Перфорированная фильтрующая труба из нержавеющей стали
февраль 21, 2024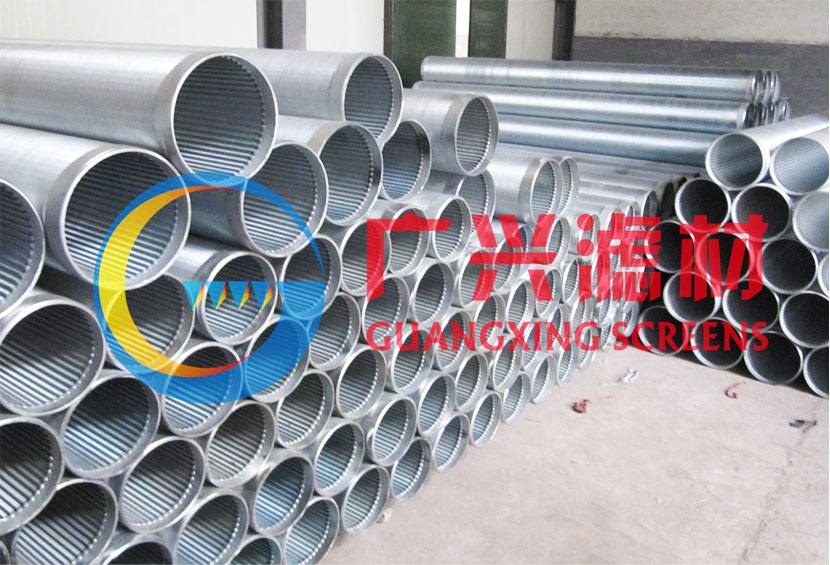
Вода Колодец трубы экрана | Нержавеющая сталь
Июль 2, 2024
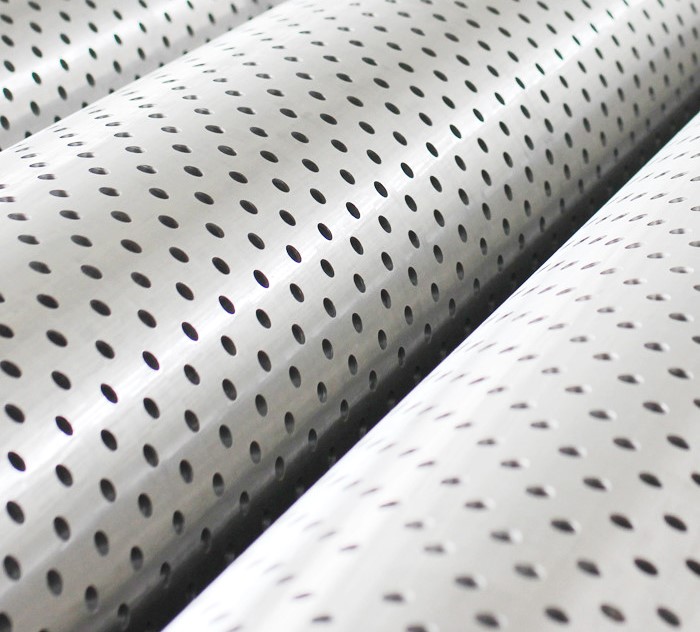
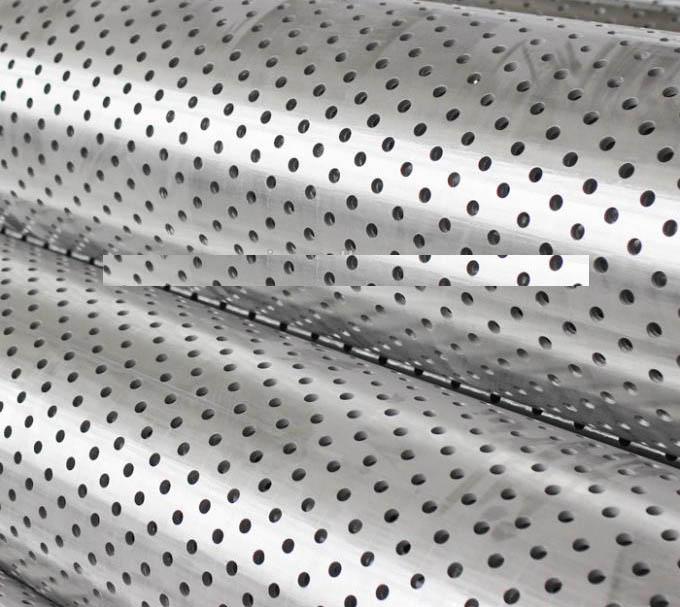
Круглый ОД 5 1/2″ Скважинный фильтр с лазерными прорезями и базовой трубой из материала N80 представляет собой специализированную обсадную трубу, предназначенную для борьбы с песком и оптимальной производительности скважин в нефтегазовой отрасли.. Этот конкретный фильтр для скважин изготовлен из базовой трубы, изготовленной из материала N80., это тип коррозионностойкого сплава, известный своей долговечностью и прочностью в сложных скважинных условиях..
Технология лазерной прорези, используемая в этом фильтре для скважин, обеспечивает точные и равномерные прорези по длине трубы.. Эти вырезанные лазером прорези стратегически расположены, чтобы обеспечить контролируемый приток пластовых флюидов, одновременно эффективно блокируя попадание песка и других частиц пласта.. Использование лазерной технологии обеспечивает точные размеры пазов и гладкие края., минимизация риска закупоривания и повышение общей производительности скважины.
Круглый ОД 5 1/2″ Размер этого скважинного экрана делает его пригодным для широкого спектра применений в скважинах. Его можно использовать как при заканчивании открытого, так и обсаженного ствола., обеспечение гибкости при проектировании и монтаже скважин. В 5 1/2″ Диаметр — это обычный размер, используемый во многих скважинных операциях, который обеспечивает эффективный поток жидкости, сохраняя при этом возможности контроля пескопроявления..
Базовая труба из материала N80 обеспечивает превосходную коррозионную стойкость., что делает его хорошо подходящим для суровых скважинных условий. Он может противостоять коррозионному воздействию жидкостей и газов, встречающихся в нефтяных и газовых пластах., обеспечение долговечности и целостности скважинного экрана. Материал N80 также обеспечивает необходимую прочность и структурную поддержку, необходимую для эксплуатации скважин..
Процесс установки круглого ОД 5 1/2″ Скважинный фильтр с лазерными прорезями и базовой трубой из материала N80 аналогичен другим обсадным трубам. Он спускается в ствол скважины и цементируется на месте для обеспечения устойчивости и изоляции.. Прорези, вырезанные лазером, располагаются в зависимости от характеристик пласта и целей добычи., обеспечение оптимального контроля песка и производительности притока.
В итоге, круглый ОД 5 1/2″ Скважинный фильтр с лазерными прорезями и базовой трубой из материала N80 представляет собой высококачественную обсадную трубу, предназначенную для контроля песка и оптимизации производительности скважины.. Благодаря точным прорезям, вырезанным лазером, Базовая труба из материала N80, и универсальный размер, этот скважинный фильтр обеспечивает надежные возможности контроля песка, долговечность, и гибкость в различных скважинных приложениях.
Производительность продукта:
1. В нашем хвостовике с прорезями используются обсадные трубы и трубки J55/K55/N80 стандарта API., с высокой общей прочностью, не так легко деформировать.
2. Край прорези вертикальный., гладкий; плавный, без заусенцев, и прорезь - это единообразие.
3. Перфорированная труба подходит для песчаных скважин., диаметр песка более 0,3 мм.
4. Прорезь может быть продольной и поперечной., сечение паза может быть параллельного и трапециевидного типа, с широкой открытой территорией.
| Корпус стандарта API | ID
(мм) |
Длина
(мм) |
Слот Длина
(мм) |
Номер слота/м | Ширина прорези
(мм) |
Допуск слота | Действительная область фильтра
(см2/м) |
Максимум.
Прочность (знать) |
||
| спекуляция.
(мм) |
Толщина
(мм) |
Per Вес (мм) |
||||||||
| 60.32 | 5 | 6.84 | 50.3 | 3 | 80 | 200 | 0.3 | ± 50 | 48 | 512.54 |
| 73.02 | 5.5 | 9.15 | 62 | 3 | 80 | 240 | 0.3 | ± 50 | 57.6 | 688.55 |
| 88.9 | 6.5 | 13.22 | 75.9 | 3 | 80 | 280 | 0.3 | ± 50 | 67.2 | 995.1 |
| 101.6 | 6.5 | 15.22 | 88.6 | 3 | 80 | 300 | 0.3 | ± 50 | 72 | 1151.2 |
| 114.3 | 7 | 18.47 | 100.3 | 10 | 80 | 320 | 0.3 | ± 50 | 76.8 | 1400.4 |
| 127 | 7.52 | 22.13 | 112 | 10 | 80 | 340 | 0.3 | ± 50 | 81.6 | 1673.8 |
| 139.7 | 7.72 | 25.11 | 124.3 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 1900.2 |
| 9.17 | 29.48 | 121.4 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 2232.4 | |
| 168.3 | 8.94 | 35.09 | 150.4 | 10 | 80 | 400 | 0.3 | ± 50 | 96 | 2672.95 |
| 177.8 | 8.05 | 33.68 | 161.7 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2559.2 |
| 9.19 | 38.19 | 159.4 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2940.7 | |
Превосходные характеристики сплава
Состав класса N80 обеспечивает максимальное сохранение прочности даже в самых суровых условиях содержания углеводородов.:
- 9% содержание никеля выдерживает температуры до 400°F, при которых углеродистые стали разлагаются..
- Минимальный предел текучести 80 000 фунтов на квадратный дюйм обеспечивает целостность отверстия глубже и выше, чем у других сплавов..
- Равномерное осаждение карбидов благодаря точной термомеханической обработке максимизирует износостойкость от проппантов/песка в долгосрочной перспективе..
Эта внутренняя защита от внутрискважинных угроз обеспечивает производительность на протяжении многих десятилетий, как никакой другой материал..
Процесс лазерной резки вкладыша с прорезями включает в себя несколько важных этапов, обеспечивающих качество и эксплуатационные характеристики трубы.. Разберем процедуру подробно:
1. Обработка поверхности:
До начала процесса слотирования, труба подвергается поверхностной обработке для подготовки к лазерной резке. Эта обработка включает в себя очистку поверхности трубы от грязи., обломки, или загрязняющие вещества, которые могут повлиять на качество слотов. Дополнительно, любые слои ржавчины или оксидов удаляются, чтобы обеспечить чистую и гладкую поверхность для процесса лазерной резки..
2. Охлаждение и отвод тепла:
В процессе слотирования, лазер генерирует тепло при прорезании материала трубы. Во избежание перегрева и возможного повреждения трубы., используются механизмы охлаждения. Это может включать использование охлаждающих жидкостей или водяных струй для рассеивания тепла и поддержания контролируемой температуры.. Правильный отвод тепла имеет решающее значение для поддержания структурной целостности трубы и предотвращения любых искажений или деформаций..
3. Проверка качества:
После завершения процесса слотирования, каждая труба проходит тщательный контроль качества. Эта проверка гарантирует, что пазы вырезаны по указанным размерам и соответствуют требуемым стандартам.. Любые некачественные трубы, не соответствующие критериям качества, выявляются и отделяются для надлежащей утилизации или переработки..
4. Маркировка и сертификация:
Трубы, прошедшие проверку качества, маркируются, чтобы указать, что они соответствуют требуемым спецификациям.. Эта маркировка может включать в себя такую информацию, как размеры пазов., материал трубы, Дата изготовления, и любые другие соответствующие детали. Дополнительно, на каждую трубу выдается сертификат на материал, предоставление документации о качестве труб и их соответствии отраслевым стандартам.
5. Доставка товаров:
После завершения процессов проверки качества и маркировки, трубы готовы к доставке в пункт назначения. Соблюдаются надлежащие процедуры упаковки и обращения, чтобы обеспечить защиту труб во время транспортировки и их доставку в оптимальном состоянии..
Выполнив эти шаги, лазерная резка гильз с прорезями может выполняться эффективно и результативно. Тщательный контроль параметров обработки., обработка поверхности, охлаждение, проверка качества, маркировка, и сертификация гарантируют, что полученные вкладыши с прорезями соответствуют требуемым стандартам и обеспечивают надежные возможности контроля выноса песка в скважинах..
В заключение, Процесс лазерной резки щелевых вкладышей предполагает обработку поверхности, охлаждение, проверка качества, маркировка, и сертификация для обеспечения высочайшего качества и производительности труб.. Эти шаги имеют решающее значение для создания хорошо спроектированных пазов, соответствующих требуемым спецификациям и обеспечивающих эффективный контроль пескопроявления в различных скважинах..