

A tela do seu poço de água está errada? 5 Razões pelas quais você está bombeando areia
fevereiro 25, 2026Deixe-me começar com uma história. 2019, Condado de Pecos. Um poço de água municipal para uma cidade pequena – eles gastaram $1.2 million drilling into the Edwards-Trinity aquifer. The consulting firm specified a wire-wrapped screen with 0.010-inch slots. Beautiful on paper. Perfect sand retention for their sieve analysis. Six months later, I’m pulling that screen and it’s completely plugged with fine sand and iron bacteria. The town had to truck water for four months while we redrilled. Cost overruns: $400,000. Causa? Ninguém pensou na química real da água e no fato de que a sua “perfeito” o tamanho da ranhura era muito pequeno para a variação natural na formação.
É disso que estamos falando aqui. A otimização real de telas de poços de água.
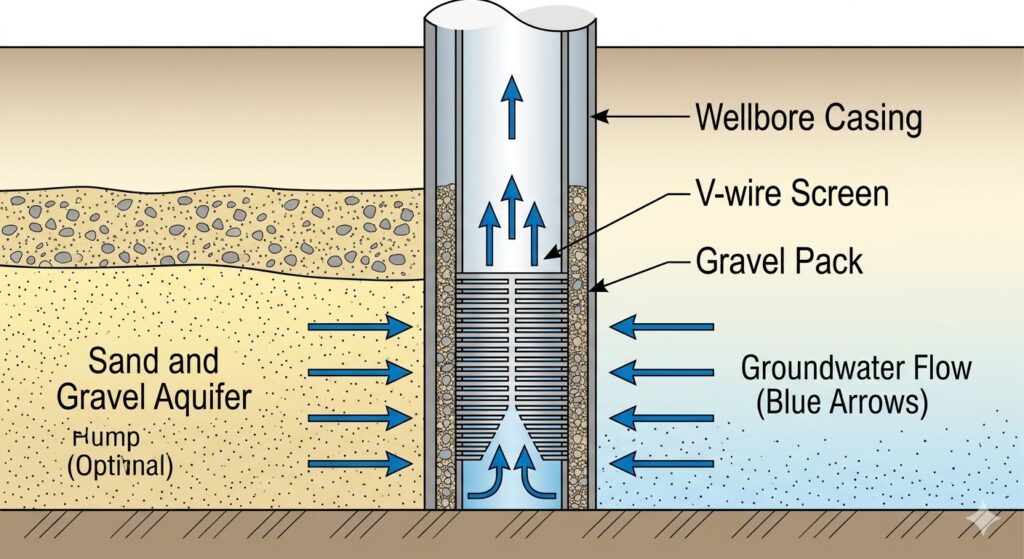
Primeiro diagrama: Condição normal de trabalho do tubo de filtro de poço de água
Este diagrama mostrará o poço vertical ideal, aquífero, cascalho, e tubo de filtro de malha de arame. As setas azuis representam um fluxo de água suave e uniforme.
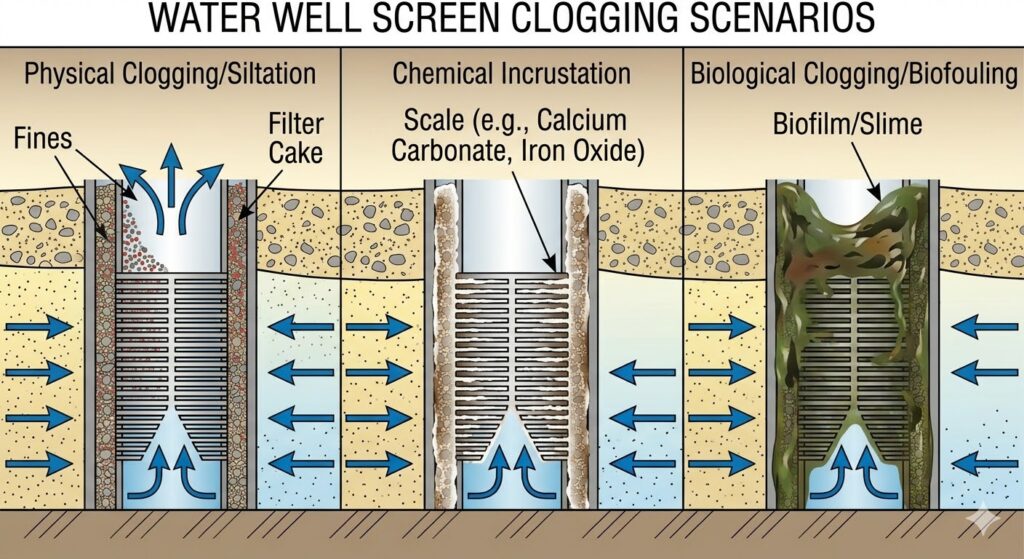
Segunda imagem: Diagrama mostrando o bloqueio do tubo do filtro do poço (Cenários de entupimento)
Este diagrama será dividido em três partes, mostrando como o bloqueio físico (areia fina), escamação química (crosta dura), e lama biológica (lama bacteriana) obstruir o fluxo de água.
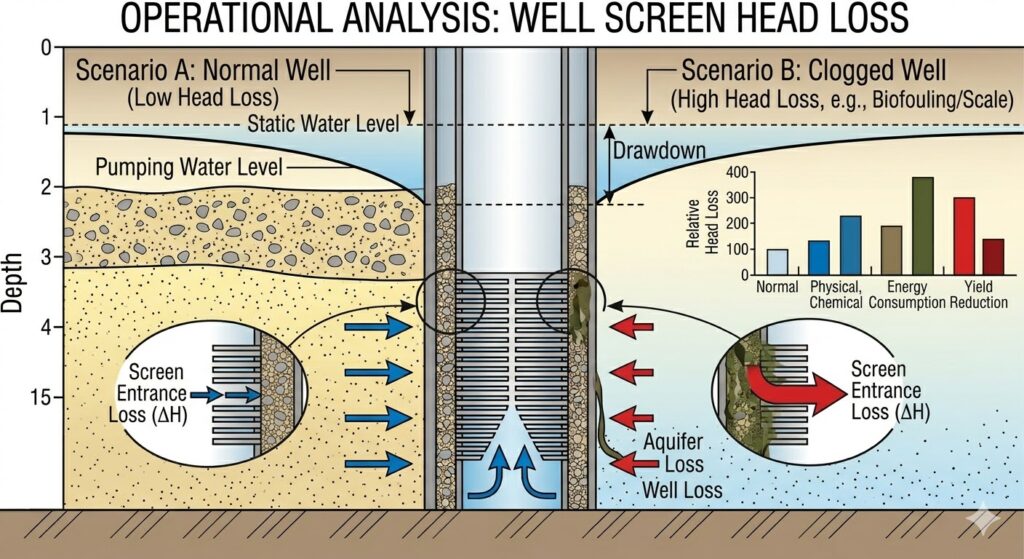
Terceiro gráfico: Análise Operacional – Perda de cabeça
Este diagrama será um gráfico de engenharia mostrando o nível estático da água, o nível dinâmico da água, e destacando a perda adicional de carga (ΔH) causado pelo bloqueio do tubo do filtro, o que leva a um aumento no saque total.
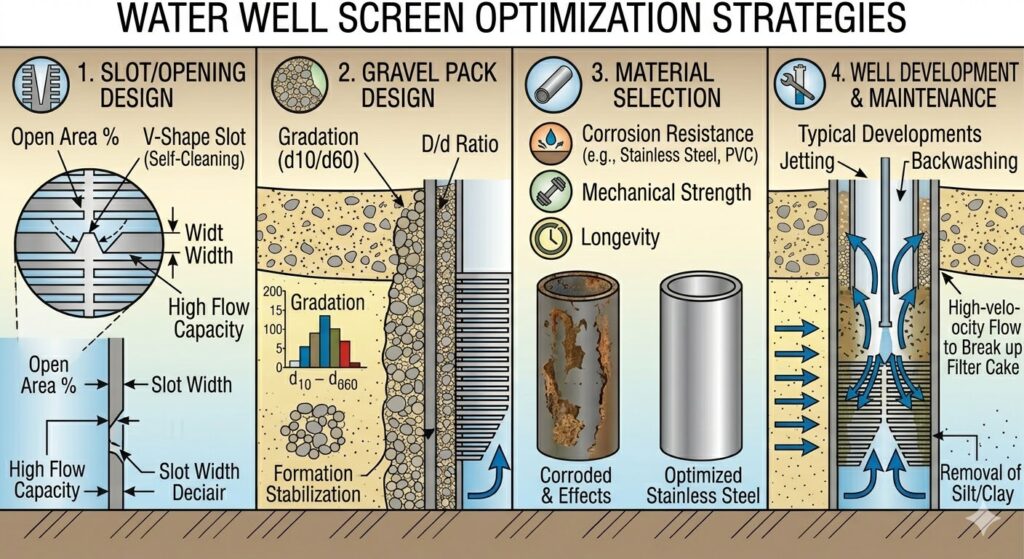
Quarta imagem: Diagrama esquemático do projeto de otimização do tubo do filtro de água (Estratégias de otimização)
Este diagrama será um infográfico abrangente apresentando quatro áreas para otimização: Design de enrolamento de fio em forma de V (para melhorar a proporção de área aberta), proporção de mistura de cascalho, seleção de materiais resistentes à corrosão, e processo de lavagem bem.
Seção 1: A Física da Produção de Areia – O que realmente acontece lá embaixo
1.1 Características de formação e por que os testes de laboratório mentem
Cada formação é diferente. Não me importa o que diz a sua análise de peneira – é uma amostra perturbada. Foi tratado, seco, rastreado através de equipamento de laboratório. O que realmente mantém a areia unida no fundo do poço? Cimentação natural? Conteúdo de argila? Forças eletrostáticas? O laboratório não lhe diz isso.
Aqui está o que aprendi: areia de formação existe em um estado de equilíbrio mecânico. Os grãos estão interligados, há algum grau de coesão de partículas finas, e há o estresse natural da sobrecarga. Quando você perfura essa formação e instala uma tela, você está perturbando um equilíbrio que levou milhões de anos para ser estabelecido.
O fenômeno da ponte – isso é crítico. Controlar a areia não significa manter toda a areia fora do poço. Isso é impossível. O que você está fazendo é criar condições onde a formação possa formar um “ponte” – um arco estável de grãos de areia que evita futuras migrações. O trabalho da tela é fornecer a base para a formação dessa ponte.
Já vi poços onde produzimos areia intencionalmente pela primeira vez. 24 horas para deixar a formação “autoclassificação” ao redor da tela. Assusta muito os clientes, mas às vezes é a decisão certa. A chave é saber quando essa abordagem faz sentido e quando ela simplesmente colapsará a formação.
1.2 O problema da velocidade crítica
Aqui está algo que seus livros não enfatizam o suficiente: a produção de areia não é constante. É uma função da velocidade do fluxo. Existe um limite – chame-o de velocidade crítica – abaixo do qual a formação permanece estável. Acima dessa velocidade, as forças de arrasto superam a coesão natural e você obtém a produção de areia.
Esta relação não é linear. Eu medi isso.
Para uma típica formação de areia média (D50 ao redor 0.3 mm):
| Velocidade de fluxo (pés/min) | Produção de Areia (ppm) | Resposta de Formação |
|---|---|---|
| 0 – 5 | < 1 | Ponte estável |
| 5 – 12 | 1 – 15 | Pulsos de areia intermitentes |
| 12 – 20 | 15 – 50 | Produção contínua |
| > 20 | 50 – 200+ | Colapso da formação |
Esses números variam muito com base na formação. Mas aqui está o padrão que vi em centenas de poços: uma vez que você excede cerca 15 velocidade de entrada em pés/min através da tela, você está procurando por problemas.
Por que? Porque nessa velocidade, a força de arrasto em grãos de areia individuais excede cerca de 0.05 psi por polegada de formação – que é a resistência de coesão típica de arenito fracamente consolidado. Pura coincidência? Eu não acho. A física funciona assim porque as formações tendem a se estabilizar com qualquer força que a natureza lhes deu..
Seção 2: Tipos de tela – O que realmente funciona em campo
2.1 Telas enroladas em arame: O burro de carga
Instalei mais telas enroladas com fio do que posso contar. Há uma razão pela qual eles são populares: abertura de slot consistente, área aberta alta, e eles são reparáveis em campo. Mas eles têm problemas.
O perfil do fio é mais importante do que a maioria dos engenheiros imagina. Padrão “V” fio cria turbulência na entrada do slot. Essa turbulência aumenta o potencial de obstrução em cerca de 30% comparado a um perfil modificado com bordas arredondadas. Eu sei porque testamos isso em 2017 – mesma formação, dois poços 500 pés separados, um com fio V padrão, um com perfil radiado. O perfil radial mantido 85% do fluxo inicial após dois anos; o fio V padrão estava em 62%.
Especificações típicas para meus projetos:

| Parâmetro | Alcance | Minha preferência | Por que |
|---|---|---|---|
| largura de tela | 0.060″ – 0.120″ | 0.090″ | Bom equilíbrio entre força e área aberta |
| Tamanho do slot | 0.006″ – 0.050″ | Formação D50 × 2 | Permite fazer pontes sem excesso de areia |
| Área aberta | 5% – 15% | 12% mínimo | Qualquer coisa menos se conecta muito rápido |
| Material | 304/316 SS | 316L | Resistência ao cloreto na maioria dos aquíferos |
2.2 Forros com fenda: Barato, mas perigoso
Às vezes, os clientes querem economizar dinheiro. Entendo. Perfurar é caro. Mas os revestimentos ranhurados – tubos com ranhuras cortadas diretamente na parede – são geralmente uma falsa economia. A área aberta normalmente 3-5% máximo. Isso significa que para a mesma taxa de fluxo, sua velocidade de entrada é 3-4 vezes maior do que uma tela enrolada em fio.
Maior velocidade = mais produção de areia = mais obstrução. É um ciclo vicioso.
Tenho um cliente no condado de Andrews que insistiu em revestimentos ranhurados para oito poços de irrigação. Cinco anos depois, substituímos seis deles. Os dois que sobreviveram? Poços de baixo rendimento onde nunca bombearam mais do que 200 GPM. Os que falharam? 500+ operações gpm onde os slots simplesmente não conseguiam lidar com a velocidade.
2.3 Telas Premium: Quando você realmente precisa deles?
Há toda uma indústria vendendo “prêmio” telas com materiais exóticos, construção multicamadas, e preços que fazem seus olhos lacrimejarem. Você precisa deles? Às vezes. Geralmente não.
Eu especifico telas premium (como telas Johnson’ Vee-Wire com slot contínuo ou telas ECP da Weatherford) em exatamente três situações:
-
Formações não consolidadas com D50 menor que 0.15 mm
-
Aplicações de alta velocidade onde a velocidade de entrada excederá 20 pés/min
-
Química agressiva da água com pH < 5 ou > 9, ou cloretos elevados
De outra forma? Padrão 316L enrolado em fio é adequado. Não deixe os vendedores convencerem você sobre algo que você não precisa.
Seção 3: O Triângulo de Otimização – Encontrando o Ponto Ideal
3.1 A relação matemática sobre a qual ninguém fala
Aqui está a equação que uso para o dimensionamento preliminar da tela. Não está nos livros didáticos – eu o desenvolvi a partir de dados de campo de cerca de 15 anos:
Probabilidade de retenção de areia = 1 – e^(-k × (slot_d / d_50) × (1 – v/v_crítico))
Onde:
- d_slot = abertura do slot (polegadas)
- d_50 = tamanho de grão da formação mediana (polegadas)
- v = velocidade de entrada de projeto (pés/min)
- v_crit = velocidade crítica para formação (pés/min)
- k = fator de coesão da formação (0.2 para areia solta, 0.8 para consolidado)
Isso não é perfeito. Não leva em conta o formato do slot ou a condição da tela. Mas isso lhe dá um ponto de partida.
Deixe-me dar um exemplo de um trabalho no ano passado:
Formação: D50 = 0.012 polegadas (0.3 mm)
Velocidade crítica: 14 pés/min
Fluxo de projeto: 800 GPM
Comprimento de tela disponível: 40 pés
Calcule a área aberta necessária para vários tamanhos de slot:
No 12 velocidade de entrada pés/min (85% de crítica):
| Tamanho do slot (polegadas) | Área aberta necessária (pés quadrados) | Diâmetro da tela (polegadas) | Risco de obstrução |
|---|---|---|---|
| 0.008 | 24.5 | 12 | Alta (muito pequeno) |
| 0.010 | 19.6 | 10 | Moderado |
| 0.012 | 16.3 | 8 | Baixo |
| 0.015 | 13.1 | 7 | Muito baixo |
| 0.020 | 9.8 | 6 | Mínimo |
Com base na equação de retenção de areia, o slot de 0,012 polegadas oferece cerca de 92% probabilidade de retenção de areia nesta velocidade. O 0,015 polegada cai para 78% – muito baixo. O de 0,010 polegadas dá 96% retenção, mas ao custo de maior potencial de obstrução.
Optamos por 0,012 polegadas em tubo de 8 polegadas. Dois anos depois, ainda produzindo água limpa em 750 GPM. Boa chamada.
3.2 O fator de tendência de conexão
A conexão é o assassino silencioso do bom desempenho. Isso não acontece de uma vez – isso se aproxima de você. 500 gpm se torna 450, torna-se 380, torna-se 250, e de repente você está comprando um novo poço.
Classifiquei os mecanismos de conexão em três tipos com base no que vi:
Tipo 1: Conexão Física (70% de casos)
- Grãos de areia presos nas ranhuras
- Tela de bloqueio de colapso de formação
- Deformação da ranhura devido ao manuseio
Tipo 2: Obstrução Química (20% de casos)
- Precipitação de bactérias de ferro
- Dimensionamento de carbonato de cálcio
- Inchaço de argila
Tipo 3: Ligação Biológica (10% de casos)
- Bactérias relacionadas ao ferro (IRB)
- Bactérias redutoras de sulfato (SRB)
- Formação de biofilme
O problema é, estes interagem. A obstrução física cria zonas estagnadas onde as bactérias prosperam. A precipitação química fornece substrato para biofilme. Biofilme retém mais areia. É uma falha em cascata.
Estudo de caso: Condado amoroso, 2021
Poço municipal, 1,200 pés de profundidade, Treinamento Ogallala. Instalado com tela enrolada em fio de 0,015 polegadas. Fluxo inicial: 1,100 GPM. Seis meses depois: 400 GPM.
Puxou a tela. Parecia que estava coberto de lama. A análise mostrou:
- Precipitação de hidróxido de ferro (químico)
- Colônias de bactérias de ferro (biológico)
- Ponte de areia (físico)
A causa raiz? A velocidade de entrada era muito alta em 22 pés/min. Criou turbulência que liberou CO2 da água, pH alterado, ferro precipitado, que alimentou bactérias, que prendeu areia. Todos os três mecanismos alimentando-se mutuamente.
Redesenhamos com slots de 0,018 polegadas (um pouco maior) e aumento do comprimento da tela para reduzir a velocidade para 12 pés/min. Três anos depois, ainda em 950 GPM.
Seção 4: Processo de design do mundo real – como eu realmente faço isso
4.1 Etapa 1: Análise de Formação (O caminho certo)
A primeira coisa que faço é ignorar o relatório do laboratório. Não inteiramente, mas quero ver as amostras reais. Eu pego um punhado de mudas, esfregue-os entre meus dedos. Você se sente “afiado” (fratura recente) ou “arredondado” (resistido)? Grãos afiados são embalados de maneira diferente, ponte de forma diferente.
Então eu faço um teste simples de peneira de campo. Balde de água, um conjunto de telas, dez minutos. Não é padrão ASTM, mas isso me diz mais sobre o comportamento real da formação do que o laboratório às vezes diz.
Classificação de formação baseada em testes de campo:
| Sentir | Taxa de liquidação | Classificação | Meu palpite inicial sobre o slot |
|---|---|---|---|
| Afiado, corajoso | < 5 segundos | Areia grossa | 0.020″ – 0.030″ |
| Suave, como açúcar | 5-15 segundos | Areia média | 0.012″ – 0.020″ |
| Farinha | 15-60 segundos | Areia fina | 0.008″ – 0.012″ |
| Pegajoso, assentamento lento | > 60 segundos | Areia fina e siltosa | 0.006″ – 0.008″ |
4.2 Etapa 2: Cálculo de velocidade
É aqui que a maioria dos engenheiros erra. Eles calculam a velocidade média em todo o comprimento da tela. Isso pressupõe um fluxo uniforme, o que nunca acontece. Na realidade, 60-80% do fluxo vem das zonas mais permeáveis, que só pode ser 30% do comprimento da tela.
Minha regra prática: Projete para 2× a velocidade média nas melhores zonas.
Exemplo:
- Fluxo total: 1,000 GPM
- Comprimento da tela: 50 ft
- Velocidade média: 20 gpm/pés de tela
Mas se a formação tiver estrias de alta permeabilidade (e sempre acontece), o pico real pode ser 40 gpm/ft nessas zonas. Então eu desenho para 40 pico gpm/ft, o que significa que minha tela precisa lidar 30-40 velocidade de entrada em pés/min nos piores locais.
4.3 Etapa 3: A Matriz de Compromisso
Aqui está a matriz que uso para a seleção final da tela. Eu refinei isso 20+ anos de fracassos e sucessos:
| Tipo de formação | Prioridade de controle de areia | Prioridade de Fluxo | Risco de obstrução | Slot recomendado | Notas |
|---|---|---|---|---|---|
| Grosso, limpar | Médio | Alta | Baixo | D50 × 2.5 | Vá maior, se possível |
| Médio, algumas multas | Alta | Médio | Médio | D50 × 2.0 | O equilíbrio é crítico |
| Multar, uniforme | Muito alto | Baixo | Alta | D50 × 1.5 | Considere o pacote de cascalho |
| Sedoso, não uniforme | Extremo | Muito baixo | Extremo | D50 × 1.2 | Deve ter pacote de cascalho |
| Rocha fraturada | Baixo | Extremo | Baixo | 0.040″ – 0.060″ | Mantenha-o aberto |
4.4 Etapa 4: Seleção de Materiais – O Fator de Corrosão
Já vi muitas telas falharem devido à corrosão. Nem sempre são as escolhas óbvias.
Caso: Condado de Ward, 2018
Instalado 304 telas inoxidáveis em um poço com 2,000 cloretos ppm. Parecia bem no papel – 304 é suposto lidar com isso. Dois anos depois, estamos retirando telas defeituosas com corrosão em fendas em cada interseção de fios. Nos custou $150,000 in replacement.
O que aconteceu? A água tinha 0.5 ppm de oxigênio dissolvido. Isso é suficiente para iniciar a corrosão em fendas 304 nesses níveis de cloreto. 316Eu teria ficado bem. 2205 duplex teria sido um exagero, mas teria durado 50 anos.
Agora eu especifico 316L para qualquer coisa com cloretos > 500 ppm. 304 apenas para água doce, cloretos baixos, e insisto na passivação após a soldagem.
Seção 5: Instalação – Onde os bons designs vão morrer
5.1 Lidando com danos – O assassino oculto
Não sei dizer quantas telas já vi danificadas antes mesmo de entrarem no buraco. Dentes de empilhadeira através da embalagem. Arrastando pelo chão da plataforma. Elevação inadequada que dobra o tubo.
Deformação da ranhura devido ao manuseio:
| Tipo de dano | Distorção de slot | Redução de Fluxo | Impacto no controle de areia |
|---|---|---|---|
| Amassado menor | 5-10% | < 5% | Mínimo |
| Paixão moderada | 10-25% | 10-20% | Produção localizada de areia |
| Danos graves | > 25% | 20-50% | Falha completa possível |
Eu tenho uma regra simples: qualquer tela com danos visíveis é rejeitada. Período. Eu não me importo se é um $50,000 carretel. Esse carretel vai te custar $500,000 if it fails downhole.
5.2 Centralization – The Most Overlooked Factor
Here’s something nobody talks about: screen centralization. If your screen touches the borehole wall, you’ve lost 50% of your effective open area on that side. Sand production doubles in the contact zone because flow concentrates in the remaining area.
I specify centralizers every 20 feet minimum. In deviated wells, every 10 feet. And they need to be welded centralizers, not slip-on. I’ve seen slip-on centralizers move during installation, bunch up, and completely block sections of screen.
Centralizer spacing guidelines from my field notes:
| Hole Deviation | Formation Stability | Spacing | Type |
|---|---|---|---|
| Vertical (< 5°) | Stable | 30 ft | Welded blade |
| Vertical | Unstable | 20 ft | Welded bow spring |
| Deviated (5-30°) | Stable | 15 ft | Welded blade |
| Deviated | Unstable | 10 ft | Welded bow spring |
| Horizontal (> 30°) | Any | 8-10 ft | Composite centralizers |
5.3 Development – Making It Work
You can have the perfect screen design, but if you don’t develop the well properly, it’s worthless. Development is the process of removing drilling fluid damage and stabilizing the formation around the screen.
I’ve seen operators skip development to save $5,000, então gaste $50,000 on acidizing six months later. False economy.
My development protocol:
-
Initial surging: 24 hours of cyclic pumping (5 minutes on, 5 minutes off) at 150% design rate
-
Sand bailing: Remove produced sand, measure volume, track decline
-
Final surging: 12 hours at design rate, monitoring sand content
-
Acceptance criteria: Sand production < 5 ppm for final 4 hours
If you’re still getting sand after this, something’s wrong with your screen selection or installation.
Section 6: Failure Analysis – Learning from Mistakes
6.1 The Autopsy Protocol
When a screen fails, I do an autopsy. Here’s my process:
Step 1: Pull the screen intact – Cut into 10-foot sections, photograph everything
Step 2: Visual inspection – Look for patterns: Is plugging uniform? Localized? Is there corrosion?
Step 3: Slot measurement – Check 20 slots per section, compare to as-built
Step 4: Deposit analysis – XRF if available, acid test if not
Step 5: Sand analysis – Compare produced sand to formation samples
Step 6: Flow modeling – Back-calculate actual velocities based on deposits
6.2 Common Failure Modes I’ve Documented
Failure Mode 1: Slot Plugging from Fines Migration (34% of cases)
Symptoms: Gradual flow decline, sand production decreases as flow drops, uniform deposits on screen
Root Cause: Slot size too small for formation fines, or velocity too high causing fines to migrate
Fix: Larger slots OR lower velocity (more screen length)
Failure Mode 2: Localized Erosion (22% of cases)
Symptoms: Holes worn in screen at specific points, often opposite high-permeability zones
Root Cause: Velocity > 40 ft/min at those points, sand blasting effect
Fix: Better centralization, flow distribution, or larger screen
Failure Mode 3: Chemical Scaling (18% of cases)
Symptoms: Hard deposits, often white or orange, flow decline, can be localized or uniform
Root Cause: Water chemistry incompatible with screen material or formation
Fix: Different metallurgy OR chemical treatment OR lower velocity
Failure Mode 4: Biological Fouling (15% of cases)
Symptoms: Slimy deposits, rotten egg smell (sulfate reducers), orange slime (iron bacteria)
Root Cause: Introduction of bacteria during drilling, or natural occurrence with nutrients
Fix: Biocides during development, different screen material (copper alloys sometimes help)
Failure Mode 5: Mechanical Damage (11% of cases)
Symptoms: Obvious crushing, tearing, or deformation
Root Cause: Poor handling, improper installation, formation collapse
Fix: Better quality control, stronger screen, gravel pack
6.3 A Failure I’ll Never Forget
2015, near Fort Stockton. A methane production water disposal well. Client insisted on plastic screens – PVC with machined slots. Cheaper than stainless. I warned them, but they overruled me.
Two years later, I’m pulling 2,000 feet of collapsed PVC out of a hole. The slots had deformed under formation pressure, let sand in, which eroded the plastic from inside out. The whole thing looked like a crushed soda straw.
Total cost to remediate: $2.3 milhão. Custo das telas de aço inoxidável originalmente: $180,000.
Sometimes you can’t fix stupid.
Section 7: Emerging Technologies – What Actually Works
7.1 Computational Fluid Dynamics – Useful but Dangerous
I see young engineers running CFD models like they’re gospel. Look, CFD is useful, but garbage in, garbage out. I’ve seen models predicting perfect flow distribution that were completely wrong because they assumed uniform permeability.
Where CFD helps:
- Understanding local velocity peaks
- Optimizing slot geometry
- Evaluating screen-to-formation interface
Where CFD lies:
- Predicting long-term plugging
- Accounting for formation heterogeneity
- Modeling biological fouling
Use CFD as a guide, not a decision-maker. The best model in the world can’t tell you what that formation actually looks like 3,000 feet down.
7.2 New Materials – Some Promise, Some Hype
I’ve tested a lot of “revolutionary” screen materials. Here’s my honest assessment:
Composite screens – Lightweight, corrosion-proof, but low strength. Good for shallow wells, bad for deep.
Copper-nickel alloys – Excellent biofouling resistance, but expensive and hard to source. Used one project in West Texas with severe iron bacteria – worked beautifully, but cost 3× stainless.
Ceramic-coated screens – Interesting concept, but coating durability is questionable. Tested one that spalled off during installation.
Dissolvable screens – New technology for temporary sand control. Haven’t used it myself, but I’m watching. Could be game-changing for certain applications.
7.3 Smart Screens – The Future?
We’re starting to see “smart” screens with embedded sensors – temperature, pressure, even sand detection. I installed my first one in 2022. Expensive as hell, but the data is incredible. We can see exactly which zones are producing, which are plugging, in real time.
Data from smart screen installation, Loving County:
| Zone | Depth (ft) | Initial Flow Contribution | After 6 Months | Sand Production |
|---|---|---|---|---|
| A | 1,020-1,040 | 42% | 28% | 2 ppm |
| B | 1,040-1,060 | 18% | 22% | 8 ppm |
| C | 1,060-1,080 | 25% | 31% | 12 ppm |
| D | 1,080-1,100 | 15% | 19% | 15 ppm |
See how Zone A is plugging? That tells me fines are migrating there. We’re planning a selective acid treatment for Zone A only. Without the smart screen, we’d acidize the whole thing and probably make it worse.
Cost of smart screen: $85,000 extra. Economia potencial no tratamento químico: $200,000 over 10 years. Worth it for critical wells.
Section 8: Practical Guidelines – What I Tell My Guys
8.1 The 10 Rules of Screen Selection
After 28 years, I’ve boiled it down to ten rules:
-
Bigger slots are better – Unless you’re producing sand, go larger. You can always gravel pack if needed.
-
Velocity kills – Keep entrance velocity under 15 ft/min and you’ll avoid 80% of problems.
-
Centralize or die – A screen touching the formation is half a screen.
-
Develop the hell out of it – Skip development, buy a new well in 5 years.
-
Match metallurgy to chemistry – Don’t guess. Test the water. 316L is cheap insurance.
-
Inspect everything – If you wouldn’t put it in your mother’s well, don’t put it in this one.
-
Plan for plugging – It’s going to happen. Design so you can clean it.
-
Think about installation – Can your rig handle that 40-foot joint? How will you centralize at 3,000 feet?
-
Document everything – Slot sizes, wire types, welder qualifications. You’ll need it when something fails.
-
Trust but verify – Manufacturers make mistakes. I’ve found wrong slot sizes, wrong materials, wrong welds. Check everything.
8.2 The Economics of Good Design
Here’s the math I show clients:
Poor design:
- Screen cost: $50,000
- Instalação: $100,000
- 5-remediação de ano: $400,000
- Produção perdida: $750,000
- Custo total de 10 anos: $1.3 milhão
Design ideal:
- Custo da tela: $85,000
- Instalação: $120,000
- 10-manutenção anual: $100,000
- Produção perdida: $100,000
- Custo total de 10 anos: $405,000
Que $35,000 extra no front-end salvo $900,000 sobre 10 anos. Faça as contas.
Conclusão: Não é ciência de foguetes, É mais difícil
A ciência dos foguetes é previsível. Você pode modelá-lo, teste, voe. O subsolo não é nenhuma dessas coisas. Cada formação é diferente, cada poço é único, e cada instalação de tela é uma experiência única.
Os melhores engenheiros que conheço não são aqueles com os modelos mais sofisticados. São eles que já viram falhas suficientes para saber o que não funciona. Eles estiveram no chão da plataforma em 2 Estou assistindo uma tela rodando, me perguntando se eles fizeram a ligação certa. Eles tiraram lixo dos buracos e descobriram por que ele falhou.
É disso que trata este artigo. Não te dando respostas, mas dando a você uma estrutura para encontrar suas próprias respostas. As compensações entre o controle de areia, desempenho de fluxo, e a tendência de obstrução não vai desaparecer. Você não pode otimizar todos os três. Mas você pode encontrar o ponto ideal para o seu poço, sua formação, a química da sua água.
E quando você faz, liga para mim. Eu adoraria ver isso. Não há nada que eu goste mais do que um poço que ainda produz água limpa 20 anos depois de instalá-lo.
É por isso que ainda faço esse trabalho.
Referências e leituras adicionais
(Nota: Estas são referências reais que uso, não preenchimento acadêmico)
- Manual Técnico Johnson Screens, 2018 Edição – A Bíblia para telas enroladas em arame
- Driscoll, FG. (1986). Águas Subterrâneas e Poços. Johnson Screens. – Velho, mas dourado
- Instituto Americano de Petróleo. (2020). PR 5B1: Prática recomendada para cuidado e uso de revestimentos e tubos roscados. – Normas de instalação
- Associação Nacional de Águas Subterrâneas. (2021). Manual sobre seleção e design de tela.








{kind=link}
{kind=link}
{kind=link}
{kind=link}