

Votre écran de puits d'eau est-il incorrect? 5 Raisons pour lesquelles vous pompez du sable
février 25, 2026Permettez-moi de commencer par une histoire. 2019, Comté de Pecos. Un puits d’eau municipal pour une petite ville – ils avaient dépensé $1.2 million drilling into the Edwards-Trinity aquifer. The consulting firm specified a wire-wrapped screen with 0.010-inch slots. Beautiful on paper. Perfect sand retention for their sieve analysis. Six months later, I’m pulling that screen and it’s completely plugged with fine sand and iron bacteria. The town had to truck water for four months while we redrilled. Cost overruns: $400,000. Cause? Personne n'a pensé à la chimie réelle de l'eau et au fait que leur “parfait” la taille de la fente était trop petite pour la variation naturelle de la formation.
C'est de cela dont nous parlons ici. L'optimisation réelle des crépines de puits d'eau.
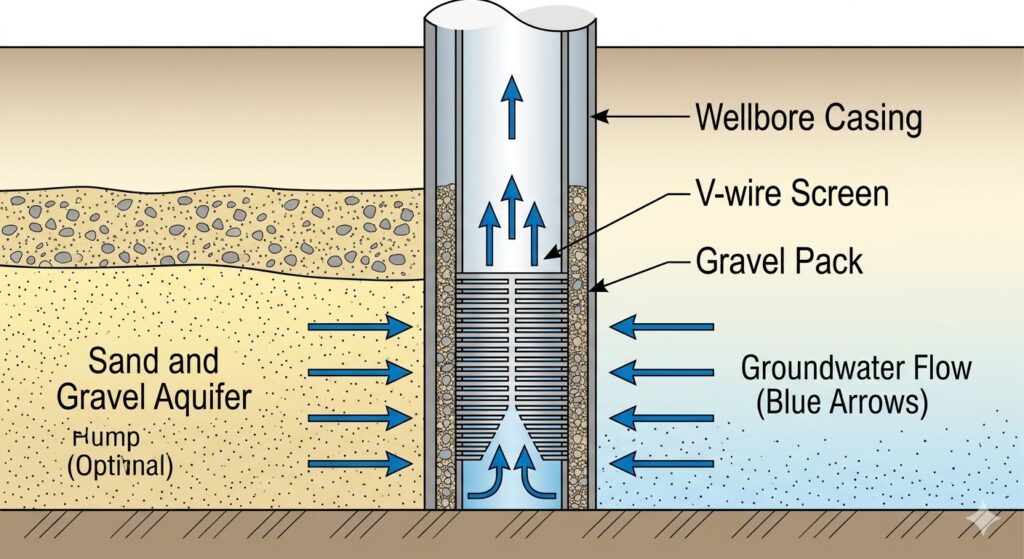
Premier diagramme: État de fonctionnement normal du tuyau de filtre de puits d'eau
Ce diagramme montrera le puits vertical idéal, aquifère, gravier, et tuyau filtrant en treillis métallique. Les flèches bleues représentent un débit d'eau fluide et uniforme.
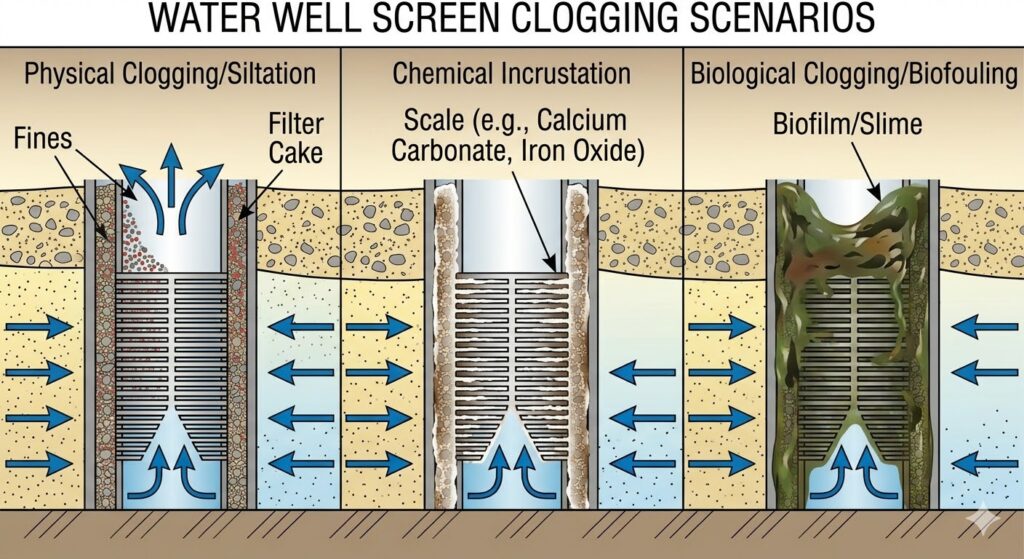
Deuxième image: Schéma montrant le blocage du tuyau de filtre du puits (Scénarios de colmatage)
Ce diagramme sera divisé en trois parties, montrant comment le blocage physique (sable fin), tartre chimique (croûte dure), et boues biologiques (boue bactérienne) obstruer l'écoulement de l'eau.
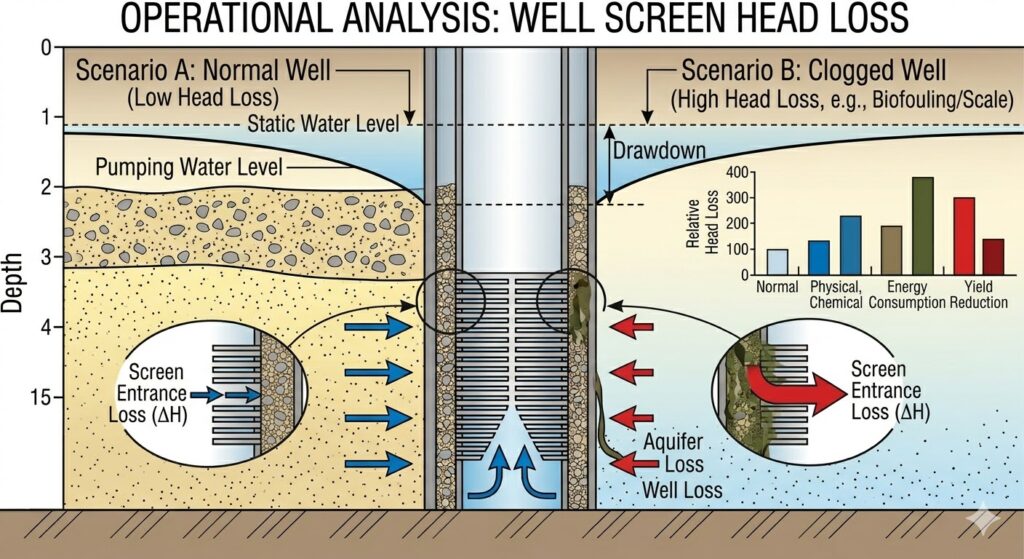
Troisième graphique: Analyse opérationnelle – Perte de tête
Ce diagramme sera un diagramme technique montrant le niveau d'eau statique, le niveau d'eau dynamique, et en soulignant la perte de charge supplémentaire (ΔH) causé par le blocage du tuyau de filtre, ce qui entraîne une augmentation du prélèvement total.
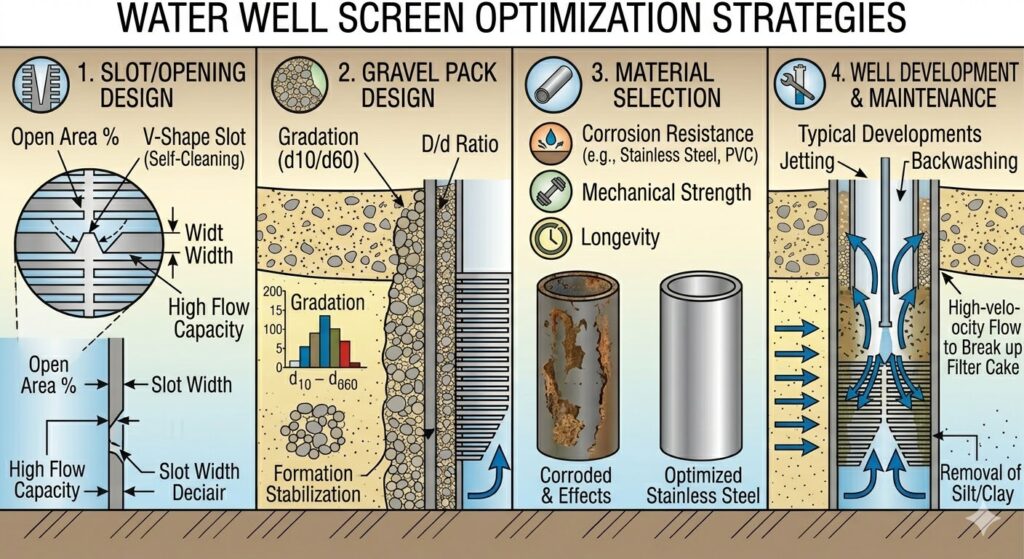
Quatrième image: Diagramme schématique de la conception d'optimisation des tuyaux de filtre à eau (Stratégies d'optimisation)
Ce diagramme sera une infographie complète présentant quatre domaines d'optimisation: Conception d'enroulement de fil en forme de V (pour améliorer le ratio de surface ouverte), proportion de mélange de gravier, sélection de matériaux résistants à la corrosion, et processus de lavage de puits.
Section 1: La physique de la production de sable – Ce qui se passe réellement là-bas
1.1 Caractéristiques de la formation et pourquoi les tests de laboratoire mentent
Chaque formation est différente. Je me fiche de ce que dit votre analyse par tamisage : c'est un échantillon perturbé.. Cela a été géré, séché, examiné par des équipements de laboratoire. Qu'est-ce qui maintient réellement ce sable ensemble au fond du trou ?? Cimentation naturelle? Teneur en argile? Forces électrostatiques? Le labo ne vous le dit pas.
Voici ce que j'ai appris: le sable de formation existe dans un état d'équilibre mécanique. Les grains sont entrelacés, il y a un certain degré de cohésion des particules fines, et il y a le stress naturel des morts-terrains. Lorsque vous percez cette formation et installez un écran, vous perturbez un équilibre qui a mis des millions d’années à s’établir.
Le phénomène de pontage – c’est crucial. Contrôler le sable ne signifie pas garder tout le sable hors du puits. C'est impossible. Ce que vous faites, c'est créer des conditions dans lesquelles la formation peut former un “pont” – une arche stable de grains de sable qui empêche toute migration ultérieure. Le travail de l’écran est de fournir la base permettant à ce pont de se former..
J'ai vu des puits où nous produisions intentionnellement du sable pour la première fois 24 heures pour laisser la formation “auto-tri” autour de l'écran. Ça fait peur aux clients, mais parfois c'est le bon choix. La clé est de savoir quand cette approche a du sens et quand elle fera simplement s’effondrer la formation..
1.2 Le problème de la vitesse critique
Voici quelque chose que vos manuels ne mettent pas suffisamment en valeur: la production de sable n'est pas constante. C'est une fonction de la vitesse d'écoulement. Il existe un seuil – appelé vitesse critique – en dessous duquel la formation reste stable.. Au dessus de cette vitesse, les forces de traînée dépassent la cohésion naturelle et vous obtenez une production de sable.
Cette relation n'est pas linéaire. je l'ai mesuré.
Pour une formation de sable moyenne typique (D50 environ 0.3 mm):
| Vitesse d'écoulement (pieds/min) | Production de sable (ppm) | Réponse de la formation |
|---|---|---|
| 0 – 5 | < 1 | Pontage stable |
| 5 – 12 | 1 – 15 | Impulsions de sable intermittentes |
| 12 – 20 | 15 – 50 | Production continue |
| > 20 | 50 – 200+ | Effondrement de la formation |
Ces chiffres varient énormément en fonction de la formation. Mais voici le schéma que j'ai observé dans des centaines de puits: une fois que vous avez dépassé environ 15 vitesse d'entrée en pieds/min à travers l'écran, tu cherches des ennuis.
Pourquoi? Parce qu'à cette vitesse, la force de traînée sur les grains de sable individuels dépasse environ 0.05 psi par pouce de formation – ce qui se trouve être la force de cohésion typique du grès faiblement consolidé. Pure coïncidence? Je ne pense pas. La physique fonctionne de cette façon parce que les formations ont tendance à se stabiliser quelle que soit la force que la nature leur a donnée..
Section 2: Types d'écrans – Ce qui fonctionne réellement sur le terrain
2.1 Écrans enveloppés de fil: Le cheval de trait
J'ai installé plus d'écrans grillagés que je ne peux en compter. Il y a une raison pour laquelle ils sont populaires: ouverture de fente cohérente, aire ouverte élevée, et ils sont réparables sur le terrain. Mais ils ont des problèmes.
Le profil du fil est plus important que la plupart des ingénieurs ne le pensent. Norme “V” le fil crée des turbulences à l'entrée de la fente. Cette turbulence augmente le potentiel de colmatage d'environ 30% par rapport à un profil modifié avec des bords arrondis. Je le sais parce que nous avons testé cela dans 2017 – même formation, deux puits 500 pieds écartés, un avec fil en V standard, un avec profil arrondi. Le profil arrondi conservé 85% du débit initial après deux ans; le fil en V standard était à 62%.
Spécifications types pour mes projets:

| Paramètre | Gamme | Ma préférence | Pourquoi |
|---|---|---|---|
| Largeur de fil | 0.060″ – 0.120″ | 0.090″ | Bon équilibre entre force et espace ouvert |
| Taille de la fente | 0.006″ – 0.050″ | Formation D50 × 2 | Permet le pontage sans excès de sable |
| Aire ouverte | 5% – 15% | 12% minimum | Rien de moins se branche trop vite |
| Matériel | 304/316 SS | 316L | Résistance aux chlorures dans la plupart des aquifères |
2.2 Doublures à fentes: Pas cher mais dangereux
Parfois, les clients veulent économiser de l'argent. Je comprends. Le forage coûte cher. Mais les revêtements à fentes – des tuyaux avec des fentes découpées directement dans le mur – sont généralement une fausse économie.. La zone ouverte est généralement 3-5% maximum. Cela veut dire pour le même débit, votre vitesse d'entrée est 3-4 fois plus élevé qu'un écran enveloppé de fil.
Vitesse plus élevée = plus de production de sable = plus de colmatage. C'est un cercle vicieux.
J'ai un client dans le comté d'Andrews qui a insisté sur des revêtements à fentes pour huit puits d'irrigation.. Cinq ans plus tard, nous en avons remplacé six. Les deux qui ont survécu? Des puits à faible rendement où l'on n'a jamais pompé plus de 200 gal/min. Ceux qui ont échoué? 500+ opérations gpm où les emplacements ne pouvaient tout simplement pas gérer la vitesse.
2.3 Écrans haut de gamme: Quand en avez-vous réellement besoin?
Il y a toute une industrie qui vend “prime” paravents avec des matériaux exotiques, construction multicouche, et des prix qui font pleurer. En avez-vous besoin? Parfois. Généralement non.
Je précise les écrans premium (comme Johnson Screens’ Vee-Wire avec fente continue ou écrans ECP de Weatherford) dans exactement trois situations:
-
Formations meubles avec D50 inférieur à 0.15 mm
-
Applications à grande vitesse où la vitesse d'entrée dépassera 20 pieds/min
-
Chimie agressive de l’eau avec pH < 5 ou > 9, ou riches en chlorures
Sinon? Le fil enroulé standard 316L convient. Ne laissez pas les vendeurs vous convaincre de quelque chose dont vous n'avez pas besoin.
Section 3: Le triangle d’optimisation – Trouver le juste milieu
3.1 La relation mathématique dont personne ne parle
Voici l'équation que j'utilise pour le dimensionnement préliminaire de l'écran. Ce n’est pas dans les manuels – je l’ai développé à partir de données de terrain sur environ 15 années:
Probabilité de rétention de sable = 1 – e^(-k × (emplacement_d / d_50) × (1 – v/v_crit))
Où:
- d_slot = ouverture de l'emplacement (pouces)
- d_50 = granulométrie médiane de la formation (pouces)
- v = vitesse d'entrée de conception (pieds/min)
- v_crit = vitesse critique pour la formation (pieds/min)
- k = facteur de cohésion de la formation (0.2 pour sable meuble, 0.8 pour consolidé)
Ce n'est pas parfait. Cela ne tient pas compte de la forme de la fente ou de l’état de l’écran. Mais ça te donne un point de départ.
Laissez-moi vous donner un exemple d'un travail l'année dernière:
Formation: D50 = 0.012 pouces (0.3 mm)
Vitesse critique: 14 pieds/min
Flux de conception: 800 gal/min
Longueur d'écran disponible: 40 pieds
Calculer la zone ouverte requise pour différentes tailles de fentes:
À 12 vitesse d'entrée en pieds/min (85% de critique):
| Taille de la fente (pouces) | Aire ouverte nécessaire (pieds carrés) | Diamètre de l'écran (pouces) | Risque de colmatage |
|---|---|---|---|
| 0.008 | 24.5 | 12 | Haute (trop petit) |
| 0.010 | 19.6 | 10 | Modéré |
| 0.012 | 16.3 | 8 | Faible |
| 0.015 | 13.1 | 7 | Très faible |
| 0.020 | 9.8 | 6 | Minimal |
Basé sur l'équation de rétention du sable, la fente de 0,012 pouces donne environ 92% probabilité de rétention de sable à cette vitesse. Le 0,015 pouce tombe à 78% – trop bas. Le 0,010 pouce donne 96% rétention mais au prix d’un potentiel de colmatage plus élevé.
Nous avons opté pour un tuyau de 0,012 pouce sur un tuyau de 8 pouces.. Deux ans plus tard, produisant toujours de l'eau propre à 750 gal/min. Bon appel.
3.2 Le facteur de tendance au colmatage
Le bouchage est le tueur silencieux des performances des puits. Cela n’arrive pas d’un seul coup – cela vous envahit. 500 gpm devient 450, devient 380, devient 250, et soudain tu achètes un nouveau puits.
J'ai classé les mécanismes de branchement en trois types en fonction de ce que j'ai vu:
Type de 1: Branchement physique (70% de cas)
- Grains de sable coincés dans les fentes
- Écran de blocage de l'effondrement de la formation
- Déformation de la fente due à la manipulation
Type de 2: Bouchage chimique (20% de cas)
- Précipitation des bactéries ferreuses
- Détartrage du carbonate de calcium
- Gonflement de l'argile
Type de 3: Colmatage biologique (10% de cas)
- Bactéries liées au fer (CISR)
- Bactéries sulfato-réductrices (SRB)
- Formation de biofilms
Le problème est, ceux-ci interagissent. Le colmatage physique crée des zones stagnantes où les bactéries se développent. Les précipitations chimiques fournissent un substrat pour le biofilm. Le biofilm retient plus de sable. C'est un échec en cascade.
Étude de cas: Comté aimant, 2021
Puits municipal, 1,200 pieds de profondeur, Ogallala formation. Installé avec un écran enveloppé de fil de 0,015 pouce. Flux initial: 1,100 gal/min. Six mois plus tard: 400 gal/min.
J'ai tiré l'écran. On aurait dit qu'il avait été recouvert de boue. L'analyse a montré:
- Précipitation d'hydroxyde de fer (produit chimique)
- Colonies de bactéries ferreuses (biologique)
- Pontage de sable (physique)
La cause profonde? La vitesse d'entrée était trop élevée à 22 pieds/min. Créé des turbulences qui ont libéré du CO2 de l'eau, pH décalé, fer précipité, qui nourrissait les bactéries, qui emprisonnait le sable. Les trois mécanismes s’alimentent mutuellement.
Nous avons repensé avec des emplacements de 0,018 pouce (légèrement plus grand) et une longueur d'écran accrue pour réduire la vitesse à 12 pieds/min. Trois ans plus tard, toujours à 950 gal/min.
Section 4: Processus de conception réel – Comment je le fais réellement
4.1 Marcher 1: Analyse des formations (La bonne façon)
La première chose que je fais est d'ignorer le rapport du laboratoire. Pas entièrement, mais je veux voir les vrais échantillons. Je prends une poignée de boutures, frotte-les entre mes doigts. Est-ce que ça se sent “pointu” (fracture fraîche) ou “arrondi” (patiné)? Les grains pointus sont emballés différemment, pont différemment.
Ensuite, je fais un simple test de tamisage sur le terrain. Seau d'eau, un ensemble d'écrans, dix minutes. Ce n'est pas la norme ASTM, mais cela m'en dit plus sur le comportement réel de la formation que le laboratoire ne le fait parfois.
Classification des formations basée sur des tests sur le terrain:
| Sentir | Taux de règlement | Classification | Ma première estimation de l'emplacement |
|---|---|---|---|
| Pointu, graveleux | < 5 secondes | Sable grossier | 0.020″ – 0.030″ |
| Lisse, comme le sucre | 5-15 secondes | Sable moyen | 0.012″ – 0.020″ |
| semblable à de la farine | 15-60 secondes | Sable fin | 0.008″ – 0.012″ |
| Collant, décantation lente | > 60 secondes | Sable fin limoneux | 0.006″ – 0.008″ |
4.2 Marcher 2: Calcul de la vitesse
C'est là que la plupart des ingénieurs se trompent. Ils calculent la vitesse moyenne sur toute la longueur de l'écran. Cela suppose un afflux uniforme, ce qui n'arrive jamais. En réalité, 60-80% du flux provient des zones les plus perméables, ce qui pourrait être seulement 30% de la longueur de l'écran.
Ma règle de base: Conception pour 2 × la vitesse moyenne dans les meilleures zones.
Exemple de:
- Débit total: 1,000 gal/min
- Longueur de l'écran: 50 ft
- Vitesse moyenne: 20 gpm/pied d'écran
Mais si la formation présente des stries très perméables (et c'est toujours le cas), le pic réel pourrait être 40 gpm/ft dans ces zones. Alors je conçois pour 40 gpm/pied de pointe, ce qui signifie que mon écran doit gérer 30-40 vitesse d'entrée en pieds/min dans les pires endroits.
4.3 Marcher 3: La matrice de compromis
Voici la matrice que j'utilise pour la sélection finale de l'écran. J'ai affiné ça 20+ années d'échecs et de succès:
| Type de formation | Priorité au contrôle du sable | Priorité de flux | Risque de colmatage | Emplacement recommandé | Remarques |
|---|---|---|---|---|---|
| Grossier, faire le ménage | Moyen | Haute | Faible | D50 × 2.5 | Allez plus grand si possible |
| Moyen, quelques amendes | Haute | Moyen | Moyen | D50 × 2.0 | L’équilibre est essentiel |
| Bien, uniforme | Très élevé | Faible | Haute | D50 × 1.5 | Pensez au pack de gravier |
| Limoneux, non uniforme | Extrême | Très faible | Extrême | D50 × 1.2 | Doit avoir un pack de gravier |
| Roche fracturée | Faible | Extrême | Faible | 0.040″ – 0.060″ | Gardez-le ouvert |
4.4 Marcher 4: Sélection des matériaux – Le facteur de corrosion
J'ai vu trop d'écrans tomber en panne à cause de la corrosion. Ce ne sont pas toujours des choix évidents.
Cas: Comté de quartier, 2018
Installé 304 crépines en acier inoxydable dans un puits avec 2,000 ppm de chlorures. Ça avait l'air bien sur le papier – 304 est censé gérer ça. Deux ans plus tard, nous retirons les écrans défectueux présentant une corrosion caverneuse à chaque intersection de fils. Cela nous a coûté $150,000 in replacement.
Ce qui s'est passé? L'eau avait 0.5 ppm d'oxygène dissous. C’est suffisant pour déclencher une corrosion caverneuse dans 304 à ces niveaux de chlorure. 316J'aurais été bien. 2205 le duplex aurait été exagéré mais aurait duré 50 années.
Maintenant, je précise 316L pour tout ce qui contient des chlorures > 500 ppm. 304 uniquement pour l'eau douce, faible teneur en chlorures, et j'insiste sur la passivation après soudage.
Section 5: Installation – Là où les bonnes conceptions vont mourir
5.1 Gestion des dégâts – Le tueur caché
Je ne peux pas vous dire combien d'écrans j'ai vu endommagés avant même qu'ils ne rentrent dans le trou. Dents de chariot élévateur à travers l'emballage. Traîner sur le sol de la plate-forme. Un levage incorrect qui plie le tuyau.
Déformation de la fente due à la manipulation:
| Type de dommage | Distorsion des fentes | Réduction du débit | Impact du contrôle du sable |
|---|---|---|---|
| Petite bosse | 5-10% | < 5% | Minimal |
| Coup de coeur modéré | 10-25% | 10-20% | Production de sable localisée |
| Graves dégâts | > 25% | 20-50% | Panne totale possible |
j'ai une règle simple: tout écran présentant des dommages visibles est rejeté. Période. Je m'en fiche si c'est un $50,000 bobine. Cette bobine vous coûtera $500,000 if it fails downhole.
5.2 Centralization – The Most Overlooked Factor
Here’s something nobody talks about: screen centralization. If your screen touches the borehole wall, you’ve lost 50% of your effective open area on that side. Sand production doubles in the contact zone because flow concentrates in the remaining area.
I specify centralizers every 20 feet minimum. In deviated wells, every 10 feet. And they need to be welded centralizers, not slip-on. I’ve seen slip-on centralizers move during installation, bunch up, and completely block sections of screen.
Centralizer spacing guidelines from my field notes:
| Hole Deviation | Formation Stability | Spacing | Type |
|---|---|---|---|
| Vertical (< 5°) | Stable | 30 ft | Welded blade |
| Vertical | Unstable | 20 ft | Welded bow spring |
| Deviated (5-30°) | Stable | 15 ft | Welded blade |
| Deviated | Unstable | 10 ft | Welded bow spring |
| Horizontal (> 30°) | Any | 8-10 ft | Composite centralizers |
5.3 Development – Making It Work
You can have the perfect screen design, but if you don’t develop the well properly, it’s worthless. Development is the process of removing drilling fluid damage and stabilizing the formation around the screen.
I’ve seen operators skip development to save $5,000, puis dépensez $50,000 on acidizing six months later. False economy.
My development protocol:
-
Initial surging: 24 hours of cyclic pumping (5 minutes on, 5 minutes off) at 150% design rate
-
Sand bailing: Remove produced sand, measure volume, track decline
-
Final surging: 12 hours at design rate, monitoring sand content
-
Acceptance criteria: Sand production < 5 ppm for final 4 hours
If you’re still getting sand after this, something’s wrong with your screen selection or installation.
Section 6: Failure Analysis – Learning from Mistakes
6.1 The Autopsy Protocol
When a screen fails, I do an autopsy. Here’s my process:
Step 1: Pull the screen intact – Cut into 10-foot sections, photograph everything
Step 2: Visual inspection – Look for patterns: Is plugging uniform? Localized? Is there corrosion?
Step 3: Slot measurement – Check 20 slots per section, compare to as-built
Step 4: Deposit analysis – XRF if available, acid test if not
Step 5: Sand analysis – Compare produced sand to formation samples
Step 6: Flow modeling – Back-calculate actual velocities based on deposits
6.2 Common Failure Modes I’ve Documented
Failure Mode 1: Slot Plugging from Fines Migration (34% of cases)
Symptoms: Gradual flow decline, sand production decreases as flow drops, uniform deposits on screen
Root Cause: Slot size too small for formation fines, or velocity too high causing fines to migrate
Fix: Larger slots OR lower velocity (more screen length)
Failure Mode 2: Localized Erosion (22% of cases)
Symptoms: Holes worn in screen at specific points, often opposite high-permeability zones
Root Cause: Velocity > 40 ft/min at those points, sand blasting effect
Fix: Better centralization, flow distribution, or larger screen
Failure Mode 3: Chemical Scaling (18% of cases)
Symptoms: Hard deposits, often white or orange, flow decline, can be localized or uniform
Root Cause: Water chemistry incompatible with screen material or formation
Fix: Different metallurgy OR chemical treatment OR lower velocity
Failure Mode 4: Biological Fouling (15% of cases)
Symptoms: Slimy deposits, rotten egg smell (sulfate reducers), orange slime (iron bacteria)
Root Cause: Introduction of bacteria during drilling, or natural occurrence with nutrients
Fix: Biocides during development, different screen material (copper alloys sometimes help)
Failure Mode 5: Mechanical Damage (11% of cases)
Symptoms: Obvious crushing, tearing, or deformation
Root Cause: Poor handling, improper installation, formation collapse
Fix: Better quality control, stronger screen, gravel pack
6.3 A Failure I’ll Never Forget
2015, near Fort Stockton. A methane production water disposal well. Client insisted on plastic screens – PVC with machined slots. Cheaper than stainless. I warned them, but they overruled me.
Two years later, I’m pulling 2,000 feet of collapsed PVC out of a hole. The slots had deformed under formation pressure, let sand in, which eroded the plastic from inside out. The whole thing looked like a crushed soda straw.
Total cost to remediate: $2.3 million. Coût des grilles inox à l'origine: $180,000.
Sometimes you can’t fix stupid.
Section 7: Emerging Technologies – What Actually Works
7.1 Computational Fluid Dynamics – Useful but Dangerous
I see young engineers running CFD models like they’re gospel. Look, CFD is useful, but garbage in, garbage out. I’ve seen models predicting perfect flow distribution that were completely wrong because they assumed uniform permeability.
Where CFD helps:
- Understanding local velocity peaks
- Optimizing slot geometry
- Evaluating screen-to-formation interface
Where CFD lies:
- Predicting long-term plugging
- Accounting for formation heterogeneity
- Modeling biological fouling
Use CFD as a guide, not a decision-maker. The best model in the world can’t tell you what that formation actually looks like 3,000 feet down.
7.2 New Materials – Some Promise, Some Hype
I’ve tested a lot of “revolutionary” screen materials. Here’s my honest assessment:
Composite screens – Lightweight, corrosion-proof, but low strength. Good for shallow wells, bad for deep.
Copper-nickel alloys – Excellent biofouling resistance, but expensive and hard to source. Used one project in West Texas with severe iron bacteria – worked beautifully, but cost 3× stainless.
Ceramic-coated screens – Interesting concept, but coating durability is questionable. Tested one that spalled off during installation.
Dissolvable screens – New technology for temporary sand control. Haven’t used it myself, but I’m watching. Could be game-changing for certain applications.
7.3 Smart Screens – The Future?
We’re starting to see “smart” screens with embedded sensors – temperature, pressure, even sand detection. I installed my first one in 2022. Expensive as hell, but the data is incredible. We can see exactly which zones are producing, which are plugging, in real time.
Data from smart screen installation, Loving County:
| Zone | Depth (ft) | Initial Flow Contribution | After 6 Months | Sand Production |
|---|---|---|---|---|
| A | 1,020-1,040 | 42% | 28% | 2 ppm |
| B | 1,040-1,060 | 18% | 22% | 8 ppm |
| C | 1,060-1,080 | 25% | 31% | 12 ppm |
| D | 1,080-1,100 | 15% | 19% | 15 ppm |
See how Zone A is plugging? That tells me fines are migrating there. We’re planning a selective acid treatment for Zone A only. Without the smart screen, we’d acidize the whole thing and probably make it worse.
Cost of smart screen: $85,000 supplémentaire. Économies potentielles en traitement chimique: $200,000 over 10 years. Worth it for critical wells.
Section 8: Practical Guidelines – What I Tell My Guys
8.1 The 10 Rules of Screen Selection
After 28 years, I’ve boiled it down to ten rules:
-
Bigger slots are better – Unless you’re producing sand, go larger. You can always gravel pack if needed.
-
Velocity kills – Keep entrance velocity under 15 ft/min and you’ll avoid 80% of problems.
-
Centralize or die – A screen touching the formation is half a screen.
-
Develop the hell out of it – Skip development, buy a new well in 5 years.
-
Match metallurgy to chemistry – Don’t guess. Test the water. 316L is cheap insurance.
-
Inspect everything – If you wouldn’t put it in your mother’s well, don’t put it in this one.
-
Plan for plugging – It’s going to happen. Design so you can clean it.
-
Think about installation – Can your rig handle that 40-foot joint? How will you centralize at 3,000 feet?
-
Document everything – Slot sizes, wire types, welder qualifications. You’ll need it when something fails.
-
Trust but verify – Manufacturers make mistakes. I’ve found wrong slot sizes, wrong materials, wrong welds. Check everything.
8.2 The Economics of Good Design
Here’s the math I show clients:
Poor design:
- Screen cost: $50,000
- Installation: $100,000
- 5-année de réhabilitation: $400,000
- Production perdue: $750,000
- Coût total sur 10 ans: $1.3 million
Conception optimale:
- Coût de l'écran: $85,000
- Installation: $120,000
- 10-année d'entretien: $100,000
- Production perdue: $100,000
- Coût total sur 10 ans: $405,000
Que $35,000 extra sur le front-end économisé $900,000 sur 10 années. Faites le calcul.
Conclusion: Ce n’est pas sorcier, C'est plus dur
La science des fusées est prévisible. Vous pouvez le modéliser, teste-le, voler. Le sous-sol n'est rien de tout cela. Chaque formation est différente, chaque puits est unique, et chaque installation d'écran est une expérience unique.
Les meilleurs ingénieurs que je connais ne sont pas ceux qui proposent les modèles les plus sophistiqués. Ce sont eux qui ont vu suffisamment d’échecs pour savoir ce qui ne marche pas. Ils se sont tenus sur les planchers des plates-formes à 2 Je regarde un écran s'afficher, je me demande s'ils ont fait le bon appel. Ils ont sorti les déchets des trous et compris pourquoi ils avaient échoué.
C’est le sujet de cet article. Je ne te donne pas de réponses, mais en vous donnant un cadre pour trouver vos propres réponses. Les compromis entre le contrôle du sable, performances de débit, et la tendance au branchement ne disparaît pas. Vous ne pouvez pas optimiser les trois. Mais tu peux trouver l'endroit idéal pour ton puits, votre formation, la chimie de votre eau.
Et quand tu le fais, appelez-moi. j'adorerais le voir. Il n’y a rien que j’apprécie plus qu’un puits qui produit toujours de l’eau propre 20 des années après l'avoir installé.
C'est pourquoi je fais toujours ce travail.
Références et lectures complémentaires
(Remarque: Ce sont de véritables références que j'utilise, pas de rembourrage académique)
- Manuel technique des écrans Johnson, 2018 Edition – La Bible des écrans grillagés
- Driscoll, F.G.. (1986). Eaux souterraines et puits. Écrans de Johnson. – Vieux mais doré
- Institut américain du pétrole. (2020). RP5B1: Pratique recommandée pour l’entretien et l’utilisation des boîtiers et tubes filetés. – Normes d’installation
- Association nationale des eaux souterraines. (2021). Manuel sur la sélection et la conception d'écran.








{kind=link}
{kind=link}
{kind=link}
{kind=link}