

La schermata del tuo pozzo d'acqua è sbagliata? 5 Motivi per cui stai pompando sabbia
febbraio 25, 2026Vorrei iniziare con una storia. 2019, Contea di Pecos. Un pozzo d’acqua comunale per una piccola città: avevano speso $1.2 million drilling into the Edwards-Trinity aquifer. The consulting firm specified a wire-wrapped screen with 0.010-inch slots. Beautiful on paper. Perfect sand retention for their sieve analysis. Six months later, I’m pulling that screen and it’s completely plugged with fine sand and iron bacteria. The town had to truck water for four months while we redrilled. Cost overruns: $400,000. Causa? Nessuno ha pensato all'effettiva chimica dell'acqua e al fatto che la loro “perfezionare” la dimensione della fessura era troppo piccola per la variazione naturale della formazione.
Questo è ciò di cui stiamo parlando qui. L'ottimizzazione nel mondo reale degli schermi dei pozzi d'acqua.
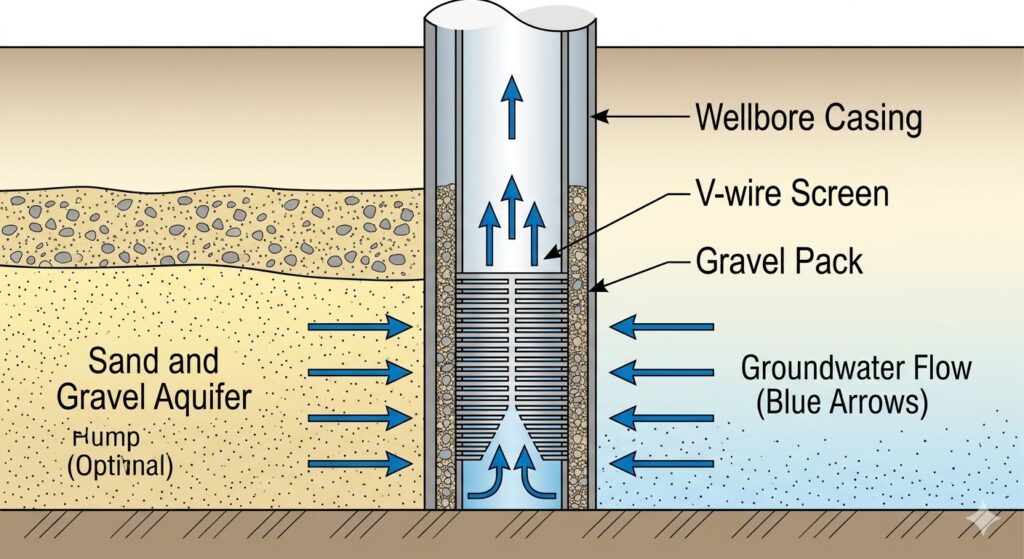
Primo diagramma: Condizioni di funzionamento normali del tubo del filtro del pozzo d'acqua
Questo diagramma mostrerà il pozzo verticale ideale, falda acquifera, ghiaia, e tubo filtrante in rete metallica. Le frecce blu rappresentano il flusso d'acqua regolare e uniforme.
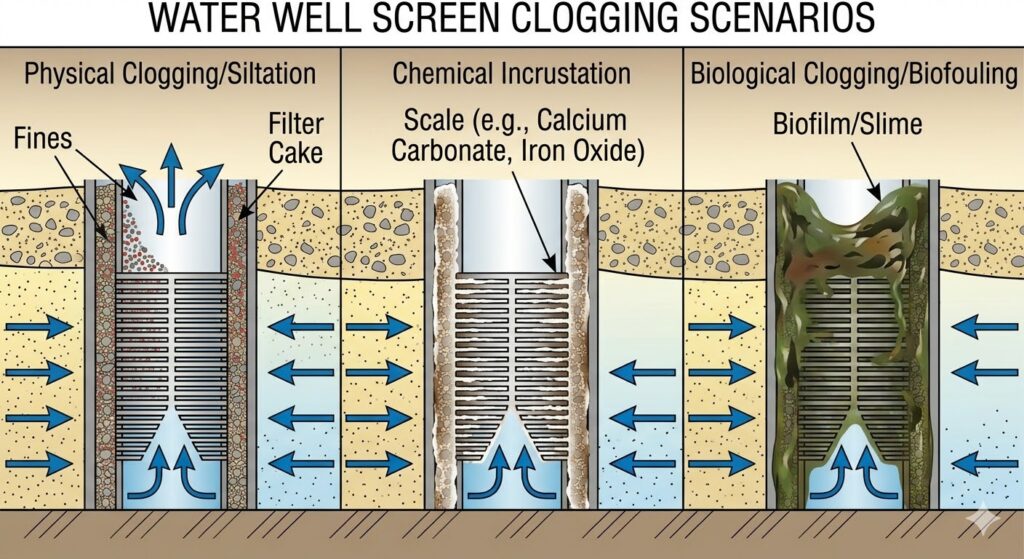
Seconda immagine: Diagramma che mostra l'ostruzione del tubo del filtro del pozzo (Scenari di intasamento)
Questo diagramma sarà diviso in tre parti, mostrando come il blocco fisico (sabbia fine), incrostazione chimica (crosta dura), e fanghi biologici (fanghi batterici) ostacolare il flusso dell'acqua.
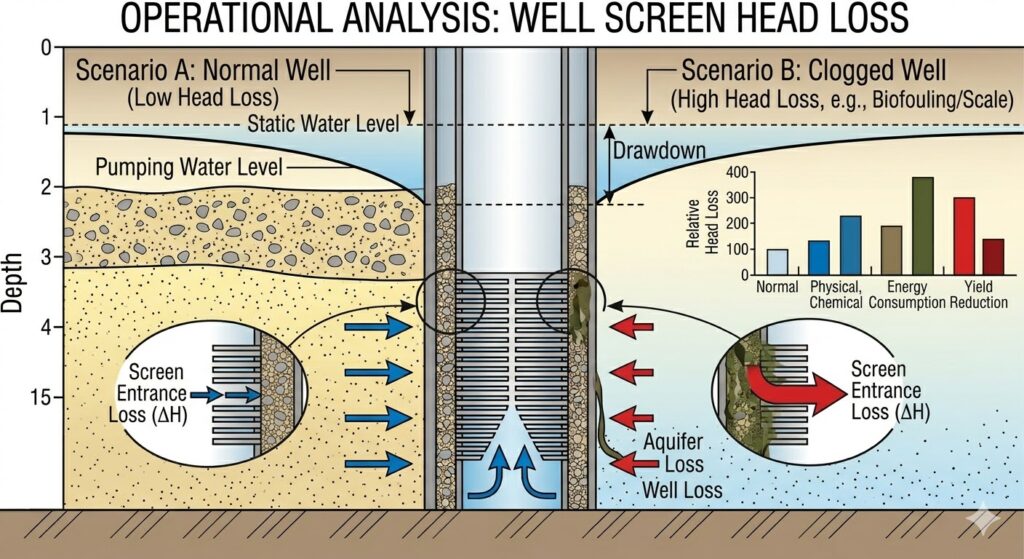
Terzo grafico: Analisi operativa – Perdita di testa
Questo diagramma sarà un grafico tecnico che mostra il livello statico dell'acqua, il livello dinamico dell’acqua, ed evidenziando la perdita di carico aggiuntiva (ΔH) causato dall'ostruzione del tubo del filtro, che porta ad un aumento del prelievo totale.
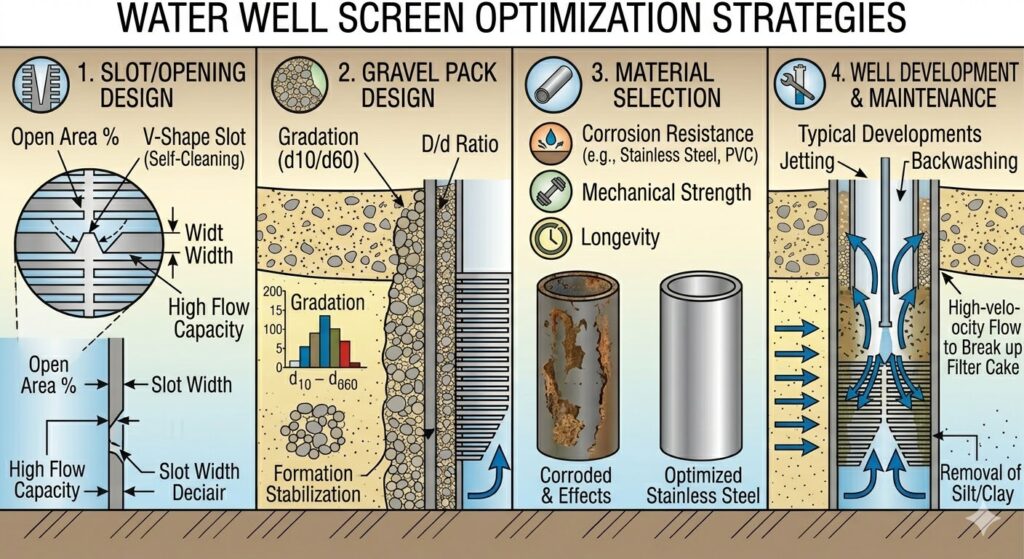
Quarta immagine: Diagramma schematico della progettazione di ottimizzazione del tubo del filtro dell'acqua (Strategie di ottimizzazione)
Questo diagramma sarà un'infografica completa che mostrerà quattro aree di ottimizzazione: Design dell'avvolgimento del filo a forma di V (per migliorare il rapporto di area aperta), proporzione della miscela di ghiaia, selezione di materiali resistenti alla corrosione, e un buon processo di lavaggio.
Sezione 1: La fisica della produzione della sabbia: cosa succede realmente laggiù
1.1 Caratteristiche della formazione e perché i test di laboratorio mentono
Ogni formazione è diversa. Non mi interessa cosa dice la tua analisi al setaccio: è un campione disturbato. È stato gestito, essiccato, filtrato attraverso apparecchiature di laboratorio. Cosa tiene insieme quella sabbia nel pozzo? Cementazione naturale? Contenuto di argilla? Forze elettrostatiche? Il laboratorio non te lo dice.
Ecco cosa ho imparato: la sabbia della formazione esiste in uno stato di equilibrio meccanico. I grani sono intrecciati, c'è un certo grado di coesione da parte delle particelle fini, e c’è lo stress naturale del sovraccarico. Quando esplori quella formazione e installi uno schermo, stai disturbando un equilibrio che ha richiesto milioni di anni per stabilirsi.
Il fenomeno ponte: questo è fondamentale. Il controllo della sabbia non significa tenere tutta la sabbia fuori dal pozzo. È impossibile. Quello che stai facendo è creare le condizioni in cui la formazione può formarsi in modo naturale “ponte” – un arco stabile di granelli di sabbia che impedisce un’ulteriore migrazione. Il compito dello schermo è quello di fornire le basi per la formazione di quel ponte.
Ho visto pozzi in cui abbiamo prodotto intenzionalmente la sabbia per la prima volta 24 ore per lasciare che la formazione “auto-ordinamento” attorno allo schermo. Spaventa a morte i clienti, ma a volte è la scelta giusta. La chiave è sapere quando questo approccio ha senso e quando semplicemente farà crollare la formazione.
1.2 Il problema della velocità critica
Ecco qualcosa che i tuoi libri di testo non enfatizzano abbastanza: la produzione di sabbia non è costante. È una funzione della velocità del flusso. C’è una soglia – chiamiamola velocità critica – al di sotto della quale la formazione rimane stabile. Al di sopra di quella velocità, le forze di trascinamento superano la coesione naturale e si ottiene la produzione di sabbia.
Questa relazione non è lineare. L'ho misurato.
Per una tipica formazione di sabbia media (D50 circa 0.3 mm):
| Velocità del flusso (piedi/min) | Produzione di sabbia (ppm) | Risposta della formazione |
|---|---|---|
| 0 – 5 | < 1 | Ponte stabile |
| 5 – 12 | 1 – 15 | Pulsazioni di sabbia intermittenti |
| 12 – 20 | 15 – 50 | Produzione continua |
| > 20 | 50 – 200+ | Crollo della formazione |
Questi numeri variano notevolmente in base alla formazione. Ma ecco lo schema che ho visto in centinaia di pozzi: una volta superato circa 15 ft/min velocità di ingresso attraverso lo schermo, stai cercando guai.
Perché? Perché a quella velocità, la forza di resistenza sui singoli granelli di sabbia supera circa 0.05 psi per pollice di formazione – che risulta essere la tipica forza di coesione dell'arenaria poco consolidata. Pura coincidenza? Non credo. La fisica funziona in questo modo perché le formazioni tendono a stabilizzarsi a qualunque forza la natura abbia loro dato.
Sezione 2: Tipi di schermo: cosa funziona realmente sul campo
2.1 Schermi avvolti in filo metallico: Il cavallo di battaglia
Ho installato più schermi avvolti in cavi di quanti ne possa contare. C'è una ragione per cui sono popolari: apertura costante delle fessure, alta zona aperta, e sono riparabili sul campo. Ma hanno dei problemi.
Il profilo del filo è più importante di quanto la maggior parte degli ingegneri creda. Standard “V” il filo crea turbolenza all'ingresso della fessura. Quella turbolenza aumenta il potenziale di ostruzione di circa 30% rispetto ad un profilo modificato con bordi raggiati. Lo so perché l'abbiamo testato 2017 – stessa formazione, due pozzi 500 piedi divaricati, uno con cavo a V standard, uno con profilo raggiato. Mantenuto il profilo raggiato 85% del flusso iniziale dopo due anni; il cavo a V standard era a 62%.
Specifiche tipiche per i miei progetti:

| Parametro | Gamma | La mia preferenza | Perché |
|---|---|---|---|
| larghezza Wire | 0.060″ – 0.120″ | 0.090″ | Buon equilibrio tra forza e area aperta |
| Formato della scanalatura | 0.006″ – 0.050″ | Formazione D50 × 2 | Permette la realizzazione di ponti senza eccesso di sabbia |
| Area aperta | 5% – 15% | 12% minimo | Qualsiasi cosa in meno si collega troppo velocemente |
| Materiale | 304/316 SS | 316L | Resistenza al cloruro nella maggior parte delle falde acquifere |
2.2 Fodere scanalate: Economico ma pericoloso
A volte i clienti vogliono risparmiare. ho capito. La perforazione è costosa. Ma i rivestimenti fessurati – tubi con fessure praticate direttamente nel muro – sono solitamente una falsa economia. L'area aperta è in genere 3-5% massimo. Ciò significa per la stessa portata, la tua velocità di ingresso è 3-4 volte superiore a quello di uno schermo avvolto da cavi.
Maggiore velocità = maggiore produzione di sabbia = maggiore intasamento. È un circolo vizioso.
Ho un cliente nella contea di Andrews che ha insistito per avere rivestimenti fessurati per otto pozzi di irrigazione. Cinque anni dopo, ne abbiamo sostituiti sei. I due sopravvissuti? Pozzi a basso rendimento dove non hanno mai pompato più di 200 GPM. Quelli che hanno fallito? 500+ operazioni gpm in cui gli slot semplicemente non riuscivano a gestire la velocità.
2.3 Schermi premium: Quando ne hai effettivamente bisogno?
C’è un intero settore che vende “premio” schermi con materiali esotici, costruzione multistrato, e prezzi che fanno lacrimare gli occhi. Ne hai bisogno?? A volte. Di solito no.
Specifico schermi premium (come gli schermi Johnson’ Vee-Wire con fessura continua o schermi ECP di Weatherford) esattamente in tre situazioni:
-
Formazioni non consolidate con D50 inferiori 0.15 mm
-
Applicazioni ad alta velocità in cui la velocità di ingresso sarà superiore 20 piedi/min
-
Chimica aggressiva dell'acqua con pH < 5 o > 9, o ad alto contenuto di cloruri
Altrimenti? Il filo avvolto standard 316L va bene. Non lasciare che i venditori ti convincano a fare qualcosa di cui non hai bisogno.
Sezione 3: Il triangolo dell'ottimizzazione: trovare il punto giusto
3.1 La relazione matematica di cui nessuno parla
Ecco l'equazione che utilizzo per il dimensionamento preliminare dello schermo. Non è nei libri di testo: l'ho sviluppato da dati sul campo più o meno 15 anni:
Probabilità di ritenzione della sabbia = 1 – e^(-k× (d_slot / d_50) × (1 – v/v_crit))
Dove:
- d_slot = apertura della fessura (inches)
- d_50 = dimensione media dei grani della formazione (inches)
- v = velocità di ingresso di progetto (piedi/min)
- v_crit = velocità critica per la formazione (piedi/min)
- k = fattore di coesione della formazione (0.2 per sabbia sciolta, 0.8 per consolidato)
Questo non è perfetto. Non tiene conto della forma dello slot o delle condizioni dello schermo. Ma ti dà un punto di partenza.
Lascia che ti faccia un esempio tratto da un lavoro dell'anno scorso:
Formazione: D50 = 0.012 inches (0.3 mm)
Velocità critica: 14 piedi/min
Flusso di progettazione: 800 GPM
Lunghezza dello schermo disponibile: 40 piedi
Calcola l'area aperta richiesta per slot di varie dimensioni:
A 12 velocità di ingresso piedi/min (85% di critico):
| Formato della scanalatura (inches) | È necessaria un'area aperta (piede quadrato) | Diametro dello schermo (inches) | Rischio di collegamento |
|---|---|---|---|
| 0.008 | 24.5 | 12 | Alta (troppo piccolo) |
| 0.010 | 19.6 | 10 | Moderare |
| 0.012 | 16.3 | 8 | Basso |
| 0.015 | 13.1 | 7 | Molto basso |
| 0.020 | 9.8 | 6 | Minimo |
Basato sull'equazione di ritenzione della sabbia, lo slot da 0,012 pollici dà circa 92% probabilità di ritenzione della sabbia a questa velocità. Lo 0,015 pollici scende a 78% – troppo basso. Il 0,010 pollici dà 96% ritenzione, ma a scapito di un maggiore potenziale di ostruzione.
Abbiamo scelto 0,012 pollici su tubo da 8 pollici. Due anni dopo, produce ancora acqua pulita 750 GPM. Buona chiamata.
3.2 Il fattore di tendenza all’ostruzione
Il collegamento è il killer silenzioso delle buone prestazioni. Non succede tutto in una volta: ti insinua. 500 gpm diventa 450, diventa 380, diventa 250, e all'improvviso stai acquistando un nuovo pozzo.
Ho classificato i meccanismi di collegamento in tre tipi in base a ciò che ho visto:
Tipo 1: Collegamento fisico (70% di casi)
- Granelli di sabbia incastrati nelle fessure
- Schermata di blocco del crollo della formazione
- Deformazione della fessura dovuta alla manipolazione
Tipo 2: Tamponamento chimico (20% di casi)
- Precipitazione dei batteri del ferro
- Distacco del carbonato di calcio
- Rigonfiamento dell'argilla
Tipo 3: Tamponamento biologico (10% di casi)
- Batteri legati al ferro (IRB)
- Batteri solfato-riduttori (SRB)
- Formazione di biofilm
Il problema è, questi interagiscono. L’ostruzione fisica crea zone stagnanti dove i batteri prosperano. La precipitazione chimica fornisce il substrato per il biofilm. Il biofilm intrappola più sabbia. È un fallimento a cascata.
Caso di studio: Contea amorosa, 2021
Pozzo comunale, 1,200 piedi di profondità, Formazione Ogallala. Installato con schermo avvolto in filo da 0,015 pollici. Flusso iniziale: 1,100 GPM. Sei mesi dopo: 400 GPM.
Tirò lo schermo. Sembrava che fosse stato ricoperto di fango. L'analisi ha mostrato:
- Precipitazione dell'idrossido di ferro (prodotto chimico)
- Colonie di ferrobatteri (biologico)
- Ponti di sabbia (fisico)
La causa principale? La velocità di ingresso era troppo alta 22 piedi/min. Creato turbolenza che ha rilasciato CO2 dall'acqua, pH spostato, ferro precipitato, che alimentava i batteri, che ha intrappolato la sabbia. Tutti e tre i meccanismi si alimentano a vicenda.
Abbiamo riprogettato con slot da 0,018 pollici (leggermente più grande) e maggiore lunghezza dello schermo per ridurre la velocità 12 piedi/min. Tre anni dopo, ancora a 950 GPM.
Sezione 4: Processo di progettazione nel mondo reale: come lo faccio effettivamente
4.1 Fare un passo 1: Analisi della formazione (Il modo giusto)
La prima cosa che faccio è ignorare il rapporto di laboratorio. Non del tutto, ma voglio vedere i campioni reali. Prendo una manciata di ritagli, strofinateli tra le dita. Si sente? “affilato” (frattura fresca) o “arrotondato” (esposto alle intemperie)? I cereali taglienti si confezionano in modo diverso, ponte in modo diverso.
Quindi eseguo un semplice test di setaccio sul campo. Secchio d'acqua, una serie di schermi, dieci minuti. Non è lo standard ASTM, ma mi dice di più sull'effettivo comportamento della formazione rispetto a quanto a volte fa il laboratorio.
Classificazione della formazione basata su test sul campo:
| Tatto | Tasso di liquidazione | Classificazione | La mia ipotesi iniziale sulla slot |
|---|---|---|---|
| Affilato, grintoso | < 5 secondi | Sabbia grossolana | 0.020″ – 0.030″ |
| Liscio, come lo zucchero | 5-15 secondi | Sabbia media | 0.012″ – 0.020″ |
| Simile alla farina | 15-60 secondi | Sabbia fine | 0.008″ – 0.012″ |
| Appiccicoso, sedimentazione lenta | > 60 secondi | Sabbia fine e limosa | 0.006″ – 0.008″ |
4.2 Fare un passo 2: Calcolo della velocità
È qui che la maggior parte degli ingegneri sbaglia. Calcolano la velocità media sull'intera lunghezza dello schermo. Ciò presuppone un afflusso uniforme, cosa che non accade mai. In realtà, 60-80% del flusso proviene dalle zone più permeabili, il che potrebbe solo essere 30% della lunghezza dello schermo.
La mia regola pratica: Progettare per 2 volte la velocità media nelle zone migliori.
Esempio:
- Flusso totale: 1,000 GPM
- Lunghezza dello schermo: 50 ft
- Velocità media: 20 gpm/ft di schermo
Ma se la formazione presenta striature ad alta permeabilità (e lo fa sempre), il picco effettivo potrebbe essere 40 gpm/ft in quelle zone. Quindi disegno per 40 gpm/ft di picco, il che significa che il mio schermo deve essere gestito 30-40 velocità di ingresso ft/min nei punti peggiori.
4.3 Fare un passo 3: La matrice del compromesso
Ecco la matrice che utilizzo per la selezione della schermata finale. L'ho perfezionato 20+ anni di fallimenti e successi:
| Tipo di formazione | Priorità di controllo della sabbia | Priorità del flusso | Rischio di collegamento | Slot consigliato | Gli appunti |
|---|---|---|---|---|---|
| Grossolano, pulito | medio | Alta | Basso | D50× 2.5 | Diventa più grande se possibile |
| medio, alcune multe | Alta | medio | medio | D50× 2.0 | L'equilibrio è fondamentale |
| Bene, uniforme | Molto alto | Basso | Alta | D50× 1.5 | Considera il pacco di ghiaia |
| Limoso, non uniforme | Estremo | Molto basso | Estremo | D50× 1.2 | Deve avere un pacco di ghiaia |
| Roccia fratturata | Basso | Estremo | Basso | 0.040″ – 0.060″ | Tienilo aperto |
4.4 Fare un passo 4: Selezione dei materiali: il fattore di corrosione
Ho visto troppi schermi guastarsi a causa della corrosione. Non sono sempre le scelte ovvie.
Caso: Contea di Ward, 2018
Installato 304 schermi inox in un pozzo con 2,000 ppm di cloruri. Sembrava a posto sulla carta – 304 dovrebbe gestirlo. Due anni dopo, stiamo tirando schermi guasti con corrosione interstiziale ad ogni intersezione dei cavi. Ci è costato $150,000 in replacement.
Quello che è successo? L'acqua aveva 0.5 ppm di ossigeno disciolto. Questo è sufficiente per avviare la corrosione interstiziale 304 a quei livelli di cloruro. 316L sarebbe andato bene. 2205 il duplex sarebbe stato eccessivo ma sarebbe durato 50 anni.
Ora specifico 316L per qualsiasi cosa con cloruri > 500 ppm. 304 solo per acqua dolce, basso contenuto di cloruri, e insisto sulla passivazione dopo la saldatura.
Sezione 5: Installazione: dove i buoni progetti vanno a morire
5.1 Gestione del danno: il killer nascosto
Non posso dirti quanti schermi ho visto danneggiati prima ancora che finissero nel buco. Denti del carrello elevatore attraverso l'avvolgimento. Trascinandosi sul pavimento dell'attrezzatura. Sollevamento improprio che piega il tubo.
Deformazione della fessura dovuta alla manipolazione:
| Tipo di danno | Distorsione della fessura | Riduzione del flusso | Impatto sul controllo della sabbia |
|---|---|---|---|
| Piccola ammaccatura | 5-10% | < 5% | Minimo |
| Cotta moderata | 10-25% | 10-20% | Produzione localizzata di sabbia |
| Danni gravi | > 25% | 20-50% | Possibile fallimento completo |
Ho una regola semplice: qualsiasi schermo con danni visibili viene rifiutato. Periodo. Non mi interessa se è un $50,000 bobina. Quella bobina ti costerà $500,000 if it fails downhole.
5.2 Centralization – The Most Overlooked Factor
Here’s something nobody talks about: screen centralization. If your screen touches the borehole wall, you’ve lost 50% of your effective open area on that side. Sand production doubles in the contact zone because flow concentrates in the remaining area.
I specify centralizers every 20 feet minimum. In deviated wells, every 10 feet. And they need to be welded centralizers, not slip-on. I’ve seen slip-on centralizers move during installation, bunch up, and completely block sections of screen.
Centralizer spacing guidelines from my field notes:
| Hole Deviation | Formation Stability | Spacing | Type |
|---|---|---|---|
| Vertical (< 5°) | Stable | 30 ft | Welded blade |
| Vertical | Unstable | 20 ft | Welded bow spring |
| Deviated (5-30°) | Stable | 15 ft | Welded blade |
| Deviated | Unstable | 10 ft | Welded bow spring |
| Horizontal (> 30°) | Any | 8-10 ft | Composite centralizers |
5.3 Development – Making It Work
You can have the perfect screen design, but if you don’t develop the well properly, it’s worthless. Development is the process of removing drilling fluid damage and stabilizing the formation around the screen.
I’ve seen operators skip development to save $5,000, poi spendi $50,000 on acidizing six months later. False economy.
My development protocol:
-
Initial surging: 24 hours of cyclic pumping (5 minutes on, 5 minutes off) at 150% design rate
-
Sand bailing: Remove produced sand, measure volume, track decline
-
Final surging: 12 hours at design rate, monitoring sand content
-
Acceptance criteria: Sand production < 5 ppm for final 4 hours
If you’re still getting sand after this, something’s wrong with your screen selection or installation.
Section 6: Failure Analysis – Learning from Mistakes
6.1 The Autopsy Protocol
When a screen fails, I do an autopsy. Here’s my process:
Step 1: Pull the screen intact – Cut into 10-foot sections, photograph everything
Step 2: Visual inspection – Look for patterns: Is plugging uniform? Localized? Is there corrosion?
Step 3: Slot measurement – Check 20 slots per section, compare to as-built
Step 4: Deposit analysis – XRF if available, acid test if not
Step 5: Sand analysis – Compare produced sand to formation samples
Step 6: Flow modeling – Back-calculate actual velocities based on deposits
6.2 Common Failure Modes I’ve Documented
Failure Mode 1: Slot Plugging from Fines Migration (34% of cases)
Symptoms: Gradual flow decline, sand production decreases as flow drops, uniform deposits on screen
Root Cause: Slot size too small for formation fines, or velocity too high causing fines to migrate
Fix: Larger slots OR lower velocity (more screen length)
Failure Mode 2: Localized Erosion (22% of cases)
Symptoms: Holes worn in screen at specific points, often opposite high-permeability zones
Root Cause: Velocity > 40 ft/min at those points, sand blasting effect
Fix: Better centralization, flow distribution, or larger screen
Failure Mode 3: Chemical Scaling (18% of cases)
Symptoms: Hard deposits, often white or orange, flow decline, can be localized or uniform
Root Cause: Water chemistry incompatible with screen material or formation
Fix: Different metallurgy OR chemical treatment OR lower velocity
Failure Mode 4: Biological Fouling (15% of cases)
Symptoms: Slimy deposits, rotten egg smell (sulfate reducers), orange slime (iron bacteria)
Root Cause: Introduction of bacteria during drilling, or natural occurrence with nutrients
Fix: Biocides during development, different screen material (copper alloys sometimes help)
Failure Mode 5: Mechanical Damage (11% of cases)
Symptoms: Obvious crushing, tearing, or deformation
Root Cause: Poor handling, improper installation, formation collapse
Fix: Better quality control, stronger screen, gravel pack
6.3 A Failure I’ll Never Forget
2015, near Fort Stockton. A methane production water disposal well. Client insisted on plastic screens – PVC with machined slots. Cheaper than stainless. I warned them, but they overruled me.
Two years later, I’m pulling 2,000 feet of collapsed PVC out of a hole. The slots had deformed under formation pressure, let sand in, which eroded the plastic from inside out. The whole thing looked like a crushed soda straw.
Total cost to remediate: $2.3 milioni. Costo degli schermi inossidabili originariamente: $180,000.
Sometimes you can’t fix stupid.
Section 7: Emerging Technologies – What Actually Works
7.1 Computational Fluid Dynamics – Useful but Dangerous
I see young engineers running CFD models like they’re gospel. Look, CFD is useful, but garbage in, garbage out. I’ve seen models predicting perfect flow distribution that were completely wrong because they assumed uniform permeability.
Where CFD helps:
- Understanding local velocity peaks
- Optimizing slot geometry
- Evaluating screen-to-formation interface
Where CFD lies:
- Predicting long-term plugging
- Accounting for formation heterogeneity
- Modeling biological fouling
Use CFD as a guide, not a decision-maker. The best model in the world can’t tell you what that formation actually looks like 3,000 feet down.
7.2 New Materials – Some Promise, Some Hype
I’ve tested a lot of “revolutionary” screen materials. Here’s my honest assessment:
Composite screens – Lightweight, corrosion-proof, but low strength. Good for shallow wells, bad for deep.
Copper-nickel alloys – Excellent biofouling resistance, but expensive and hard to source. Used one project in West Texas with severe iron bacteria – worked beautifully, but cost 3× stainless.
Ceramic-coated screens – Interesting concept, but coating durability is questionable. Tested one that spalled off during installation.
Dissolvable screens – New technology for temporary sand control. Haven’t used it myself, but I’m watching. Could be game-changing for certain applications.
7.3 Smart Screens – The Future?
We’re starting to see “smart” screens with embedded sensors – temperature, pressure, even sand detection. I installed my first one in 2022. Expensive as hell, but the data is incredible. We can see exactly which zones are producing, which are plugging, in real time.
Data from smart screen installation, Loving County:
| Zone | Depth (ft) | Initial Flow Contribution | After 6 Months | Sand Production |
|---|---|---|---|---|
| A | 1,020-1,040 | 42% | 28% | 2 ppm |
| B | 1,040-1,060 | 18% | 22% | 8 ppm |
| C | 1,060-1,080 | 25% | 31% | 12 ppm |
| D | 1,080-1,100 | 15% | 19% | 15 ppm |
See how Zone A is plugging? That tells me fines are migrating there. We’re planning a selective acid treatment for Zone A only. Without the smart screen, we’d acidize the whole thing and probably make it worse.
Cost of smart screen: $85,000 extra. Risparmio potenziale nel trattamento chimico: $200,000 over 10 years. Worth it for critical wells.
Section 8: Practical Guidelines – What I Tell My Guys
8.1 The 10 Rules of Screen Selection
After 28 years, I’ve boiled it down to ten rules:
-
Bigger slots are better – Unless you’re producing sand, go larger. You can always gravel pack if needed.
-
Velocity kills – Keep entrance velocity under 15 ft/min and you’ll avoid 80% of problems.
-
Centralize or die – A screen touching the formation is half a screen.
-
Develop the hell out of it – Skip development, buy a new well in 5 years.
-
Match metallurgy to chemistry – Don’t guess. Test the water. 316L is cheap insurance.
-
Inspect everything – If you wouldn’t put it in your mother’s well, don’t put it in this one.
-
Plan for plugging – It’s going to happen. Design so you can clean it.
-
Think about installation – Can your rig handle that 40-foot joint? How will you centralize at 3,000 feet?
-
Document everything – Slot sizes, wire types, welder qualifications. You’ll need it when something fails.
-
Trust but verify – Manufacturers make mistakes. I’ve found wrong slot sizes, wrong materials, wrong welds. Check everything.
8.2 The Economics of Good Design
Here’s the math I show clients:
Poor design:
- Screen cost: $50,000
- Installazione: $100,000
- 5-anno di bonifica: $400,000
- Produzione persa: $750,000
- Costo totale in 10 anni: $1.3 milioni
Progettazione ottimale:
- Costo dello schermo: $85,000
- Installazione: $120,000
- 10-manutenzione annuale: $100,000
- Produzione persa: $100,000
- Costo totale in 10 anni: $405,000
Quello $35,000 extra sul front-end salvato $900,000 Sopra 10 anni. Fai i conti.
Conclusione: Non è scienza missilistica, È più difficile
La scienza missilistica è prevedibile. Puoi modellarlo, provalo, volalo. Il sottosuolo non è nessuna di queste cose. Ogni formazione è diversa, ogni pozzo è unico, e ogni installazione dello schermo è un esperimento unico.
I migliori ingegneri che conosco non sono quelli con i modelli più fantasiosi. Sono quelli che hanno visto abbastanza fallimenti per sapere cosa non funziona. Sono rimasti sui pavimenti degli impianti di perforazione 2 Sto guardando uno schermo in esecuzione, chiedendosi se hanno fatto la scelta giusta. Hanno tirato fuori la spazzatura dai buchi e hanno capito perché ha fallito.
Questo è ciò di cui tratta questo articolo. Non darti risposte, ma dandoti un quadro per trovare le tue risposte. I compromessi tra il controllo della sabbia, prestazione del flusso, e la tendenza all’ostruzione non scompariranno. Non puoi ottimizzarli tutti e tre. Ma puoi trovare il punto giusto per il tuo bene, la tua formazione, la chimica dell'acqua.
E quando lo fai, chiamami. Mi piacerebbe vederlo. Non c’è niente che mi piaccia di più di un pozzo che continua a produrre acqua pulita 20 anni dopo averlo installato.
Ecco perché continuo a fare questo lavoro.
Riferimenti e ulteriori letture
(Nota: Questi sono i riferimenti effettivi che utilizzo, non imbottitura accademica)
- Manuale tecnico degli schermi Johnson, 2018 Edizione – La Bibbia per gli schermi avvolti in filo metallico
- Driscoll, F.G. (1986). Acque sotterranee e pozzi. Schermi di Johnson. – Vecchio ma dorato
- Istituto americano del petrolio. (2020). RP5B1: Pratica raccomandata per la cura e l'uso di involucri e tubi filettati. – Norme di installazione
- Associazione nazionale delle acque sotterranee. (2021). Manuale sulla selezione e progettazione dello schermo.








{kind=link}
{kind=link}
{kind=link}
{kind=link}