клиновой проволоки обладают исключительным соотношением прочности и веса в сочетании с открытой областью фильтрации.. Абсолютно гладкий, непрерывная геометрия поверхности снижает потери на трение на границе процесса, обеспечивает высокую эффективность обратной промывки и простую химическую санитарную очистку.
Стол 1: Основная спецификация & Инженерные границы
| Инженерная метрика | Стандартные границы производственных возможностей |
|---|---|
| Первичные субстраты | Нержавеющая сталь 304, 304L, 316, 316L, 321, Дуплекс 2205, Супер Дуплекс, Сплавы Хастеллой, Титан |
| апертура (Слот) Объем | $20\ \mu\text{m}$ Кому $3000\ \mu\text{m}$ (Пользовательские микрослоты доступны вплоть до $10\ \mu\text{m}$) |
| Максимальная ширина плоской поверхности | До $6000\text{ mm}$ постоянная структурная ширина без вторичных швов |
| Максимальная длина плоской поверхности | До $6000\text{ mm}$ продольный пролет по параметрам профиля конструкции |
| Точность сварки | Автоматизированная электрическая контактная сварка (ВПВ) многоточечное слияние |
| Варианты торцевой отделки | Интегрированные угловые рамы, Плоские стержни, Боковые усиления, или безрамные необработанные обрезки |
2. Профили из металлургических сплавов & Матрицы химического состава
Выбор правильного металлургического сплава имеет решающее значение для обеспечения долговечности фильтрующих панелей из клиновой проволоки в сложных технологических условиях.. В приложениях, связанных с агрессивными промышленными химикатами., высококислотные шахтёрские шлюхи, или прибрежные петли опреснения воды, химический состав нержавеющей стали или специального сплава напрямую определяет срок службы экрана..
Низкоуглеродистые сплавы (НАПРИМЕР., 304L, 316L) помогают предотвратить осаждение карбида хрома в зонах высокого нагрева во время контактной сварки, сохранение максимальной устойчивости к точечной коррозии. В таблицах ниже представлены профили структурных химических элементов и механические свойства, необходимые для тяжелых технологических процессов..
Стол 2: Стандарты химического состава сплавов с плоским экраном (%)
| Марка сплава | углерод (C) | Хром (Кр) | Никель (В) | Молибден (Мо) | Марганец (Мин.) | Кремний (И) |
|---|---|---|---|---|---|---|
| SS 304 | ≤ 0.08 | 18.00 – 20.00 | 8.00 – 10.50 | – | ≤ 2.00 | ≤ 0.75 |
| СС 304Л | ≤ 0.030 | 18.00 – 20.00 | 8.00 – 12.00 | – | ≤ 2.00 | ≤ 0.75 |
| SS 316 | ≤ 0.08 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| СС 316Л | ≤ 0.030 | 16.00 – 18.00 | 10.00 – 14.00 | 2.00 – 3.00 | ≤ 2.00 | ≤ 0.75 |
| Дуплекс 2205 | ≤ 0.030 | 22.00 – 23.00 | 4.50 – 6.50 | 3.00 – 3.50 | ≤ 2.00 | ≤ 1.00 |
Стол 3: Механическая прочность & Физический порог производительности
| Обозначение сплава | Предел прочности (МПА) | Предел текучести 0.2% (МПА) | Удлинение 50 мм (%) |
|---|---|---|---|
| SS 304 / 304L | ≥ 515 | ≥ 205 | ≥ 40% |
| SS 316 / 316L | ≥ 485 | ≥ 170 | ≥ 40% |
| Дуплекс 2205 Сбалансированный | ≥ 655 | ≥ 450 | ≥ 25% |
3. Геометрия структурного профиля & Комбинации поперечных сечений
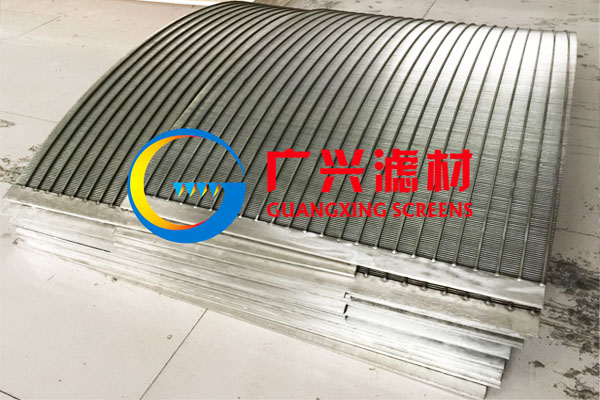
Пределы механической нагрузки и характеристики обратной промывки плоскопанельного фильтра в значительной степени зависят от размерного сочетания проволок его клиновой поверхности и лежащих под ним опорных стержней.. Изменение этих структурных размеров позволяет производить узлы, оптимизированные для фильтрации легких жидкостей или тяжелых жидкостей., сортировка камней с высокой вибрацией.
Стол 4: Технический клиновой провод (Профиль поверхности) Выбор размеров
| Модель профиля | Ширина профиля (мм) | Высота профиля (мм) | Площадь поперечного сечения ($\text{mm}^2$) | Основные функциональные варианты использования |
|---|---|---|---|---|
| WW-05 | 0.50 | 1.50 | 0.75 | Ультратонкие микронные суспензионные системы; химические фильтры. |
| WW-07 | 0.75 | 1.50 | 1.12 | Ионообменные сосуды; точные сита для экстракции крахмала. |
| WW-10 | 1.00 | 2.00 | 2.00 | Стандартная очистка технологической воды; муниципальные водозаборы. |
| WW-15 | 1.50 | 2.00 | 3.00 | Калибровочные петли для целлюлозы и бумаги; общая классификация жидкостей. |
| WW-20 | 2.00 | 3.00 | 6.00 | Панели для обезвоживания тяжелых шахт; ударопрочные сортировочные полы. |
| WW-30 | 3.00 | 5.00 | 15.00 | Вибрационное сито изгибается; системы классификации тяжелых заполнителей. |
Стол 5: Параметры профиля опорного стержня и геометрические ограничения
| Код опорного стержня | Тип профиля стержня | Базовая ширина (мм) | Структурная глубина (мм) | Диапазон шага шага (мм) |
|---|---|---|---|---|
| СР-Квартира-1 | Прямоугольный плоский стержень | 2.00 | 10.00 | 15.0 – 50.0 |
| СР-Квартира-2 | Прямоугольный плоский стержень | 3.00 | 12.00 | 20.0 – 75.0 |
| СР-Ловушка-1 | Трапециевидный профиль | 2.00 | 3.00 | 10.0 – 30.0 |
| СР-Ловушка-2 | Трапециевидный профиль | 3.00 | 5.00 | 15.0 – 40.0 |
| SR-Раунд | Цилиндрический штифт | $\Phi\ 3.00$ | $\Phi\ 3.00$ | 10.0 – 25.0 |
4. Геометрические допуски & Стандарты метрологической поверки
Точная однородность щелей необходима для поддержания точных точек отделения твердых частиц и предотвращения загрязнения последующей системы.. В условиях низкого давления или при тяжелом вибрационном просеивании., изменения ширины щелей могут изменить скорость потока или позволить частицам слишком большого размера проходить через них..
В наших производственных процессах поддерживается строгий метрологический контроль отклонений пазов с использованием передовых установок оптической лазерной проверки во время производства.. В таблице ниже указаны стандартные допуски контроля качества для конкретных групп ширины пазов..
Стол 6: Стандартные допуски качества для отверстий пазов
| Диапазон диафрагмы целевого слота | Предел среднего отклонения | Граница стандартного отклонения ($\sigma$) |
|---|---|---|
| $0.025\text{ mm}$ Кому $1.00\text{ mm}$ | ≤ ± 0.025 мм | 0.025 мм |
| ≥ $1.00\text{ mm}$ Кому $2.50\text{ mm}$ | ≤ ± 0.050 мм | 0.050 мм |
| ≥ $2.50\text{ mm}$ Кому $10.00\text{ mm}$ | ≤ ± 0.075 мм | 0.075 мм |
5. Математический расчет коэффициента открытой площади (ОА)
Общий коэффициент открытой площади ($OA$) Плоская панель из клиновой проволоки определяет пределы ее гидравлической пропускной способности., скорости приближения жидкости, и общие переменные падения давления ($\Delta P$). Конструкторы полагаются на этот процентный показатель для точного определения размеров фильтрующих сосудов и предотвращения кавитации в насосе..
Математическая формула, используемая для определения процента открытой площади любой стандартной плоской панели с клиновой проволокой, выражается следующим образом.:
В приведенном ниже справочном наборе данных представлены предварительно рассчитанные проценты открытой площади для общих пар ширины провода и размера паза..
Стол 7: Предварительно рассчитанная матрица процентов открытой площади
| Ширина профиля клиновой проволоки | Целевая ширина слота (мм) | Итоговый коэффициент открытой площади (%) | Класс гидравлического потока |
|---|---|---|---|
| 0.50 мм (WW-05) | 0.10 мм | 16.66% | Класс микроскорости |
| 0.75 мм (WW-07) | 0.25 мм | 25.00% | Умеренный класс процесса |
| 1.00 мм (WW-10) | 0.50 мм | 33.33% | Стандартный класс расхода |
| 1.00 мм (WW-10) | 1.00 мм | 50.00% | Класс высокой пропускной способности |
| 2.00 мм (WW-20) | 3.00 мм | 60.00% | Максимальный класс разряда |
6. Архитектура развертывания промышленного сектора & Контексты обработки
Конструкции с плоскими ситами из клиновой проволоки используются во многих высокопроизводительных перерабатывающих отраслях благодаря их структурной прочности и свойствам самоочистки.. В приведенной ниже матрице определены ключевые области применения и их типичные рабочие контексты..
Стол 8: Межотраслевые приложения & Целевые параметры процесса
| Промышленный сектор | Специальная позиция по интеграции оборудования | Типичный используемый диапазон слотов |
|---|---|---|
| Системы очистки воды | Ионообменные фиксаторы, фильтрующие слои с активированным углем, поддоны песочного фильтра, и опреснительные сетчатые фильтры. | $150\ \mu\text{m} – 200\ \mu\text{m}$ |
| Минеральная & Переработка угля | Вибрационные шейкеры, платформы для обезвоживания шлама, кастрюли для восстановления тяжелых носителей, и обычные полы для проклейки. | $0.50\text{ mm} – 3.00\text{ mm}$ |
| Жом, Бумага, & Волокно | Деки классификации волокон, сосуды для фильтрации черного щелока, грохоты гравитационного загустителя, и отклонить сортировочные ворота. | $100\ \mu\text{m} – 500\ \mu\text{m}$ |
| Питание & Производство напитков | Громче делайте ложное дно для пивоварения, сита для мытья кукурузного крахмала, соковыжималки из сахарного тростника, и столы для сортировки овощей. | $300\ \mu\text{m} – 1.00\text{ mm}$ |
7. Подробные технические вопросы и ответы & Руководство по полевому проектированию
1 квартал: Каковы стандартные допуски на размеры нестандартных слотов для плоских экранов??
A: Точность паза зависит от размерной группы проема.. Для хороших слотов ($0.025\text{ mm}$ Кому $1.0\text{ mm}$), среднее отклонение находится в пределах $\pm 0.025\text{ mm}$ со стандартным отклонением $0.025\text{ mm}$. Средние диафрагмы ($1.0\text{ mm}$ Кому $2.5\text{ mm}$) демонстрируют максимальное среднее изменение $\pm 0.050\text{ mm}$, в то время как большие слоты процесса ($\ge 2.5\text{ mm}$) действовать в рамках $\pm 0.075\text{ mm}$ окно.
2 квартал: Есть ли каталогизированные, стандартные размеры полок доступны для немедленной отгрузки?
A: Нет. Из-за огромного количества потенциальных комбинаций с использованием профилей проволоки, типы опорных стержней, размеры шага, Марки сплавов, и стили рамок, все сетки из клиновой проволоки изготавливаются по индивидуальному заказу. Каждая панель спроектирована так, чтобы соответствовать механическим и химическим требованиям конкретной технологической позиции..
Q3: Как определяются стандартные размеры щелей для муниципальных или промышленных водозаборных систем??
A: Стандартные размеры определяются целями применения или региональными экологическими нормами.. Например, защитные экраны для рыбы в Канаде обычно требуют $2.54\text{ mm}$ лимит слота, в то время как правила США часто указывают $3.175\text{ mm}$ порог. Для общего удержания мультимедиа (НАПРИМЕР., угольные ловушки или песочные фильтры), Эмпирическое правило состоит в том, чтобы выбрать ширину апертуры, равную половине диаметра наименьшей частицы среды..
Q4: Каковы стандартные сроки изготовления сложных заказов на панели по индивидуальному заказу??
A: Стандартные производственные циклы обычно варьируются от 15 Кому 30 дней в зависимости от объема детали и геометрической сложности. Для критических остановок предприятия или экстренного технического обслуживания, варианты ускоренного производства позволяют доставлять готовые панели в течение 7 Кому 10 дни. Очень сложные заказы, включающие сложные профили каркаса или редкие сплавы, могут потребовать 30 Кому 40 дни.
Q5: Какие процедуры контроля качества применяются, если после поставки компонента на место эксплуатации наблюдается отклонение??
A: Наша программа управления качеством обеспечивает проверку следов материалов для всех отгруженных партий.. Если во время ввода в эксплуатацию в сборке обнаружен размерный или металлургический дефект., операторам достаточно предоставить идентификационные коды партии и листы проверки размеров, чтобы начать процесс быстрой замены..
⚠️ КОНСУЛЬТАЦИИ ПО ПРОЕКТИРОВАНИЮ СТРУКТУРНЫХ НАГРУЗОК:
Плоские панели, используемые в контурах обратной промывки под высоким давлением или в тяжелых виброгрохотах, должны иметь достаточное расстояние между опорами.. Увеличенные пролеты при сильной циклической нагрузке могут привести к механической усталости соединений ВПВ.. Убедитесь, что расстояние между балками конструкции соответствует пределам максимального давления, указанным в ваших инженерных чертежах..
Оптимизируйте параметры фильтрации с помощью прецизионных панелей из клиновой проволоки
Обеспечьте надежное отделение частиц, высокая производительность потока, и длительный срок службы конструкции за счет интеграции наших конфигураций плоских фильтрующих панелей индивидуальной формы..
Ссылка на базу данных технической документации: WW-ПЛОСКАЯ ПАНЕЛЬ-QC2026 | Одобрено для глобального поискового индексирования и инженерного распространения.
8. Расширенные гидродинамические возможности сквозного потока & Поведение жидкости
Для предотвращения структурной турбулентности и оптимизации эффективности гидравлической обработки., Панели сит из плоской клиновой проволоки основаны на точной гидродинамической механике.. Когда поток суспензии или сырой жидкости сталкивается с V-образным профилем поверхности, расширяющееся поперечное сечение щели создает локализованный перепад давления сразу за краем отверстия.. Такое ускорение жидкости сводит к минимуму потерю напора и помогает вытягивать мелкие взвешенные твердые частицы через матрицу пазов, не вызывая трения или скопления стенок..
При расчете гидравлики системы для тяжелых промышленных фильтровальных емкостей или открытых самотечных водозаборов., инженеры должны определить скорость приближения жидкости ($v_a$) и скорость выхода из слота ($v_e$). Поддержание оптимального баланса предотвращает попадание частиц на поверхности из нержавеющей стали и продлевает срок службы узлов обратной промывки..
Стол 9: Номинальные скорости гидравлического потока & Коэффициенты потери напора
| Группа моделей ширины слота | Максимальная скорость подхода ($v_a$, РС) | Пиковая скорость слота ($v_e$, РС) | Коэффициент разряда ($C_d$) |
|---|---|---|---|
| $50\ \mu\text{m} – 100\ \mu\text{m}$ | 0.15 – 0.30 | 0.95 – 1.20 | 0.62 – 0.65 |
| $150\ \mu\text{m} – 300\ \mu\text{m}$ | 0.35 – 0.60 | 1.40 – 1.85 | 0.65 – 0.68 |
| $500\ \mu\text{m} – 1000\ \mu\text{m}$ | 0.75 – 1.20 | 2.10 – 2.80 | 0.70 – 0.74 |
| $\ge 1500\ \mu\text{m}$ Большая апертура | 1.50 – 2.50 | 3.20 – 4.50 | 0.75 – 0.78 |
9. Анализ механического напряжения & Пределы структурной нагрузки
Плоские фильтрующие слои, установленные в виброситах для классификации минералов, вибрационное обезвоживающее оборудование, или линейные камеры для жидкости высокого давления должны выдерживать серьезные статические и динамические нагрузки.. Оценка структурной целостности панели включает в себя анализ момента инерции. ($I$) выбранного профиля клиновой проволоки наряду с моментом сечения ($Z$) его поддерживающего узла.
Когда панели подвергаются сильным механическим ударам, сосредоточенные совокупные нагрузки, или серьезные переходные процессы давления, Выбор подходящего расстояния между опорными стержнями имеет решающее значение.. Правильное расстояние удерживает прогиб панели в пределах допустимых конструктивных допусков. ($\le L/400$), помогает предотвратить микротрещины в зонах термического влияния отдельных сварных швов..
Стол 10: Структурная несущая способность по сравнению с. Расстояние между центрами опорных стержней
| Тип профиля поверхности | Расстояние между опорными стержнями | Максимально допустимое перепад давления ($\Delta P$, бар) | Предел предельной равномерной нагрузки ($\text{kN/m}^2$) |
|---|---|---|---|
| WW-05 Мини | 15.0 мм Центр | 6.5 Бар | 12.50 |
| Стандарт WW-10 | 25.0 мм Центр | 10.0 Бар | 24.80 |
| Стандарт WW-10 | 50.0 мм Центр | 4.2 Бар | 9.15 |
| WW-20 Тяжелый | 25.0 мм Центр | 25.0 Бар | 65.00 |
| Макси-щит WW-30 | 30.0 мм Центр | 38.5 Бар | 110.20 |
10. Пользовательское обрамление границ панели & Краевые профили
Интеграция нестандартных плоских фильтровальных панелей в существующее промышленное оборудование или технологические резервуары требует пристального внимания к обработке кромок.. Профиль внешней границы служит двойной цели.: он действует как поверхность механического уплотнения, предотвращая переток жидкости, и обеспечивает структурную жесткость, предотвращающую скручивание при тепловом расширении или тяжелых нагрузках материала..
В зависимости от системных требований, плоские экраны могут быть изготовлены из необработанного, кромочные профили без рамы или встроенные в тяжело обработанные узлы. Для пищевой и химической промышленности, все кромочные соединения непрерывно завариваются, чтобы исключить зазоры и щели, в которых могут скапливаться мелкие микроотложения или биологические вещества..
Стол 11: Структурные профили обработки кромок & Герметизирующие возможности
| Код стиля рамки | Подробности конфигурации механической кромки | Оценка целостности уплотнения |
|---|---|---|
| FR-Угол-90 | Интегрированный структурный угловой железный каркас под углом 90 градусов, угловая сварка по периметру панели. Идеально подходит для вставных вибрационных сит. | Высокая структурная герметизация |
| FR-Плоский брус | Тяжелая плоская боковая облицовка ($3\text{ mm}$ Кому $8\text{ mm}$ толстый) сварные швы вдоль наконечников опорных стержней. Максимизирует активную открытую площадь. | Стандартная граница жидкости |
| FR-C-канал | Формованная оболочка по периметру С-образного канала, охватывающая как профили поверхности, так и опорные конструкции.. Разработан для выдвижных держателей картриджей.. | Герметичное уплотнение с нулевым байпасом |
| FR-Raw-Flush | Безрамная конфигурация с точными плоскими кромками профилей поверхности, обработанными лазером. Разработан для индивидуальных зажимных рамок.. | Зависит от внешних зажимов |
11. Поверхностная обработка после очистки & Пассивационные процедуры
Устойчивость плоской фильтрующей панели из нержавеющей стали к локальной коррозии, такие как точечное и щелевое окисление, значительно улучшается за счет очистки поверхности после сварки. Интенсивное локализованное тепло, образующееся во время многоточечной электроконтактной сварки, может привести к истощению поверхностного хрома., что может привести к микропиттингу в средах, содержащих ионы хлорида..
Для восстановления защитного пассивного слоя оксида хрома., Готовые сборки подвергаются специальным химическим ваннам пассивации или стадиям электрополировки.. Эти рафинирующие обработки улучшают коррозионную стойкость и оптимизируют гладкость поверхности., помогает уменьшить прилипание частиц и повысить эффективность циклов механической обратной промывки.
Стол 12: Характеристики химической обработки & Показатели шероховатости
| Классификация отделки | Протокол обработки & Химические характеристики | Целевое среднее значение шероховатости ($R_a, \mu\text{m}$) |
|---|---|---|
| Кислотная травильная ванна | Погружение в сбалансированный раствор азотной кислоты ($\text{HNO}_3$) и фтористоводородная ($\text{HF}$) кислоты. Удаляет оттенок сварного шва и загрязнения поверхности железом.. | 1.20 – 1.60 |
| Азотная пассивация | Лечение через 20% концентрация $\text{HNO}_3$ ванна с контролируемой температурой. Восстанавливает пассивную пленку оксида хрома без изменения размеров.. | 0.80 – 1.10 |
| Электрополировочная петля | Анодный электрохимический процесс растворения в матрице фосфорной/серной кислоты. Растворяет микроскопические выступы на поверхности., обеспечение зеркального блеска, зеркальная отделка. | ≤ 0.30 – 0.45 |
12. Профилактическое обслуживание & Очистка рамок
Геометрическая конфигурация панелей из клиновой проволоки препятствует ослеплению., необходимы регулярные графики технического обслуживания для предотвращения образования минеральных отложений или биологического загрязнения при постоянной работе в агрессивных жидких средах.. Инженеры предприятий должны отслеживать переменные перепада давления на фильтрующем слое, чтобы оптимизировать эффективность системы и определять, когда требуется цикл очистки..
Отложения карбоната кальция, липкие органические соединения, и волокнистая масса требуют специальных протоколов очистки для восстановления исходного коэффициента открытой площади без механического повреждения профилей проволоки..
Стол 13: Техническое обслуживание Очистка & Рекомендации по химической регенерации
| Классификация загрязнений | Целенаправленное восстановление & Метод воздействия жидкости | Пределы максимального рабочего давления |
|---|---|---|
| Минеральная накипь (Карбонаты) | Химическая промывка на месте с использованием 5% Кому 10% раствор лимонной кислоты или ингибированная фосфорная кислота для полоскания. Чисто удаляет минеральные отложения. | Статическое погружение; нулевое давление насоса. |
| Ослепление фиброзного ядра | Гидравлическая обратная промывка под высоким давлением, применяемая с внутренней/обратной стороны панели.. Направляет струи воды перпендикулярно в пазы. | Динамическое противодавление до 4.5 Бармакс. |
| Биологические слизи | Шоковая терапия с использованием гипохлорита натрия ($\text{NaOCl}$) или инъекции озона. Разрушает липкие органические структуры, облегчая очистку обратной промывкой.. | Давление рециркуляции окружающего контура. |
Все гидравлические конструкции, расчеты нагрузки, и выбор слотов должен быть проверен на соответствие механическим характеристикам контейнера с оборудованием или технологического резервуара.. Структурные коэффициенты безопасности должны соответствовать международным производственным нормам., включая AWS D1.6 для конструкций из нержавеющей стали.



{kind=link}
{kind=link}