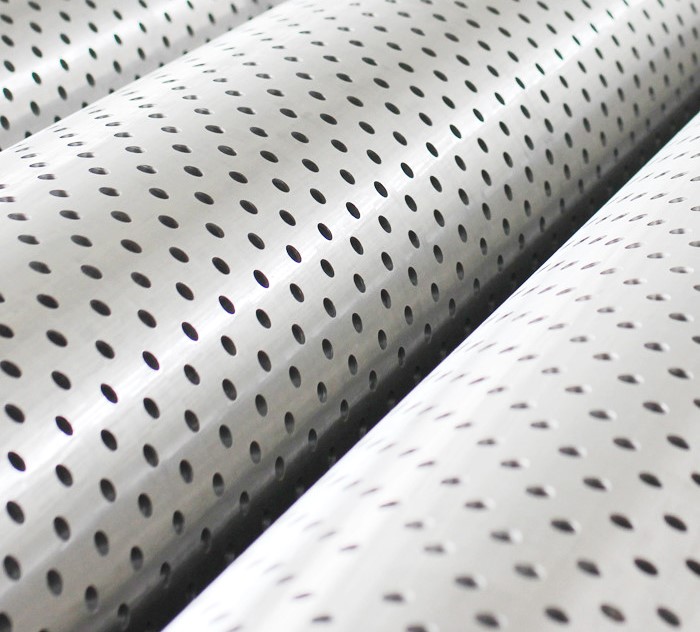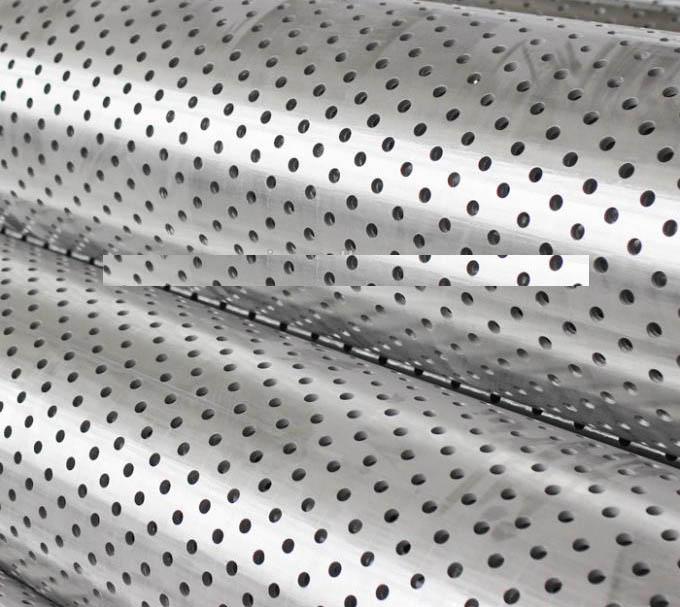
أنابيب تصفية الفولاذ المقاوم للصدأ مثقبة
شهر فبراير 21, 2024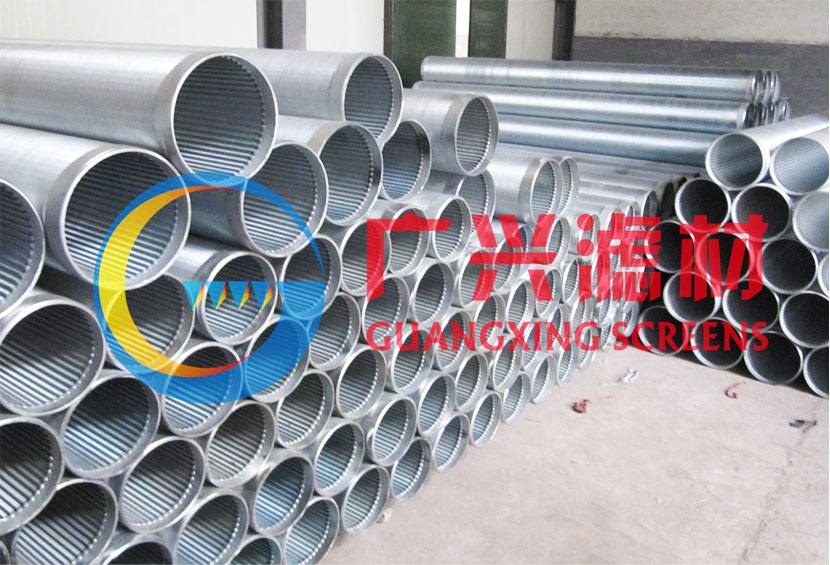
بئر ماء الأنابيب الشاشة | الفولاذ المقاوم للصدأ
يوليو 2, 2024
الجولة OD 5 1/2″ شاشة البئر المشقوقة بالليزر مع أنبوب قاعدة المواد N80 عبارة عن أنبوب غلاف متخصص مصمم للتحكم في الرمال والأداء الأمثل للبئر في صناعة النفط والغاز. تم إنشاء شاشة البئر هذه باستخدام أنبوب أساسي مصنوع من مادة N80, وهو نوع من السبائك المقاومة للتآكل المعروفة بمتانتها وقوتها في بيئات قاع البئر الصعبة.
تضمن تقنية شق الليزر المستخدمة في شاشة البئر هذه فتحات دقيقة وموحدة على طول الأنبوب. يتم وضع هذه الفتحات المقطوعة بالليزر بشكل استراتيجي للسماح بالتدفق المتحكم فيه لسوائل الخزان مع منع دخول الرمال وجزيئات التكوين الأخرى بشكل فعال. يضمن استخدام تقنية الليزر أبعادًا دقيقة للفتحة وحواف ناعمة, التقليل إلى أدنى حد من مخاطر الانسداد وتحسين إنتاجية البئر بشكل عام.
الجولة OD 5 1/2″ حجم شاشة البئر هذه يجعلها مناسبة لمجموعة من تطبيقات الآبار. يمكن استخدامه في كل من عمليات استكمال الفتحة المفتوحة والفتحة المغطاة, توفير المرونة في تصميم وتركيب الآبار. على 5 1/2″ القطر هو الحجم الشائع المستخدم في العديد من عمليات الآبار ويسمح بتدفق السوائل بكفاءة مع الحفاظ على قدرات التحكم في الرمال.
يوفر الأنبوب الأساسي المصنوع من مادة N80 مقاومة ممتازة للتآكل, مما يجعلها مناسبة تمامًا لظروف قاع البئر القاسية. يمكنه تحمل التأثيرات المسببة للتآكل للسوائل والغازات الموجودة في خزانات النفط والغاز, ضمان طول العمر وسلامة شاشة البئر. توفر مادة N80 أيضًا القوة اللازمة والدعم الهيكلي اللازم لعمليات الآبار.
عملية تركيب الجولة OD 5 1/2″ شاشة البئر المشقوقة بالليزر مع أنبوب قاعدة مادة N80 تشبه أنابيب الغلاف الأخرى. يتم تشغيله في حفرة البئر وتثبيته في مكانه لتوفير الاستقرار والعزلة. يتم وضع فتحات القطع بالليزر بناءً على خصائص الخزان وأهداف الإنتاج, ضمان التحكم الأمثل في الرمال وأداء التدفق.
في ملخص, الجولة OD 5 1/2″ شاشة البئر المشقوقة بالليزر مع أنبوب قاعدة المواد N80 عبارة عن أنبوب غلاف عالي الجودة مصمم للتحكم في الرمال وتحسين أداء البئر. بفضل فتحاتها الدقيقة المقطوعة بالليزر, أنبوب قاعدة المواد N80, وحجم متعدد الاستخدامات, توفر شاشة البئر هذه إمكانات موثوقة للتحكم في الرمال, قوة التحمل, والمرونة في مختلف تطبيقات الآبار.
أداء المنتج أو جودة المنتج:
1. تستخدم البطانة المشقوقة الخاصة بنا غلاف وأنابيب J55/K55/N80 بمعايير API, مع ارتفاع القوة الشاملة, ليس من السهل أن تشوه.
2. حافة الفتحة عمودية, ناعم, بدون نتوءات, والفتحة هي التوحيد.
3. الأنبوب المثقب مناسب للبئر الرملية, التي قطرها الرمال أكبر من 0.3 ملم.
4. يمكن أن تكون الفتحة طولية وعرضية, يمكن أن يكون قسم الفتحة من الأنواع المتوازية وشبه المنحرفة, مع مساحة مفتوحة واسعة.
| API Std.Casing | معرف
(مم) |
طول
(مم) |
فتحة طول
(مم) |
رقم الفتحة/م | عرض فتحه
(مم) |
فتحة التسامح | منطقة التصفية الصالحة
(سم2/م) |
ماكس.
قوة (كن) |
||
| المواصفات.
(مم) |
سمك
(مم) |
في الوزن (مم) |
||||||||
| 60.32 | 5 | 6.84 | 50.3 | 3 | 80 | 200 | 0.3 | ± 50 | 48 | 512.54 |
| 73.02 | 5.5 | 9.15 | 62 | 3 | 80 | 240 | 0.3 | ± 50 | 57.6 | 688.55 |
| 88.9 | 6.5 | 13.22 | 75.9 | 3 | 80 | 280 | 0.3 | ± 50 | 67.2 | 995.1 |
| 101.6 | 6.5 | 15.22 | 88.6 | 3 | 80 | 300 | 0.3 | ± 50 | 72 | 1151.2 |
| 114.3 | 7 | 18.47 | 100.3 | 10 | 80 | 320 | 0.3 | ± 50 | 76.8 | 1400.4 |
| 127 | 7.52 | 22.13 | 112 | 10 | 80 | 340 | 0.3 | ± 50 | 81.6 | 1673.8 |
| 139.7 | 7.72 | 25.11 | 124.3 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 1900.2 |
| 9.17 | 29.48 | 121.4 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 2232.4 | |
| 168.3 | 8.94 | 35.09 | 150.4 | 10 | 80 | 400 | 0.3 | ± 50 | 96 | 2672.95 |
| 177.8 | 8.05 | 33.68 | 161.7 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2559.2 |
| 9.19 | 38.19 | 159.4 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2940.7 | |
سمات سبائك متفوقة
تركيبة الدرجة N80 تضفي أقصى قدر من الاحتفاظ بالقوة حتى في أقسى بيئات HC:
- 9% يتحمل محتوى النيكل درجات حرارة تصل إلى 400 درجة فهرنهايت حيث يتحلل الفولاذ الكربوني.
- تحافظ قوة الإنتاج التي تبلغ 80,000 رطل لكل بوصة مربعة على الأقل على سلامة التجويف بشكل أعمق/أكثر سخونة من السبائك الأخرى.
- يؤدي ترسيب الكربيد الموحد من خلال المعالجة الميكانيكية الحرارية الدقيقة إلى زيادة مقاومة التآكل للدعائم/الرمال على المدى الطويل.
تعمل هذه الدفاعات المتأصلة ضد تهديدات قاع البئر على حماية الإنتاجية على مدار عدة عقود بشكل لا مثيل له في أي مادة أخرى.
تتضمن عملية قطع البطانة المثقوبة بالليزر عدة خطوات مهمة لضمان جودة وأداء الأنبوب. دعنا نستكشف الإجراء بالتفصيل:
1. المعالجة السطحية:
قبل أن تبدأ عملية الشق, يخضع الأنبوب للمعالجة السطحية لإعداده للقطع بالليزر. يتضمن هذا العلاج تنظيف سطح الأنبوب لإزالة أي أوساخ, حطام, أو الملوثات التي يمكن أن تؤثر على جودة الفتحات. بالإضافة إلى, تتم إزالة أي طبقات صدأ أو أكسيد لضمان سطح نظيف وناعم لعملية القطع بالليزر.
2. التبريد والقضاء على الحرارة:
أثناء عملية الشق, يولد الليزر الحرارة أثناء قطعه عبر مادة الأنابيب. لمنع ارتفاع درجة الحرارة والأضرار المحتملة للأنبوب, يتم استخدام آليات التبريد. يمكن أن يشمل ذلك استخدام المبردات أو نفاثات الماء لتبديد الحرارة والحفاظ على درجة حرارة يمكن التحكم فيها. يعد التخلص السليم من الحرارة أمرًا بالغ الأهمية للحفاظ على السلامة الهيكلية للأنبوب ومنع أي تشوهات أو تشوهات.
3. فحص الجودة:
بعد اكتمال عملية الشق, يخضع كل أنبوب لفحص الجودة الشامل. يضمن هذا الفحص أن الفتحات مقطوعة بالأبعاد المحددة وتلبية المعايير المطلوبة. يتم تحديد أي أنابيب دون المستوى المطلوب لا تستوفي معايير الجودة وفصلها للتخلص منها أو إعادة تدويرها بشكل سليم.
4. وضع العلامات وإصدار الشهادات:
يتم وضع علامة على الأنابيب التي تجتاز فحص الجودة للإشارة إلى أنها تلبي المواصفات المطلوبة. يمكن أن تتضمن هذه العلامة معلومات مثل أبعاد الفتحة, مادة الأنابيب, تاريخ التصنيع, وأي تفاصيل أخرى ذات صلة. بالإضافة إلى, يتم إصدار شهادة المواد لكل أنبوب, توفير توثيق لجودة الأنابيب والامتثال لمعايير الصناعة.
5. توصيل البضائع:
بمجرد اكتمال عمليات فحص الجودة ووضع العلامات, الأنابيب جاهزة للتسليم إلى الوجهة المقصودة. يتم اتباع إجراءات التعبئة والتغليف والمناولة المناسبة لضمان حماية الأنابيب أثناء النقل ووصولها إلى حالة مثالية.
من خلال اتباع هذه الخطوات, يمكن إجراء القطع بالليزر للبطانات المشقوقة بكفاءة وفعالية. التحكم الدقيق في معلمات المعالجة, المعالجة السطحية, تبريد, فحص الجودة, العلامات, وتضمن الشهادة أن البطانات المشقوقة الناتجة تلبي المعايير المطلوبة وتوفر إمكانات موثوقة للتحكم في الرمال في تطبيقات الآبار.
ختاماً, تتضمن عملية قطع البطانات المشقوقة بالليزر معالجة السطح, تبريد, فحص الجودة, العلامات, وشهادة لضمان أعلى مستويات الجودة والأداء للأنابيب. تعتبر هذه الخطوات حاسمة في تحقيق فتحات جيدة التصميم تلبي المواصفات المطلوبة وتوفر تحكمًا فعالاً في الرمال في تطبيقات الآبار المختلفة.