

¿Está incorrecta la pantalla de su pozo de agua?? 5 Razones por las que estás bombeando arena
febrero 25, 2026Déjame empezar con una historia. 2019, Condado de Pecos. Un pozo de agua municipal para un pueblo pequeño: habían gastado $1.2 million drilling into the Edwards-Trinity aquifer. The consulting firm specified a wire-wrapped screen with 0.010-inch slots. Beautiful on paper. Perfect sand retention for their sieve analysis. Six months later, I’m pulling that screen and it’s completely plugged with fine sand and iron bacteria. The town had to truck water for four months while we redrilled. Cost overruns: $400,000. Causa? Nadie pensó en la química real del agua y en el hecho de que sus “Perfecto” El tamaño de la ranura era demasiado pequeño para la variación natural en la formación..
De eso estamos hablando aquí. La optimización del mundo real de las pantallas de pozos de agua.
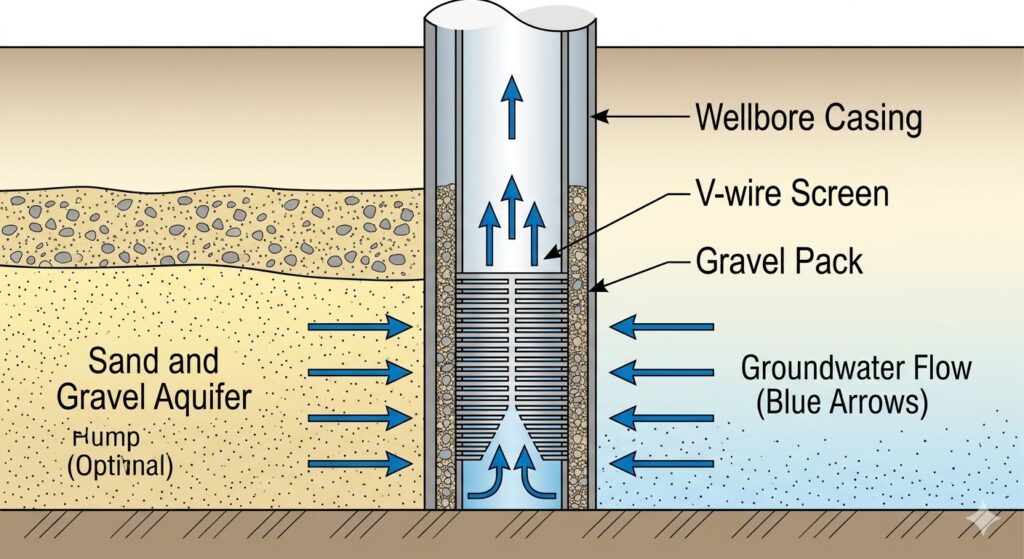
Primer diagrama: Condiciones de funcionamiento normales de la tubería de filtro de pozo de agua.
Este diagrama mostrará el pozo vertical ideal., acuífero, grava, y tubo de filtro de malla de alambre. Las flechas azules representan un flujo de agua suave y uniforme..
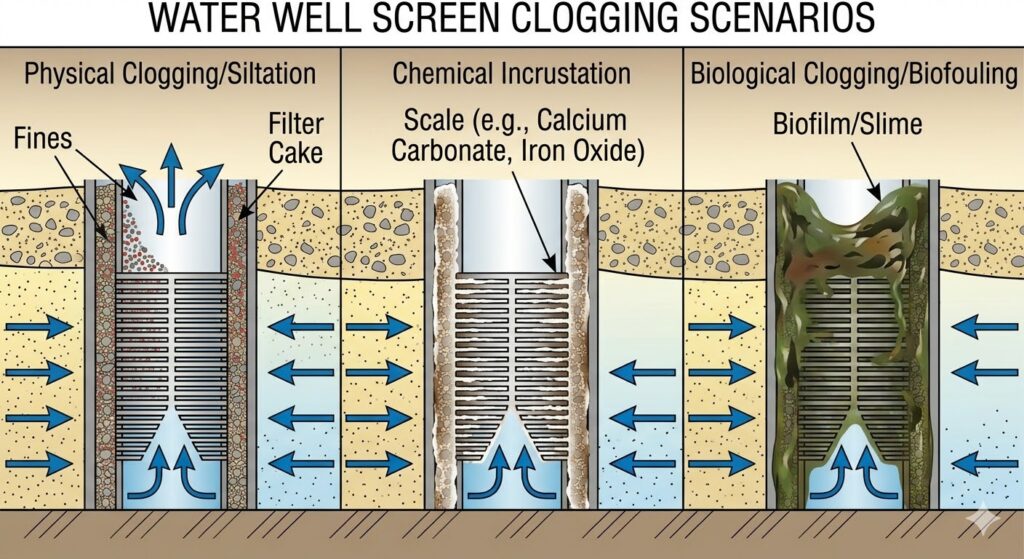
Segunda imagen: Diagrama que muestra el bloqueo de la tubería de filtrado del pozo. (Escenarios de obstrucción)
Este diagrama se dividirá en tres partes., mostrando cómo el bloqueo físico (arena fina), escalamiento químico (corteza dura), y lodos biológicos (lodo bacteriano) obstruir el flujo de agua.
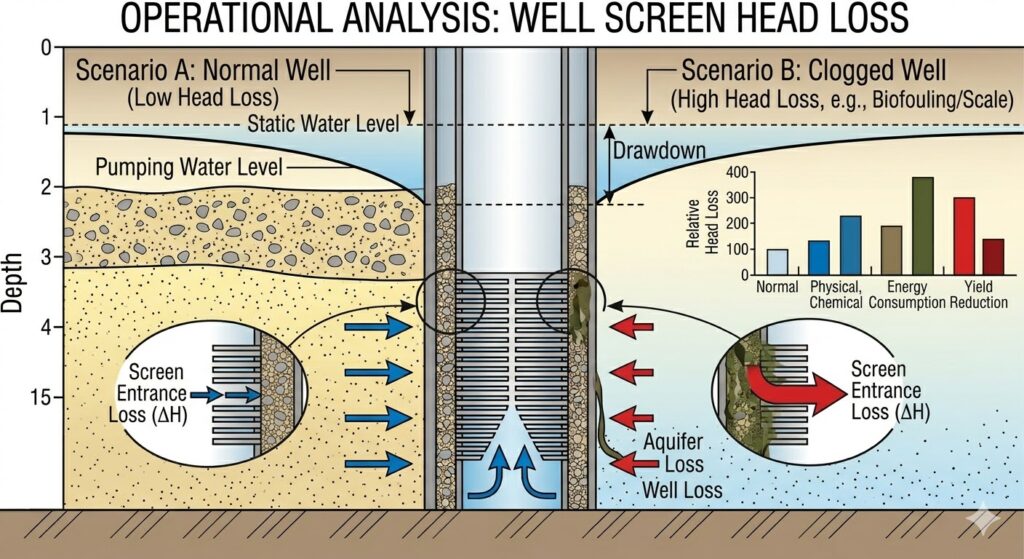
Tercer gráfico: Análisis Operacional – Pérdida de cabeza
Este diagrama será un cuadro de ingeniería que muestra el nivel estático del agua., el nivel dinámico del agua, y resaltando la pérdida de carga adicional (ΔH) causado por el bloqueo del tubo del filtro, lo que conduce a un aumento en la reducción total.
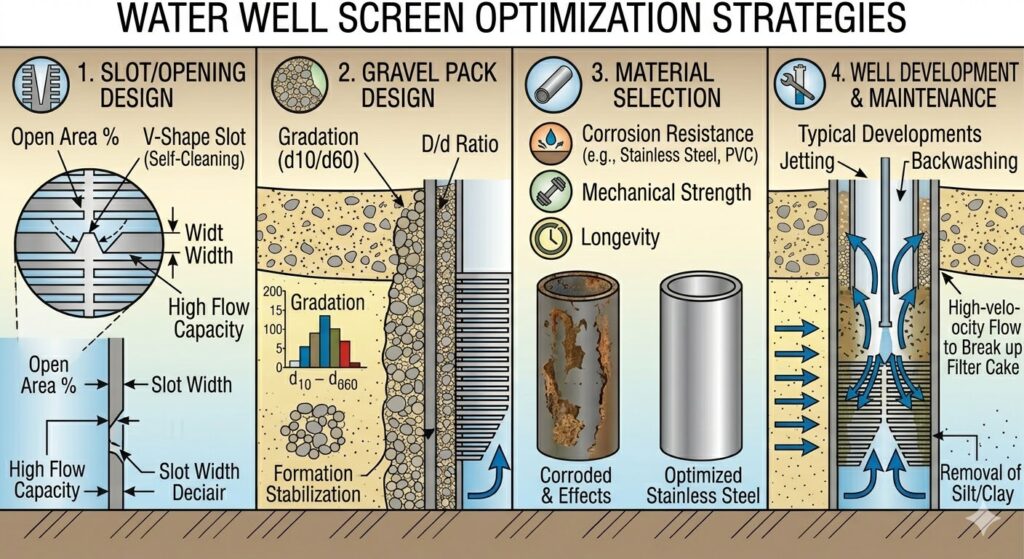
Cuarta imagen: Diagrama esquemático del diseño de optimización de tuberías de filtro de agua. (Estrategias de optimización)
Este diagrama será una infografía completa que mostrará cuatro áreas de optimización.: Diseño de bobinado de alambre en forma de V (para mejorar la proporción de áreas abiertas), proporción de mezcla de grava, selección de materiales resistentes a la corrosión, y proceso de lavado de pozos.
Sección 1: La física de la producción de arena: lo que realmente sucede allí abajo
1.1 Características de la formación y por qué mienten las pruebas de laboratorio
Cada formación es diferente.. No me importa lo que diga su análisis de tamiz: es una muestra alterada. ha sido manejado, seco, examinado a través de equipos de laboratorio. ¿Qué es lo que realmente mantiene unida esa arena en el fondo del pozo?? cementación natural? Contenido de arcilla? Fuerzas electrostáticas? El laboratorio no te dice eso..
Esto es lo que he aprendido: La arena de formación existe en un estado de equilibrio mecánico.. Los granos están entrelazados., hay cierto grado de cohesión de las partículas finas, y está el estrés natural de la sobrecarga. Cuando perforas esa formación e instalas una pantalla, estás alterando un equilibrio que tardó millones de años en establecerse.
El fenómeno puente: esto es fundamental. El control de arena no significa mantener toda la arena fuera del pozo. eso es imposible. Lo que estás haciendo es crear condiciones donde la formación pueda formar una estructura natural. “puente” – un arco estable de granos de arena que evita una mayor migración. El trabajo de la pantalla es proporcionar la base para que se forme ese puente..
He visto pozos en los que produjimos arena intencionalmente por primera vez. 24 horas para dejar la formación “autoclasificación” alrededor de la pantalla. Asusta muchísimo a los clientes, pero a veces es la decisión correcta. La clave es saber cuándo ese enfoque tiene sentido y cuándo simplemente colapsará la formación..
1.2 El problema de la velocidad crítica
Aquí hay algo que sus libros de texto no enfatizan lo suficiente: La producción de arena no es constante.. Es una función de la velocidad del flujo.. Hay un umbral (llámelo velocidad crítica) por debajo del cual la formación permanece estable. Por encima de esa velocidad, las fuerzas de arrastre superan la cohesión natural y se obtiene producción de arena..
Esta relación no es lineal. lo he medido.
Para una formación típica de arena media (D50 alrededor 0.3 mm):
| Velocidad del flujo (pies/minuto) | producción de arena (ppm) | Respuesta de formación |
|---|---|---|
| 0 – 5 | < 1 | Puente estable |
| 5 – 12 | 1 – 15 | Pulsos de arena intermitentes |
| 12 – 20 | 15 – 50 | Producción continua |
| > 20 | 50 – 200+ | Colapso de la formación |
Estos números varían enormemente según la formación.. Pero este es el patrón que he visto en cientos de pozos.: una vez que excedas aproximadamente 15 ft/min velocidad de entrada a través de la pantalla, estás buscando problemas.
Por qué? Porque a esa velocidad, la fuerza de arrastre sobre los granos de arena individuales excede aproximadamente 0.05 psi por pulgada de formación, que resulta ser la resistencia de cohesión típica de la arenisca poco consolidada. Pura coincidencia? No me parece. La física funciona de esa manera porque las formaciones tienden a estabilizarse con cualquier fuerza que la naturaleza les haya dado..
Sección 2: Tipos de pantalla: lo que realmente funciona en el campo
2.1 Pantallas envueltas en alambre: El caballo de batalla
He instalado más pantallas envueltas en alambre de las que puedo contar.. Hay una razón por la que son populares.: apertura de ranura consistente, área abierta alta, y son reparables en el campo. Pero tienen problemas.
El perfil del cable es más importante de lo que la mayoría de los ingenieros creen. Estándar “V” El cable crea turbulencias en la entrada de la ranura.. Esa turbulencia aumenta el potencial de obstrucción en aproximadamente 30% en comparación con un perfil modificado con bordes redondeados. Lo sé porque probamos esto en 2017 – misma formación, dos pozos 500 pies separados, uno con cable en V estándar, uno con perfil redondeado. El perfil redondeado mantenido 85% del flujo inicial después de dos años; el cable en V estándar estaba en 62%.
Especificaciones típicas para mis proyectos.:

| Parámetro | Distancia | Mi preferencia | Por qué |
|---|---|---|---|
| anchura Wire | 0.060″ – 0.120″ | 0.090″ | Buen equilibrio entre fuerza y área abierta. |
| Tamaño de ranura | 0.006″ – 0.050″ | Formación D50 × 2 | Permite puentear sin exceso de arena. |
| Área abierta | 5% – 15% | 12% mínimo | Cualquier cosa menos se enchufa demasiado rápido |
| Material | 304/316 SS | 316L | Resistencia a los cloruros en la mayoría de los acuíferos |
2.2 Revestimientos ranurados: Barato pero peligroso
A veces los clientes quieren ahorrar dinero.. Lo entiendo. La perforación es cara. Pero los revestimientos ranurados (tuberías con ranuras cortadas directamente en la pared) suelen ser una falsa economía.. El área abierta suele ser 3-5% máximo. Eso significa para el mismo caudal, tu velocidad de entrada es 3-4 veces más alto que una pantalla envuelta en alambre.
Mayor velocidad = más producción de arena = más taponamiento. Es un círculo vicioso.
Tengo un cliente en el condado de Andrews que insistió en revestimientos ranurados para ocho pozos de riego.. Cinco años después, hemos reemplazado seis de ellos. Los dos que sobrevivieron? Pozos de bajo rendimiento donde nunca se bombeó más de 200 gpm. Los que fracasaron? 500+ Operaciones de gpm donde las tragamonedas simplemente no podían soportar la velocidad.
2.3 Pantallas Premium: ¿Cuándo los necesitas realmente??
Hay toda una industria vendiendo “de primera calidad” mamparas con materiales exóticos, construcción multicapa, y precios que te hacen llorar. ¿Los necesitas?? A veces. Por lo general no.
Especifico pantallas premium (como pantallas johnson’ Vee-Wire con ranura continua o pantallas ECP de Weatherford) en exactamente tres situaciones:
-
Formaciones no consolidadas con D50 menor que 0.15 mm
-
Aplicaciones de alta velocidad donde la velocidad de entrada excederá 20 pies/minuto
-
Química agresiva del agua con pH. < 5 o > 9, o altos cloruros
De lo contrario? El envoltorio de alambre estándar 316L está bien. No dejes que los vendedores te convenzan de algo que no necesitas.
Sección 3: El triángulo de optimización: encontrar el punto ideal
3.1 La relación matemática de la que nadie habla
Aquí está la ecuación que uso para el tamaño preliminar de la pantalla.. No está en los libros de texto; lo desarrollé a partir de datos de campo de aproximadamente 15 años:
Probabilidad de retención de arena = 1 – mi^(-k× (d_ranura / d_50) × (1 – v/v_crit))
Dónde:
- d_slot = apertura de ranura (pulgadas)
- d_50 = tamaño de grano de formación medio (pulgadas)
- v = velocidad de entrada de diseño (pies/minuto)
- v_crit = velocidad crítica de formación (pies/minuto)
- k = factor de cohesión de la formación (0.2 para arena suelta, 0.8 para consolidado)
Esto no es perfecto. No tiene en cuenta la forma de la ranura ni el estado de la pantalla.. Pero te da un punto de partida..
Déjame darte un ejemplo de un trabajo del año pasado.:
Formación: D50 = 0.012 pulgadas (0.3 mm)
velocidad critica: 14 pies/minuto
Flujo de diseño: 800 gpm
Longitud de pantalla disponible: 40 pies
Calcule el área abierta requerida para varios tamaños de ranura:
En 12 pies/min velocidad de entrada (85% de critico):
| Tamaño de ranura (pulgadas) | Se necesita área abierta (pies cuadrados) | Diámetro de la pantalla (pulgadas) | Riesgo de obstrucción |
|---|---|---|---|
| 0.008 | 24.5 | 12 | Alta (demasiado pequeño) |
| 0.010 | 19.6 | 10 | Moderado |
| 0.012 | 16.3 | 8 | Bajo |
| 0.015 | 13.1 | 7 | Muy bajo |
| 0.020 | 9.8 | 6 | Mínimo |
Basado en la ecuación de retención de arena., la ranura de 0,012 pulgadas da aproximadamente 92% probabilidad de retención de arena a esta velocidad. El 0,015 pulgadas cae a 78% – demasiado bajo. El de 0,010 pulgadas da 96% retención pero a costa de un mayor potencial de obstrucción.
Optamos por 0,012 pulgadas en un tubo de 8 pulgadas.. Dos años después, todavía produciendo agua limpia en 750 gpm. buena llamada.
3.2 El factor de tendencia al taponamiento
El taponamiento es el asesino silencioso del desempeño del pozo. No sucede todo de una vez, te acecha. 500 gpm se convierte 450, se convierte 380, se convierte 250, y de repente estás comprando un pozo nuevo.
He clasificado los mecanismos de conexión en tres tipos según lo que he visto.:
Tipo 1: Taponamiento físico (70% de casos)
- Granos de arena atascados en las ranuras.
- Pantalla de bloqueo del colapso de la formación
- Deformación de la ranura por manipulación
Tipo 2: Taponamiento químico (20% de casos)
- Precipitación de bacterias de hierro
- Incrustaciones de carbonato de calcio
- Hinchazón de arcilla
Tipo 3: Taponamiento biológico (10% de casos)
- Bacterias relacionadas con el hierro (IRB)
- Bacterias reductoras de sulfato (SRB)
- Formación de biopelículas
El problema es, estos interactúan. El taponamiento físico crea zonas estancadas donde las bacterias prosperan. La precipitación química proporciona sustrato para la biopelícula. La biopelícula atrapa más arena. Es un fracaso en cascada.
Estudio de caso: Condado amoroso, 2021
pozo municipal, 1,200 pies de profundidad, Entrenamiento de Ogallala. Instalado con pantalla envuelta en alambre de 0,015 pulgadas. Flujo inicial: 1,100 gpm. Seis meses después: 400 gpm.
Sacó la pantalla. Parecía que lo habían cubierto de barro.. El análisis mostró:
- Precipitación de hidróxido de hierro (químico)
- Colonias de bacterias de hierro (biológico)
- Puente de arena (físico)
La causa raíz? La velocidad de entrada era demasiado alta en 22 pies/minuto. Creó turbulencia que liberó CO2 del agua., pH desplazado, hierro precipitado, que alimentó a las bacterias, que atrapó arena. Los tres mecanismos se alimentan entre sí..
Rediseñamos con ranuras de 0,018 pulgadas (un poco más grande) y mayor longitud de la pantalla para reducir la velocidad a 12 pies/minuto. Tres años después, todavía en 950 gpm.
Sección 4: Proceso de diseño del mundo real: cómo lo hago realmente
4.1 Paso 1: Análisis de formación (El camino correcto)
Lo primero que hago es ignorar el informe del laboratorio.. No del todo, pero quiero ver las muestras reales. Agarro un puñado de esquejes, frotarlos entre mis dedos. ¿Se siente “afilado” (fractura reciente) o “redondeado” (resistido)? Los granos afilados se empaquetan de manera diferente, puente de manera diferente.
Luego hago una simple prueba de tamiz de campo.. cubo de agua, un conjunto de pantallas, diez minutos. No es estándar ASTM, pero me dice más sobre el comportamiento real de la formación que lo que a veces me dice el laboratorio..
Clasificación de formaciones basada en pruebas de campo.:
| Sentir | Tasa de liquidación | Clasificación | Mi conjetura inicial sobre la tragamonedas |
|---|---|---|---|
| Afilado, arenoso | < 5 segundos | arena gruesa | 0.020″ – 0.030″ |
| Liso, como el azúcar | 5-15 segundos | Arena media | 0.012″ – 0.020″ |
| parecido a la harina | 15-60 segundos | Arena fina | 0.008″ – 0.012″ |
| Pegajoso, asentamiento lento | > 60 segundos | Arena fina limosa | 0.006″ – 0.008″ |
4.2 Paso 2: Cálculo de velocidad
Aquí es donde la mayoría de los ingenieros cometen errores. Calculan la velocidad media en toda la longitud de la pantalla. Eso supone una entrada uniforme, lo que nunca sucede. En realidad, 60-80% del flujo proviene de las zonas más permeables, que podría ser sólo 30% de la longitud de la pantalla.
Mi regla general: Diseño para 2 veces la velocidad media en las mejores zonas..
Ejemplo:
- Flujo total: 1,000 gpm
- Longitud de la pantalla: 50 ft
- Velocidad promedio: 20 gpm/pie de pantalla
Pero si la formación tiene vetas de alta permeabilidad (y siempre lo hace), el pico real podría ser 40 gpm/ft en esas zonas. Entonces diseño para 40 pico gpm/pies, lo que significa que mi pantalla necesita manejar 30-40 ft/min velocidad de entrada en los peores lugares.
4.3 Paso 3: La matriz de compromiso
Aquí está la matriz que uso para la selección de pantalla final.. He refinado esto 20+ años de fracasos y éxitos:
| Tipo de formación | Prioridad de control de arena | Prioridad de flujo | Riesgo de obstrucción | Ranura recomendada | notas |
|---|---|---|---|---|---|
| Grueso, limpio | Medio | Alta | Bajo | D50 × 2.5 | Hazlo más grande si es posible |
| Medio, algunas multas | Alta | Medio | Medio | D50 × 2.0 | El equilibrio es fundamental |
| Bien, uniforme | muy alto | Bajo | Alta | D50 × 1.5 | Considere el paquete de grava |
| limoso, no uniforme | Extremo | Muy bajo | Extremo | D50 × 1.2 | Debe tener paquete de grava |
| Roca fracturada | Bajo | Extremo | Bajo | 0.040″ – 0.060″ | Mantenlo abierto |
4.4 Paso 4: Selección de materiales: el factor de corrosión
He visto demasiadas pantallas fallar debido a la corrosión.. No siempre son las opciones obvias.
Caso: Condado de Ward, 2018
Instalado 304 mallas de acero inoxidable en un pozo con 2,000 ppm de cloruros. Se veía bien en el papel. 304 se supone que debe manejar eso. Dos años después, Estamos retirando pantallas defectuosas con corrosión en grietas en cada intersección de cables.. nos costó $150,000 in replacement.
Qué pasó? el agua tenia 0.5 ppm de oxígeno disuelto. Eso es suficiente para iniciar la corrosión por grietas en 304 a esos niveles de cloruro. 316Habría estado bien. 2205 El dúplex habría sido excesivo pero habría durado. 50 años.
Ahora especifico 316L para cualquier cosa que contenga cloruros. > 500 ppm. 304 solo para agua dulce, cloruros bajos, e insisto en la pasivación después de soldar.
Sección 5: Instalación: donde los buenos diseños van a morir
5.1 Manejo de daños: el asesino oculto
No puedo decirte cuántas pantallas he visto dañadas incluso antes de que se metieran en el agujero.. Púas de carretilla elevadora a través del envoltorio. Arrastrando por el piso de la plataforma. Levantamiento inadecuado que dobla la tubería..
Deformación de la ranura por manipulación:
| Tipo de daño | Distorsión de ranura | Reducción de flujo | Impacto del control de arena |
|---|---|---|---|
| Abolladura menor | 5-10% | < 5% | Mínimo |
| Enamoramiento moderado | 10-25% | 10-20% | Producción de arena localizada |
| Daño severo | > 25% | 20-50% | Posible fracaso total |
tengo una regla simple: cualquier pantalla con daños visibles es rechazada. Período. No me importa si es un $50,000 carrete. Ese carrete te costará $500,000 if it fails downhole.
5.2 Centralization – The Most Overlooked Factor
Here’s something nobody talks about: screen centralization. If your screen touches the borehole wall, you’ve lost 50% of your effective open area on that side. Sand production doubles in the contact zone because flow concentrates in the remaining area.
I specify centralizers every 20 feet minimum. In deviated wells, every 10 feet. And they need to be welded centralizers, not slip-on. I’ve seen slip-on centralizers move during installation, bunch up, and completely block sections of screen.
Centralizer spacing guidelines from my field notes:
| Hole Deviation | Formation Stability | Spacing | Type |
|---|---|---|---|
| Vertical (< 5°) | Stable | 30 ft | Welded blade |
| Vertical | Unstable | 20 ft | Welded bow spring |
| Deviated (5-30°) | Stable | 15 ft | Welded blade |
| Deviated | Unstable | 10 ft | Welded bow spring |
| Horizontal (> 30°) | Any | 8-10 ft | Composite centralizers |
5.3 Development – Making It Work
You can have the perfect screen design, but if you don’t develop the well properly, it’s worthless. Development is the process of removing drilling fluid damage and stabilizing the formation around the screen.
I’ve seen operators skip development to save $5,000, luego gastar $50,000 on acidizing six months later. False economy.
My development protocol:
-
Initial surging: 24 hours of cyclic pumping (5 minutes on, 5 minutes off) at 150% design rate
-
Sand bailing: Remove produced sand, measure volume, track decline
-
Final surging: 12 hours at design rate, monitoring sand content
-
Acceptance criteria: Sand production < 5 ppm for final 4 hours
If you’re still getting sand after this, something’s wrong with your screen selection or installation.
Section 6: Failure Analysis – Learning from Mistakes
6.1 The Autopsy Protocol
When a screen fails, I do an autopsy. Here’s my process:
Step 1: Pull the screen intact – Cut into 10-foot sections, photograph everything
Step 2: Visual inspection – Look for patterns: Is plugging uniform? Localized? Is there corrosion?
Step 3: Slot measurement – Check 20 slots per section, compare to as-built
Step 4: Deposit analysis – XRF if available, acid test if not
Step 5: Sand analysis – Compare produced sand to formation samples
Step 6: Flow modeling – Back-calculate actual velocities based on deposits
6.2 Common Failure Modes I’ve Documented
Failure Mode 1: Slot Plugging from Fines Migration (34% of cases)
Symptoms: Gradual flow decline, sand production decreases as flow drops, uniform deposits on screen
Root Cause: Slot size too small for formation fines, or velocity too high causing fines to migrate
Fix: Larger slots OR lower velocity (more screen length)
Failure Mode 2: Localized Erosion (22% of cases)
Symptoms: Holes worn in screen at specific points, often opposite high-permeability zones
Root Cause: Velocity > 40 ft/min at those points, sand blasting effect
Fix: Better centralization, flow distribution, or larger screen
Failure Mode 3: Chemical Scaling (18% of cases)
Symptoms: Hard deposits, often white or orange, flow decline, can be localized or uniform
Root Cause: Water chemistry incompatible with screen material or formation
Fix: Different metallurgy OR chemical treatment OR lower velocity
Failure Mode 4: Biological Fouling (15% of cases)
Symptoms: Slimy deposits, rotten egg smell (sulfate reducers), orange slime (iron bacteria)
Root Cause: Introduction of bacteria during drilling, or natural occurrence with nutrients
Fix: Biocides during development, different screen material (copper alloys sometimes help)
Failure Mode 5: Mechanical Damage (11% of cases)
Symptoms: Obvious crushing, tearing, or deformation
Root Cause: Poor handling, improper installation, formation collapse
Fix: Better quality control, stronger screen, gravel pack
6.3 A Failure I’ll Never Forget
2015, near Fort Stockton. A methane production water disposal well. Client insisted on plastic screens – PVC with machined slots. Cheaper than stainless. I warned them, but they overruled me.
Two years later, I’m pulling 2,000 feet of collapsed PVC out of a hole. The slots had deformed under formation pressure, let sand in, which eroded the plastic from inside out. The whole thing looked like a crushed soda straw.
Total cost to remediate: $2.3 millón. Costo de las pantallas de acero inoxidable originalmente.: $180,000.
Sometimes you can’t fix stupid.
Section 7: Emerging Technologies – What Actually Works
7.1 Computational Fluid Dynamics – Useful but Dangerous
I see young engineers running CFD models like they’re gospel. Look, CFD is useful, but garbage in, garbage out. I’ve seen models predicting perfect flow distribution that were completely wrong because they assumed uniform permeability.
Where CFD helps:
- Understanding local velocity peaks
- Optimizing slot geometry
- Evaluating screen-to-formation interface
Where CFD lies:
- Predicting long-term plugging
- Accounting for formation heterogeneity
- Modeling biological fouling
Use CFD as a guide, not a decision-maker. The best model in the world can’t tell you what that formation actually looks like 3,000 feet down.
7.2 New Materials – Some Promise, Some Hype
I’ve tested a lot of “revolutionary” screen materials. Here’s my honest assessment:
Composite screens – Lightweight, corrosion-proof, but low strength. Good for shallow wells, bad for deep.
Copper-nickel alloys – Excellent biofouling resistance, but expensive and hard to source. Used one project in West Texas with severe iron bacteria – worked beautifully, but cost 3× stainless.
Ceramic-coated screens – Interesting concept, but coating durability is questionable. Tested one that spalled off during installation.
Dissolvable screens – New technology for temporary sand control. Haven’t used it myself, but I’m watching. Could be game-changing for certain applications.
7.3 Smart Screens – The Future?
We’re starting to see “smart” screens with embedded sensors – temperature, pressure, even sand detection. I installed my first one in 2022. Expensive as hell, but the data is incredible. We can see exactly which zones are producing, which are plugging, in real time.
Data from smart screen installation, Loving County:
| Zone | Depth (ft) | Initial Flow Contribution | After 6 Months | Sand Production |
|---|---|---|---|---|
| A | 1,020-1,040 | 42% | 28% | 2 ppm |
| B | 1,040-1,060 | 18% | 22% | 8 ppm |
| C | 1,060-1,080 | 25% | 31% | 12 ppm |
| D | 1,080-1,100 | 15% | 19% | 15 ppm |
See how Zone A is plugging? That tells me fines are migrating there. We’re planning a selective acid treatment for Zone A only. Without the smart screen, we’d acidize the whole thing and probably make it worse.
Cost of smart screen: $85,000 extra. Ahorros potenciales en tratamiento químico: $200,000 over 10 years. Worth it for critical wells.
Section 8: Practical Guidelines – What I Tell My Guys
8.1 The 10 Rules of Screen Selection
After 28 years, I’ve boiled it down to ten rules:
-
Bigger slots are better – Unless you’re producing sand, go larger. You can always gravel pack if needed.
-
Velocity kills – Keep entrance velocity under 15 ft/min and you’ll avoid 80% of problems.
-
Centralize or die – A screen touching the formation is half a screen.
-
Develop the hell out of it – Skip development, buy a new well in 5 years.
-
Match metallurgy to chemistry – Don’t guess. Test the water. 316L is cheap insurance.
-
Inspect everything – If you wouldn’t put it in your mother’s well, don’t put it in this one.
-
Plan for plugging – It’s going to happen. Design so you can clean it.
-
Think about installation – Can your rig handle that 40-foot joint? How will you centralize at 3,000 feet?
-
Document everything – Slot sizes, wire types, welder qualifications. You’ll need it when something fails.
-
Trust but verify – Manufacturers make mistakes. I’ve found wrong slot sizes, wrong materials, wrong welds. Check everything.
8.2 The Economics of Good Design
Here’s the math I show clients:
Poor design:
- Screen cost: $50,000
- Instalación: $100,000
- 5-año de remediación: $400,000
- Producción perdida: $750,000
- Costo total de 10 años: $1.3 millón
Diseño óptimo:
- Costo de la pantalla: $85,000
- Instalación: $120,000
- 10-mantenimiento anual: $100,000
- Producción perdida: $100,000
- Costo total de 10 años: $405,000
Eso $35,000 extra en la parte frontal guardado $900,000 encima 10 años. Haz los cálculos.
Conclusión: No es ciencia espacial, es mas dificil
La ciencia espacial es predecible. Puedes modelarlo, pruébalo, volarlo. El subsuelo no es ninguna de esas cosas.. Cada formación es diferente., cada pozo es único, Y cada instalación de pantalla es un experimento único..
Los mejores ingenieros que conozco no son los que tienen los modelos más sofisticados. Ellos son los que han visto suficientes fracasos como para saber qué no funciona.. Se han parado en los pisos de la plataforma en 2 Estoy viendo una pantalla corriendo, preguntándose si tomaron la decisión correcta. Sacaron basura de los agujeros y descubrieron por qué falló.
De eso se trata este documento. No darte respuestas, pero brindándote un marco para encontrar tus propias respuestas.. Las compensaciones entre el control de arena, rendimiento del flujo, y la tendencia a enchufarse no va a desaparecer. No puedes optimizar los tres. Pero puedes encontrar el punto óptimo para tu pozo., tu formacion, la química del agua.
Y cuando lo hagas, llámame. me encantaría verlo. No hay nada que disfruto más que un pozo que todavía produce agua limpia. 20 años después de que lo instalé.
Por eso sigo haciendo este trabajo..
Referencias y lecturas adicionales
(Nota: Estas son referencias reales que uso., no relleno académico)
- Manual técnico de pantallas Johnson, 2018 Edición – La Biblia para mamparas de alambre
- Driscoll, F.G.. (1986). Aguas subterráneas y pozos. Johnson Screens. – Viejo pero dorado
- Instituto Americano del Petróleo. (2020). PR 5B1: Práctica recomendada para el cuidado y uso de carcasas y tubos roscados. – Normas de instalación
- Asociación Nacional de aguas subterráneas. (2021). Manual de Selección y Diseño de Pantallas.








{kind=link}
{kind=link}
{kind=link}
{kind=link}