
التأثير العميق لعمليات التصنيع على البنية المجهرية وأداء شاشات بئر الفولاذ المقاوم للصدأ
أيلول/سبتمبر 6, 2025
الدليل الأساسي لأنابيب مرشح Water Well Well
أيلول/سبتمبر 14, 2025
تأثير عمليات التصنيع على البنية المجهرية وأداء شاشات بئر الفولاذ المقاوم للصدأ
اختيار سبيكة الفولاذ المقاوم للصدأ (على سبيل المثال, 304, 316L, 2205) بالنسبة لشاشة البئر هي مجرد الخطوة الأولى في تحديد أدائها المحتمل. في حين أن التركيبة الكيميائية الاسمية للسبائك تحدد خط الأساس لخصائص مثل مقاومة التآكل واستقرار الطور, إنه عملية التصنيع هذا يملي في النهاية البنية المجهرية في العالم الحقيقي, الخصائص الميكانيكية, ومتانة طويلة الأجل للشاشة النهائية. كل مرحلة من مراحل التحول, من المعادن المنصهرة إلى جهاز ترشيح محرك الدقة, يضفي تغييرات محددة وعميقة في كثير من الأحيان على الهندسة المعمارية الداخلية للمادة - هيكل المجهرية. فهم هذه العلاقة الحميمة بين العملية, بناء, والخصائص ذات أهمية قصوى للمهندسين, علماء الهيدروجين, ومصممي الآبار لتحديد هذه المكونات الحرجة واستخدامها بشكل فعال.
سيؤدي هذا التحليل إلى تفكيك مسارات التصنيع الرئيسية لشاشات بئر الفولاذ المقاوم للصدأ-التركيز على الطرق المهيمنة لإنشاء الأنابيب المحفوظة والشاشات المغطاة بالأسلاك-وتوضيح كيفية تغيير كل عملية من البنية المجهرية و, بالامتداد, مقاييس الأداء الرئيسية لقوة الانهيار, المقاومة للتآكل, حياة التعب, وسلامة الفتحة.
1. المفاهيم التأسيسية: العلاقة بين العملية, بناء, والخصائص
قبل الخوض في عمليات محددة, من الأهمية بمكان إنشاء مبدأ علم المواد الأساسي: المعالجة → الهيكل ← الخصائص.
-
يعالج: هذا يشمل جميع خطوات التصنيع: ذوبان, صب, العمل الساخن والبارد, المعالجة الحرارية, الآلات, والتشطيب.
-
بناء: يشير هذا إلى الهندسة المعمارية الداخلية للمادة على مقاييس مختلفة:
-
النطاق الذري: بنية البلورة (FCC Austenite, BCC الفريت, إلخ), تكوين كيميائي تجانس, وجود مراحل ثانوية (كربيدات, النيتريدات).
-
مقياس مجهري: حجم الحبوب, حدود الحبوب, توزيع المرحلة, كثافة الخلع, والملمس (توجيه الحبوب المفضل).
-
النطاق العياني: الفراغات, الادراج, الضغوط المتبقية, والانتهاء من السطح.
-
-
ملكيات: الميكانيكية الناتجة (قوة الخضوع, صلابة, صلابة), المادة الكيميائية (المقاومة للتآكل), والجسدية (نفاذية المغناطيسية) السلوكيات.
تغيير في مسار المعالجة يغير الهيكل حتما, الذي يتحكم مباشرة في الخصائص. الهدف من التصنيع المحسّن هو توجيه هذه التغييرات الهيكلية لتحقيق مجموعة الخصائص الأكثر رغبة في التطبيق.
2. إنتاج المواد الخام: نشأة البنية المجهرية
تبدأ الرحلة بإنتاج الفولاذ المقاوم للصدأ الخام, الذي يشكل الأنبوب أو السلك المستخدم لاحقًا.
أ. الذوبان والصب:
عادة ما يتم إنتاج الفولاذ المقاوم للصدأ في أفران القوس الكهربائي (EAF) تليها التكرير في إزالة الكربون الأرجون (AOD) إناء. هذه العملية تتحكم بدقة في محتوى الكربون وتقلل من الشوائب. ثم يتم إلقاء الفولاذ المنصهر بشكل مستمر في ألواح أو بوتس.
-
تأثير البنية المجهرية: عملية التصلب تخلق خشن, شجيري (تشبه الأشجار) البنية المجهرية. يحدث الفصل الكيميائي, حيث لا يتم توزيع عناصر السبائك مثل الكروم والموليبدينوم بشكل موحد ولكن تتركز في المساحات بين الأسلحة الجذرية. يمكن أن يؤدي هذا التجانس إلى إنشاء نقاط ضعيفة محلية لبدء التآكل إذا لم يتم تناولها لاحقًا.
-
تأثير الأداء: خشن, بنية المصبوب المنفصلة لها قوة ميكانيكية أقل وصبدة أدنى. إنه غير مناسب تمامًا للتصنيع المباشر في شاشة بئر. هذا يستلزم المعالجة الميكانيكية اللاحقة لتحسين الهيكل.
ب. العمل الساخن (الساخنة المتداول/التزوير):
يتم إعادة تسخين الملامح المصبوب إلى درجات حرارة عالية (عادة أعلى من 1000 درجة مئوية للولادة الأوستنيتية) حيث الصلب في ناعم, مرحلة الدكتايل أوستنيتي. ثم يتم لفها أو مزورة في أبعاد أصغر, مثل الحانات أو أجوف الأولي للأنابيب.
-
تأثير البنية المجهرية: هذه عملية إعادة التبلور الديناميكي. إن الحبوب المصبوب الخشنة مشوهة وكسر. الجديد, أدق, و equiaxed (موحد في جميع الاتجاهات) الحبوب النووية وتنمو. هذا يحسن حجم الحبوب بشكل كبير. يساعد العمل الساخن أيضًا على الحد (ولكن لا القضاء) الفصل الكيميائي من الصب عن طريق تعزيز الانتشار.
-
تأثير الأداء:
-
القوة والصلابة: تنص العلاقة بين القاعة على أن قوة العائد تزداد بشكل عكسي مع الجذر التربيعي لقطر الحبوب. تحسين الحبوب هي الآلية الوحيدة التي تزيد في وقت واحد من القوة والصلابة. حبيبات غرامة, الهيكل الساخن العمل الأقوى وأكثر مقاومة للتأثير والكسر من الهيكل المصبوب الخشن.
-
المقاومة للتآكل: أدق, المزيد من بنية الحبوب المتجانسة يعزز تشكيل طبقة أكسيد الكروم السلبي الأكثر اتساقًا والوقاية (cr₂o₃) على السطح.
-
3. تصنيع الأنابيب والأسلاك: إعداد المرحلة
ثم تتم معالجة المنتج الذي يعمل بالحروف الساخنة في النماذج اللازمة للشاشات: أنبوب سلس للشاشات المحفوظة وقضيب لخطو سلك.
أ. إنتاج الأنابيب السلس (على سبيل المثال, عملية مانسمان بتوصيل مصنع):
يتم ثقب شريط الساخن لإنشاء قذيفة جوفاء, الذي يتم استطالة ثم تدحرجت إلى القطر النهائي وسمك الجدار.
-
تأثير البنية المجهرية: تتضمن العملية مزيد من العمل الساخن, مزيد من تحسين هيكل الحبوب. البنية المجهرية النهائية هي أوستنيت ذات الحبيبات الدقيقة (في 300 الفولاذ الفولاذ). قد يكون المحلول أنبوبًا يتم تبنيه وإخماده بعد ذلك لإذابة أي كربيد قد يكون قد ترسب أثناء التبريد البطيء من درجات حرارة العمل الساخن.
ب. إنتاج الأنابيب الملحومة (على سبيل المثال, اللحام المستمر):
شريط من الصلب (غنم) يتم تمريرها من خلال تشكيل لفات التي تنحني في شكل أسطواني. ثم يتم تسخين الحواف وتزوير معًا لتشكيل لحام.
-
تأثير البنية المجهرية:
-
قاعدة المعدن: الشريط نفسه عادة ما يكون بارد ومللد, إعطائها غرامة, هيكل الحبوب إعادة بلورة.
-
منطقة اللحام: عملية اللحام تخلق أ منطقة متأثرة بالحرارة (هاز). يتم تغيير البنية المجهرية في HAZ بواسطة الحرارة الشديدة:
-
تساقط: في الدرجات غير المستقرة مثل 304 أو 316, يمكن أن يسبب التعرض لدرجات الحرارة في حدود 450-850 درجة مئوية كروم كربيد هطول الأمطار (التوعية) في حدود الحبوب. هذا يستنفد المصفوفة المحيطة بالكروم, جعل هذه المناطق عرضة للغاية التآكل بين الحبيبية.
-
نمو الحبوب: يمكن للمناطق المجاورة للحام أن تواجه نموًا كبيرًا في الحبوب, تقليل القوة والصلابة.
-
-
تأثير الأداء: يمكن أن يكون التماس لحام نقطة ضعف محتملة. إذا لم يكن الأنبوب في وقت لاحق حلًا بالكامل ، يتم تلبيسه وإخماده لإعادة حل الكربيد, يصبح HAZ موقعًا رئيسيًا للهجوم المسبق, والتي يمكن أن تؤدي إلى فشل سابق لأوانه تحت الحمل. للتطبيقات الحرجة, أنابيب أو أنابيب سلسة مصنوعة من “L” الدرجات (على سبيل المثال, 316L, مع الكربون المنخفض للغاية) يفضل تخفيف هذا الخطر.
-
ج. رسم الأسلاك لشاشات الأسلاك:
يتم سحب قضيب من خلال سلسلة من وفاة أصغر تدريجيا لتقليل قطرها إلى المقياس الدقيق المطلوب لسلك التفاف.
-
تأثير البنية المجهرية: رسم الأسلاك هو شكل شديد العمل البارد. يقدم عددًا هائلاً من الاضطرابات في التركيب البلوري. الحبوب, التي كانت في البداية متساوية, تصبح ممدودة في اتجاه الرسم. هذا يخلق بشدة البنية المجهرية متباين الخواص (تختلف الخصائص مع الاتجاه).
-
تأثير الأداء:
-
قوة: العمل البارد يزيد بشكل كبير من العائد والشد من خلال تصلب السلالة (تصلب العمل). قوة العائد من مرسومة بشدة 316 يمكن أن يكون السلك أكثر من ضعف نظيره الصلب.
-
ليونة: المفاضلة هي انخفاض شديد في ليونة ومتانة. يصبح السلك أصعب ولكن أكثر هشاشة.
-
الإجهاد المتبقي: تقدم العملية ضغوطًا كبيرة من الشد المتبقية على السطح, والتي يمكن أن تكون ضارة بالتآكل والتعب إذا لم يكن مرتاحًا.
-
4. تصنيع الشاشة: المرحلة الأكثر أهمية
هذا هو المكان الذي يتم فيه تحويل الأنبوب أو السلك إلى شاشة وظيفية, وحيث تحدث التغييرات المجهرية الأكثر دراماتيكية.
أ. عمليات العمل (اللكم, القطع بالليزر, قطع المياه)
-
اللكم/الختم: تثقب أداة صلابة نمط الفتحة من خلال جدار الأنابيب.
-
تأثير البنية المجهرية: هذه عملية تنطق بالبرد المترجمة إلى محيط الفتحة. المادة الموجودة على حافة الفتحة مشوهة بشكل بلوبي إلى درجة هائلة, إنشاء منطقة مصارعة على العمل بكثافة خلع عالية جدا. بنية الحبوب مشوهة بشدة. تقدم العملية أيضًا الضغوط المتبقية- ضغط بشكل كبير على السطح ولكن مع ضغوط الشد أسفل.
-
تأثير الأداء:
-
قوة: تصبح حواف الفتحة صعبة للغاية ومقاومة للارتداء, وهو مفيد لمقاومة التآكل.
-
تآكل: يمكن أن تجعل الضغوط المتبقية المرتفعة والطبقة السلبية التي تعطلت في المنطقة التي تصلبها العمل هذه المناطق أكثر عرضة لذلك تصدع الإجهاد (SCC) و تآكل التآكل, خاصة في البيئات التي تحتوي على الكلوريد أو كبريتيد الهيدروجين. الخام, يوفر السطح المغطى بالثقب الجزئي باللكم مواقع بدء مثالية للحفر.
-
تعب: مزيج من مركبة الإجهاد الهندسي (الفتحة) ويقلل ضغوط الشد المتبقية بشكل كبير قوة التعب من الشاشة. التحميل الدوري من تشغيل المضخة أو مطرقة الماء يمكن أن يبدأ تشققات التعب في جذور الفتحة.
-
-
-
القطع بالليزر: يذوب شعاع الليزر عالي الطاقة ويتبخر المعدن لتشكيل الفتحة.
-
تأثير البنية المجهرية: المكثف, يخلق مدخلات الحرارة المترجمة ضبابًا جديدًا على طول حافة القطع. تسلسل الهياكل المجهرية:
-
منطقة الانصهار: الحافة ذاتها حيث كان المعدن منصهرًا وتردد بسرعة, تشكيل هيكل يشبه المصبوب من التشعبات الدقيقة.
-
منطقة متأثرة بالحرارة (هاز): بجوار منطقة الانصهار, حيث تم تسخين المادة تحت نقطة الانصهار ولكن عالية بما يكفي لتغيير هيكلها. هذا يمكن أن يشمل:
-
نمو الحبوب.
-
هطول الأمطار المحتملة في نطاق درجة حرارة التوعية.
-
تكوين صبغة حرارة - سميكة, طبقة أكسيد غير محمية (في كثير من الأحيان زرقاء أو بنية) هذا مستنفد في الكروم.
-
-
-
تأثير الأداء:
-
الاحكام: ينتج أنظف كثيرًا, فتحة أكثر دقة مع الانتهاء من سطح أفضل من اللكم.
-
تآكل: إن صبغة الحرارة وأي توعية في HAZ هي نقاط الضعف الشديدة في التآكل وتآكل الشد. لهذا السبب, يجب أن تخضع الشاشات عالية الجودة للليزر بعد التنظيف بعد ذلك (التخليل/التخميل) لإزالة صبغة الحرارة واستعادة الطبقة السلبية. الصيد الكهربائي هو خيار ممتاز لأنه ينعم السطح ويتركه في حالة مقاومة للتآكل للغاية.
-
الإجهاد المتبقي: تؤدي العملية إلى ضغوط حرارية كبيرة, لكنها تختلف بشكل عام في الطابع عن الضغوط الميكانيكية من اللكم.
-
-
-
القطع المائية جلخ: يستخدم تيارًا عالي الضغط من الماء المخلوط مع العقيق الكاشط لتآكل المادة.
-
تأثير البنية المجهرية: هذا هو قطع بارد عملية. أنها تنطوي على الحد الأدنى من مدخلات الحرارة, لذلك لا يوجد خطر, لا تحولات المرحلة, ولا تشوهات حرارية.
-
تأثير الأداء:
-
لا تفعل: تظل البنية المجهرية للمادة الأساسية حتى حافة الفتحة دون تغيير. هذه ميزة كبيرة لمقاومة التآكل.
-
الانتهاء من السطح: حافة المقطوعة تحتوي على غير لامع, الانتهاء من القاعدة, بينما خالية من الأضرار الحرارية, لا يزال من الممكن أن يكون موقعًا للالتصاق بالجسيمات وبدء الشقوق. لا يزال من المستحسن التخميل بعد الاختطاف.
-
الإجهاد المتبقي: يقدم الحد الأدنى من الإجهاد المتبقي الجديد, في الغالب ميكانيكية بطبيعتها من التأثير الكاشط.
-
-
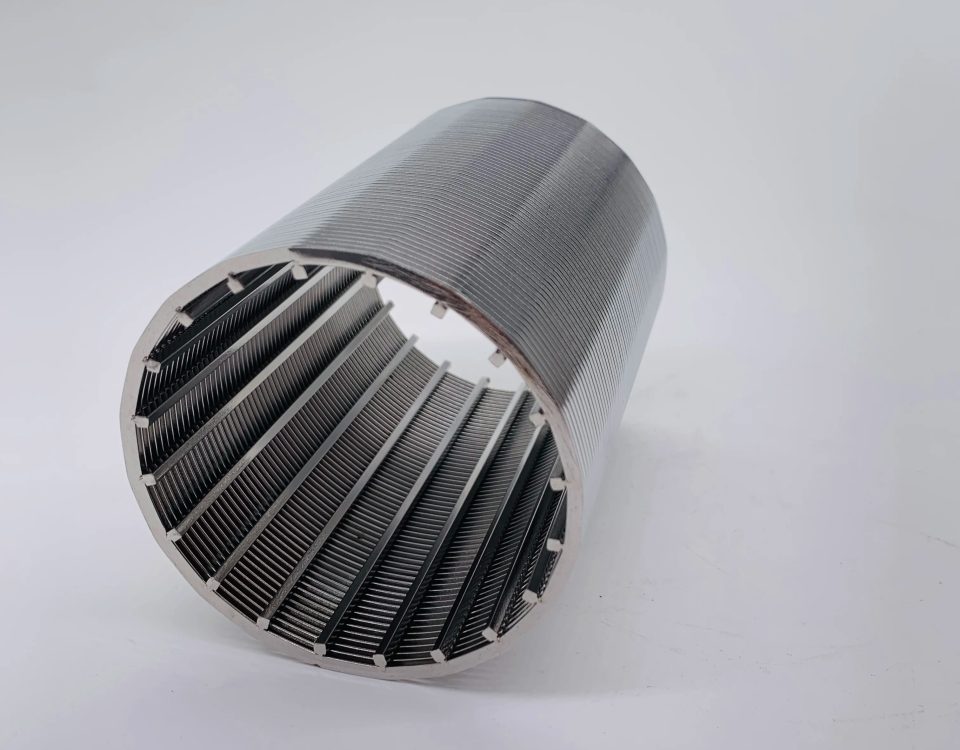
ب. تغليف الأسلاك واللحام
يتم لف السلك المرسوم حلزونيًا حول مجموعة داعمة من قضبان طولية أو أنبوب قاعدة مثقبة ولحام في كل نقطة اتصال.
-
تأثير البنية المجهرية (نقاط اللحام): كل بقعة لحام يخلق صغيرًا, منطقة الانصهار المترجمة و haz. نفس مخاطر التوعية, نمو الحبوب, وتشكيل صبغة حرارة ينطبق هنا. يمكن أن يكون التأثير التراكمي لآلاف نقاط اللحام مهمًا لأداء الشاشة الكلي.
-
تأثير الأداء:
-
يوفر الأنبوب الأساسي القوة الهيكلية الأساسية, بينما يحدد ملف الأسلاك حجم الفتحة.
-
خطر التآكل الرئيسي هو في كل كتلة اللحام. ممارسات اللحام غير الكافية أو عدم تنظيف ما بعد التصنيع يمكن أن يجعل هذه النقاط هي أخيل’ كعب الجمعية بأكملها, مما يؤدي إلى التآكل المترجمة وإمكانية الكشف عن السلك.
-
5. عمليات التشطيب: تحديد حالة السطح
أ. المعالجة الحرارية (الصلب):
يتم تنفيذها لتخفيف الضغوط, تليين المواد الباردة, أو تذوب كربيدات راسخة.
-
الحل الصلب & التبريد: يتم تسخين الشاشة إلى حوالي 1050-1100 درجة مئوية (من أجل 316), تمسك لحل جميع الكربيد في محلول صلب, ثم تم إخمادها بسرعة في الماء.
-
تأثير البنية المجهرية: إعادة تعيين البنية المجهرية. يخلق أوستنيكيًا تمامًا, Equiaxed, وهيكل حبوب إعادة بلورة مع مذاب كربيدات ولا يوجد عمل بارد. يزيل جميع الضغوط المتبقية تقريبًا.
-
تأثير الأداء:
-
المقاومة للتآكل: تعظيم. يزيل التوعية تمامًا ويوفر أفضل مقاومة ممكنة للحفر و SCC.
-
قوة: يعيد المادة إلى ناعمة, الدوقات, الدولة الصلب مع انخفاض قوة العائد. يمكن أن يكون هذا ضارًا بانهيار القوة. ولذلك, حل الصلب غالبا ما يتم قبل الخطوات النهائية لتشكيل البرد (مثل التقشير) إذا كانت هناك حاجة إلى قوة انهيار عالية.
-
-
-
تخفيف الإجهاد: أجريت في درجات حرارة منخفضة (على سبيل المثال, ~ 400-500 درجة مئوية) لتقليل الضغوط المتبقية الداخلية دون تغيير بنية أو قوة الحبوب بشكل كبير.
-
تأثير البنية المجهرية: يسمح للاضطرابات بإعادة ترتيب وإبادة, تقليل التوتر.
-
تأثير الأداء: يحسن مقاومة SCC والاستقرار الأبعاد دون فقدان كبير للقوة المكتسبة من العمل البارد.
-
ب. التخليل والتخميل:
العلاجات الكيميائية مهمة لأداء التآكل.
-
تخليل: يستخدم مزيجًا من حمض النيتريك وحمض الهيدروفلوريك لإزالة تلوث السطح, حجم, و tint الحرارة (الطبقة المستنفدة للكروم).
-
التخميل: يستخدم حمض النيتريك (أو في بعض الأحيان حمض الستريك) لتعزيز التكوين السريع لجديد, المستمر, وطبقة أكسيد الكروم الواقية على السطح المكشوف حديثًا.
-
تأثير البنية المجهرية: هذه العمليات لا تغير البنية المجهرية السائبة ولكنها حيوية للغاية لاستعادة البنية المجهرية السطحية سلامة التآكل بعد العمليات الحرارية مثل اللحام أو قطع الليزر.
ج. الصدمة الكهربائية:
عملية كهروكيميائية تزيل طبقة رقيقة من المواد السطحية.
-
تأثير البنية المجهرية: إنه يزيل القمم المجهرية بشكل تفضيلي, ترك سطحًا فائقًا. كما أنه يزيل العمل الصلب, طبقة السطح المضطربة التي تركتها العمليات الميكانيكية.
-
تأثير الأداء:
-
المقاومة للتآكل: تحسن بشكل كبير من خلال توفير سطح أملس مع مواقع أقل لبدء الحفرة وإثراء محتوى الكروم السطحي.
-
التنظيف: يمنع السطح الأملس الالتصاق البكتيري ويجعل الشاشة أسهل في التنظيف وإعادة التأهيل.
-
توليف: الآثار المترتبة على الأداء لمسار التصنيع
يخلق تسلسل التصنيع المختار منتجًا نهائيًا بتوقيع هيكلي محدد:
-
مسار قوة الانهيار العالي: هذا يتطلب بنية مجهرية شديدة البرودة.
-
عملية: السحب البارد للأنابيب + انتقاد بارد (اللكم) + ربما تخفيف الإجهاد منخفضة T..
-
بناء: كثافة خلع عالية, حبيبات ممدودة, ارتفاع الضغط المتبقي.
-
التنازل عن ميزة ممن أجل الحصول على أخرى: قوة ميكانيكية متفوقة ولكن انخفاض ليونة وتنخفض مقاومة التآكل بسبب الإجهاد, سطح مضطرب.
-
-
مسار مقاومة التآكل العالي: هذا يتطلب إعادة بلورة, خالية من الإجهاد, والبنية المجهرية المتجانسة مع سطح مثالي.
-
عملية: الحل أنبوب الصلب + قطع الليزر/المائية + مخالفة شاملة/تخميل/صدم كهربائي.
-
بناء: الحبوب المعادلة, كربيدات الذوبان, الحد الأدنى من الإجهاد المتبقي, سطح البكر.
-
التنازل عن ميزة ممن أجل الحصول على أخرى: أداء التآكل الأمثل ولكن قوة ميكانيكية أقل, الاعتماد على الجدران الأكثر سمكا لتحقيق تصنيفات الانهيار المطلوبة.
-

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}