
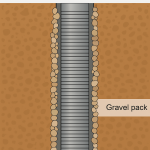
شاشة حزمة الحصى لسيطرة الرمال المائية
أغسطس 10, 2025
عمليات تصنيع بئر الفولاذ المقاوم للصدأ
أيلول/سبتمبر 9, 2025
التأثير العميق لعمليات التصنيع على البنية المجهرية وأداء شاشات بئر الفولاذ المقاوم للصدأ
مواصفات سبيكة الفولاذ المقاوم للصدأ لشاشة بئر, مثل في كل مكان 304 أو 316L, أو دوبلكس أكثر قوة 2205, يحدد مخطط كيميائي أساسي يقترح مجموعة معينة من خصائص الأداء, والجدير بالذكر أن إمكاناتها المتأصلة لمقاومة التآكل. ومع ذلك, هذا التكوين الاسمي هو مجرد نقطة انطلاق لرحلة معدنية معقدة; الخصائص الميكانيكية النهائية, سلوك التآكل, ويتم إملاء المتانة طويلة الأجل للشاشة النهائية بأغلبية ساحقة من خلال عمليات التصنيع المحددة التي تخضع لها. كل مرحلة من مراحل التحول, من الذوبان الأولي للعناصر الخام إلى الآلات الدقيقة النهائية لأنماط الفتحات, يضفي تغييرات عميقة وغير قابلة لا رجعة فيه في كثير من الأحيان على الهندسة المعمارية الداخلية للمادة - البنية المجهرية. هذه العلاقة المعقدة, مغلف في نموذج علوم المواد الأساسية “المعالجة → الهيكل ← الخصائص,” تعني أن شاشتين مصنوعتين من نفس سبيكة ASTM يمكن أن تظهر ملفات تعريف أداء مختلفة بشكل كبير في هذا المجال استنادًا إلى تاريخ التصنيع فقط. عمل بارد للغاية, الشاشة المقطوعة هي كيان مختلف من الناحية الدقيقة من حلول حلول, مقطع ليزر, والكهربائي واحد. ولذلك, فهم شامل لكيفية عمليات مثل العمل الساخن, العمل البارد, لحام, المعالجة الحرارية, وتغيير تقنيات القطع بنية الحبوب, كثافة الخلع, استقرار المرحلة, والكيمياء السطحية أمر بالغ الأهمية للمهندسين وعلماء الهيدروجين لاتخاذ قرارات مستنيرة, توقع حياة الخدمة, وتخفيف مخاطر الفشل الكارثي في مطالبة بيئات قاع البئر.
لا تبدأ رحلة التطور المجهرية مع مصنفة الشاشة ولكن في المصنع حيث يتم إنتاج المادة الخام. عملية الانصهار, عادة ما تتم في فرن القوس الكهربائي (EAF) تليها صقل دقيق في إزالة الكرب (AOD) إناء, تم تصميمه لتحقيق الكوكتيل الكيميائي الدقيق و, حاسمة, لتفكيك الشوائب وخفض محتوى الكربون إلى مستويات مقبولة, خاصة ل “L” الدرجات الثمينة لحامهم. يبدأ الصب المستمر اللاحق لهذه السبائك المنصهرة في ألواح أو بليتات أول تكوين هيكلي حاسم: خشن, البنية المجهرية الجذعية التي تتميز بالفصل الكيميائي الكبير, حيث لا يتم توزيع عناصر صناعة السبائك مثل الكروم والموليبدينوم بشكل موحد ولكن تتركز في المناطق بين الأطراف, إنشاء عدم تجانس مجهري يمثل نقاط ضعف محتملة لبدء التآكل والفشل الميكانيكي إذا تركت دون معالجة. هذا الهيكل المصبوب غير مناسب تمامًا لمكون عالي الأداء; يمتلك قوة أقل, صلابة أدنى, وسلوك لا يمكن التنبؤ به تحت الضغط. بالتالي, يحدث أول إصلاح مجهرية رئيسي من خلال العمل الساخن, حيث يتم إعادة تسخين البليت المصبوب في منطقة الاستقرار الأوستنيتي (فوق 1000 درجة مئوية لدرجات أوستنيكية) ويتعرض للتشوه المتحكم فيه من خلال عمليات مثل المتداول الساخن أو التزوير. هذا العمل الميكانيكي عالي الحرارة يسهل إعادة التبلور الديناميكي, آلية قوية حيث الخشنة, يتم تكسير الحبوب الهشة والاستبدال بجيل جديد من الغرامة, الحبوب المعادلة, في وقت واحد تجانس التوزيع الكيميائي وقضاء العزل الشجيري, وبالتالي وضع الأساس لمادة أقوى, أكثر صرامة, وأكثر مقاومة للتآكل بسبب إمكانية أكثر اتساقا لتشكيل الأفلام السلبية.
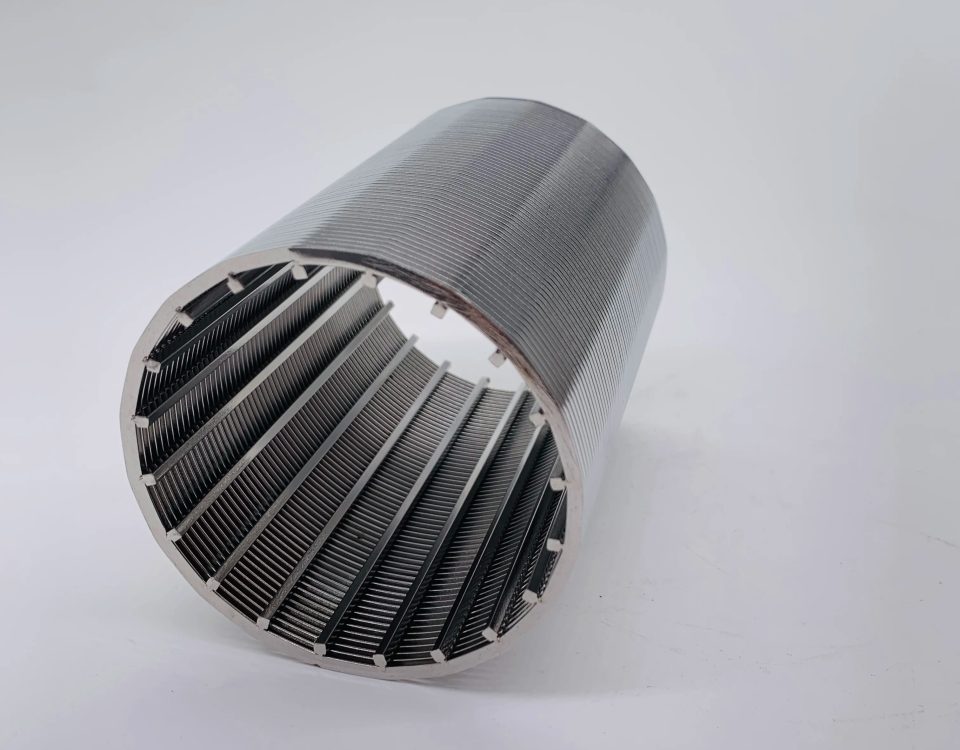
بعد العمل الساخن, تتم معالجة المادة بشكل أكبر في النماذج المطلوبة لتصنيع الشاشة: أنبوب سلس في المقام الأول للشاشات المرسومة والأسلاك المرسومة لشاشات الأسلاك. تصنيع الأنابيب غير الملحومة, في كثير من الأحيان عبر عملية مطحنة مانسمان, ينطوي على اختراق البليت الساخن ويطيلها من خلال سلسلة من القوائم; هذا يشكل المزيد من العمل الساخن, مزيد من تحسين بنية الحبوب وتعزيز الخصائص الاتجاهية للمادة. قد يكون المحلول بعد ذلك حلًا - محمصًا إلى درجة حرارة حيث يتم إذابة جميع الكربيد إلى محلول صلب ثم يتم إخمادها بسرعة لتجميد هذه الحالة المتجانسة - والتي تتميز بالنعومة, الدوقات, والبنية المجهرية المحسنة للتآكل. بدلاً عن ذلك, للأنابيب الملحومة, يتشكل شريط مفصول البرد ودمج حوافه معًا, إنشاء تماس لحام مستمر يقدم منطقة مميزة من الدقيقة الحاسمة: المنطقة المتأثرة بالحرارة (هاز). ضمن هذا haz, يتم تغيير البنية المجهرية للمعدن الأساسي بواسطة الدورة الحرارية, المخاطرة بالظواهر مثل التوعية (هطول الأمطار كربيد الكروم عند حدود الحبوب في نطاقات درجة حرارة محددة) ونمو الحبوب, والتي يمكن أن تسوية بشدة مقاومة التآكل المحلية والخصائص الميكانيكية, جعل التماس لحام أخيل محتملة’ الكعب ما لم يتم تناولها بشكل صحيح مع المعالجة الحرارية اللاحقة أو استخدام الدرجات المستقرة. لشاشات Wire-Wrap, يتعرض القضيب للرسم البارد الشديد, عملية تتضمن سحب المواد من خلال سلسلة من وفاة أصغر تدريجيا, التي تزيد بشكل كبير من كثافة الخلع, يطالب الحبوب بشكل كبير في اتجاه الرسم, ويقدم ضغوطات متبقية كبيرة, مما أدى إلى سلك قوي للغاية ولكنه أيضًا متباين الخواص ويفتقر إلى ليونة, مفاضلة يجب إدارتها بعناية.
تحدث المرحلة الأكثر تحويلية للبنية المجهرية أثناء عمليات تصنيع الشاشة الفعلية, حيث يتم تحويل الأنبوب الأساسي أو السلك إلى مرشح وظيفي. طريقة إنشاء الفتحات مؤثرة بشكل خاص. اللكم أو الختم, طريقة شائعة وفعالة من حيث التكلفة, هو شكل متطرف من العمل البارد المترجمة إلى محيط الفتحة. يخلق عمل القص والتشوه منطقة شديدة الصلابة مع كثافة خلع عالي الفلكي, حدود الحبوب المشوهة, وملف تعريف مميز للضغوط المتبقية - ضغوط غالبًا على السطح للغاية ولكن مع ضغوط الشد الكامنة أسفل. هذه الاضطراب المجهرية لها عواقب أداء مباشرة: بينما تصبح حواف الفتحة صعبة للغاية ومقاومة للتآكل, المجهد, تعطل, وغالبًا ما يوفر السطح المكسور الجزئي مواقع نوى مثالية للتآكل وتآكل الشقوق, والمزيج من هذه البنية المجهرية التالفة مع تركيز الإجهاد الهندسي للفتحة نفسها يقلل بشكل كبير من قوة التعب, جعل الشاشة أكثر عرضة للفشل تحت التحميل الدوري من تشغيل المضخة أو مطرقة الماء. في المقابل, قطع الليزر, عملية حرارية عالية الدقة, تبخر المواد لتشكيل الفتحة, إنشاء تغيير مجهرية مختلف تمامًا: منطقة متأثرة بالحرارة (هاز) على طول الحافة المقطوعة, مع استكمال منطقة اندماج من مادة شجيرية معاد تسليمها, منطقة عرضة للتوعية ونمو الحبوب, ولون حرارة يتم التغاضي عنها في كثير من الأحيان-سميكة, غير محمي, مقياس الأكسيد المستنفد للكروم والذي يعتبر معرضًا للتآكل, استلزم التخليل إلزامي بعد التخميل لاستعادة النزاهة.
يعرض قطع Waterjet الكاشطة مسارًا ثالثًا, عملية قطع البرد التي تآكل المادة مع تيار عالي الضغط من الماء والعربة الكاشطة, إدخال مدخلات حرارة ضئيلة وبالتالي تجنب تكوين HAZ, تحولات المرحلة, أو التشوهات الحرارية, وبالتالي الحفاظ على البنية المجهرية للمعادن القاعدة حتى حافة القطع; ومع ذلك, السطح الناتج غير اللامع وخشن مجهري, بينما خالية من الأضرار الحرارية, لا يزال بإمكانه العمل كموقع للالتصاق بالجسيمات وبدء الشقوق, غالبًا ما تتطلب التخميل اللاحق أو الإلكترونية للأداء الأمثل. لشاشات Wire-Wrap, تتضمن عملية التصنيع لف السلك المرسوم بالبرد حول بنية الدعم ولحامه في كل نقطة اتصال; كل من هذه الآلاف من اللحامات المجهرية يخلق منطقة الانصهار الخاصة بها و haz, تقديم مخاطر التآكل الموزعة عبر سطح الشاشة بأكمله يتطلب مراقبة جودة صارمة في اللحام ونظام تنظيف وتنظيف ما بعد التصنيع الشامل لضمان طول طول التجميع ومنع الانهيار بسبب هجوم التآكل المترجمة في انعقاد اللحام.
تمثل عمليات التشطيب الفرصة النهائية لمهندسة البنية المجهرية وحالة السطح من أجل الأداء الأمثل. المعالجة الحرارية, الحل الكامل بشكل خاص الصلب والإلغاء, هو زر إعادة ضبط جذري: يذوب كربيد تراس, يلغي كل الأعمال الباردة, يعيد بلورة غرامة جديدة, هيكل الحبوب المعادن, ويقوم بإبادة الضغوط المتبقية, مما أدى إلى بنية مجهرية توفر أقصى مقاومة للتآكل وليونة; ومع ذلك, يأتي هذا على حساب القوة الميكانيكية المطلقة, جعل الشاشة عرضة للانهيار تحت ضغوط أقل, يجب أن يتم تنفيذ المفاضلة التي تملي في كثير من الأحيان أنه يجب إجراء الصلب قبل أي تشكيل البرد إذا كانت هناك حاجة إلى قوة انهيار عالية. يوفر المعالجة الحرارية لتخفيف الإجهاد في درجة حرارة أقل حل وسط, تقليل الضغوط المتبقية الضارة لتخفيف خطر تصدع تآكل الإجهاد (SCC) بدون تغيير القوة المكتسبة بشكل كبير من العمل البارد القيمة. ما وراء العلاجات الحرارية, خطوات التشطيب الكيميائي والكهروكيميائي أمر بالغ الأهمية. تخليل, باستخدام خليط حمض nitric-hydrofluoric, غير قابل للتفاوض بعد أي عملية حرارية لإزالة الطبقة المستنفدة للكروم جراحيا, بينما يختصر, في حمام حامض النيتريك أو الستريك, يعزز نمو جديد, المستمر, والأفلام السلبية لأكسيد الكروم الواقي. الصدمة الكهربائية, قمة المعالجة السطحية, ينعم السطح بالكهروكيميائي, إزالة الطبقة المصنوعة من العمل, الذروة الصغيرة, والملوثات المضمنة, في وقت واحد يعزز مقاومة التآكل عن طريق زيادة محتوى الكروم السطحي وتوفير النهاية الفائقة النمس التي تقلل من الالتصاق البكتيري وتبسيط إعادة التأهيل جيدًا, تمثيل ترقية كبيرة في الأداء للتطبيقات الحرجة.
في التوليف, يقوم مسار التصنيع الذي يختاره المصنوع بإنشاء منتج نهائي مع توقيع مجهرية محدد يملي ملف تعريف الأداء الخاص به. إن المسار الذي يعطي أولوية للانهيار العالي يتبنى البرد الشديد العمل من خلال عمليات مثل السحب البارد للأنابيب والانهيار, مما أدى, حبيبات ممدودة, والضغوط المتبقية كبيرة, تسفر عن خصائص ميكانيكية رائعة ولكن قبول المساءلة, أداء تآكل أكثر ضعفا يجب إدارته من خلال الضوابط البيئية وربما الطلاء الواقي. على العكس, سيستخدم المسار الأولوية لأقصى قدر من مقاومة التآكل حلًا كاملاً في حللة تلي, بلغت بلورة, Equiaxed, خالية من الإجهاد, والبنية المجهرية المتجانسة مع سطح بدائي, تقديم مقاومة لا مثيل لها للحفر, تآكل شق, و SCC, ولكن الاعتماد على زيادة سمك الجدار للتعويض عن قوتها المتأصلة في العائد. ولذلك, يجب أن يتجاوز تحديد شاشة البئر مجموعة بسيطة من حجم السبائك وحجم الفتحة; إنه يستلزم حوارًا تقنيًا مع الشركات المصنعة حول تسلسل المعالجة المحدد - كيف يتم إنتاج الأنبوب الأساسي, كيف تتشكل الفتحات, وما هي المعالجات الحرارية وخطوات التنظيف التي يتم تطبيقها - لضمان محاذاة البنية المجهرية المصنعة بدقة مع المادة الكيميائية, ميكانيكي, والتحديات البيولوجية لمهمتها الصاخبة المقصودة, ضمان الموثوقية وطول العمر من خلال الخيارات المعدنية المستنيرة.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}